Introduction
Counterfeit electronic components are a major issue facing the electronics supply chain. Unknowingly using fake or substandard parts can jeopardize product quality, reliability, and safety. Unfortunately, counterfeits have infiltrated authorized distributor channels and even original component manufacturers (OCMs). Combating counterfeits requires diligence across organizations involved in sourcing, procurement, quality control, and production. This article provides guidance on detecting counterfeit electronic components to aid in keeping them out of your supply chain.
How Counterfeits Enter the Supply Chain
To protect against counterfeits, it’s important to understand how they infiltrate the electronics ecosystem. Common paths include:
- Independent distributors – Unscrupulous brokers re-sell used, recycled, remarked, or outright fake components acquired through various means.
- Contract manufacturers – Some CM’s cut costs by quietly sourcing from unauthorized channels susceptible to fakes.
- Online marketplaces – Counterfeiters leverage sites like Alibaba and eBay with little oversight on authenticity.
- Phony franchises or manufacturers – Imposter operations pose as authorized sources and sell remarketed or fake parts.
- Recycled materials – Legally recycled e-waste can get unlawfully mixed into new stock.
- Theft and remarking – Components rejected or scrapped by OCMs get stolen and resold as new.
While motivations and sources vary, the common thread is introducing counterfeit components into supply chains that lack adequate screening processes.
Impacts of Using Fake Components

The risks of counterfeit parts include:
- Product defects – Failure rates may be higher with poor quality or unsuitable components.
- Safety hazards – Device malfunctions can pose danger to users and the public.
- Field failures and recalls – Widespread issues upon deployment require expensive corrective actions.
- Reputation damage – Quality incidents erode customer trust and hurt brand image.
- Liability – Injury or loss arising from counterfeits can spark litigation.
- Delays – Discovering fakes during production halts work while sources are reconsidered.
The only sure way to avoid these pitfalls is preventing counterfeits from entering your supply chain in the first place.
How to Detect Potential Counterfeit Parts
Careful inspection, testing, and due diligence is required to reveal signs a component may be counterfeit. Here are key detection practices:
Visual Inspection
Closely examine components for any irregularities compared to the datasheet specifications:
- Markings – Check for missing, wrong, blurred, or inconsistent labeling
- Package – Differences in materials, molding, dimensions, weight, etc.
- Leads – Damage, discoloration, corrosion, or bend/spacing issues
- Surfaces – Signs of remarking, texturing mismatches, poor plating, etc.
X-Ray Inspection
X-ray images reveal internal structures that may deviate from authentic parts:
- Die size, shape, location, or bond wires don’t match datasheet
- Missing layers, components, connections, or defects
- Signs of old die recrystallization from prior use
- Incorrect substrate, frame, lid, or materials
Electrical Testing
Parameter measurements outside datasheet specs can indicate counterfeiting:
- Comparative testing of multiple units shows wide variances
- Functionality testing yields failures
- Out of spec values for voltage, current, capacitance, frequency, etc.
- Abnormal waveforms or transient behaviors
Destructive Analysis
Physically delaminating and examining die, packaging, materials, and construction often exposes overt signs of counterfeiting.
Supply Chain History
- Trace part numbers back through intermediaries to the OCM
- Verify certifications for each supply chain intermediary
- Check for continuity and paperwork throughout the chain of custody
- Look for any high risk entities in the transaction history
How to Avoid Counterfeit Sources
Making sure you only deal with trusted, authorized sources is central to avoiding counterfeits. Here are best practices for qualifying suppliers:
Only Work with Franchised Distributors
Vetted, franchised distributors authorized by the OCM tend to be much more reliable than independent distributors:
- Verify distributor authorization with the manufacturer
- Require contractual assurance parts are sourced only from the OCM or other authorized channel partners
- Get written warranties parts are new, unused, and authentic
Perform Supplier Audits
Conducting periodic audits provides more assurance of supplier authenticity capabilities:
- Inspect facilities for proper storage, traceability controls, and testing
- Interview staff on processes for inspector training, sampling, handling defects, etc.
- Review policies, certifications, record keeping, and quality management
- Examine inventory for any suspect parts
Require Supplier Certification
Mandatory supplier certification helps screen out disreputable sources:
- AS6081 – Anti-counterfeiting standard for electronic parts
- ISO 9001 – International quality management system standard
- IATF 16949 – Rigorous standard for automotive suppliers
- Nadcap – Supplier accreditation for aerospace industry
- AS9100/AS9120 – Standards addressing counterfeit electronic components
Demand Test Reports
Require suppliers provide detailed test reports from independent labs proving parts meet OEM specifications.
Contractual Obligations
Bind suppliers to contracts requiring:
- Notification if any indication parts may be counterfeit or at risk
- Certificates of Conformance with accompanying documentation
- Indemnification against financial damages from supplying fakes
- Right to conduct unannounced audits of facilities, processes, and inventory
- Access to traceability and anti-counterfeit records
Anti-Counterfeit Technologies
Some OCMs are adopting emerging tech like blockchain, smart tags, and DNA marking to track, authenticate, and confirm component provenance throughout the supply chain. Require use of these protections whenever possible.
How to Screen for Counterfeits Internally

Your own inspection processes represent the last line of defense before counterfeits enter production. Best practices include:
Sample Destructive Testing
Perform teardowns, chemical analysis, microscopy, and other destructive tests on a sample of high-risk components to look for counterfeit indicators.
X-Ray Screening
X-ray imaging is very effective at revealing many fake components right away before they get any further.
Thorough Inspection
Use a checklist to methodically examine each aspect of components – markings, dimensions, leads, molding, etc.
Parameter Testing
Test key parameters on a sample of units to identify outliers that merit further investigation.
Random Sampling
Apply screening techniques randomly even across low-risk component batches to keep suppliers honest.
Staff Training
Educate staff on detecting discrepancies that may indicate counterfeiting and flag for further review.
Quarantine Suspect Parts
Isolate any potentially counterfeit parts to avoid them inadvertently entering manufacturing.
Report Issues
Alert internal stakeholders and suppliers regarding suspect parts to trigger further containment actions.
With rigorous prevention and detection controls integrated across the supply chain, companies can effectively combat counterfeits and reduce risk.
Extensive Risk Mitigation for High Reliability Applications
For mission critical systems where failure poses major safety risks, an even higher standard of anti-counterfeiting is warranted:
- Single, certified source – Restrict component models to a single fuzzy ID/fuzzy factory source under bond.
- Witness manufacturing – Observe components being made firsthand at the certified supplier.
- Full traceability – Require unbroken chain of custody with certified handlers from foundry to destination.
- Destructive lot sample testing – 100% destructive lot sample analyses to validate authenticity.
- Lifecycle monitoring – Track components while in use with blockchain or smart tag monitoring.
- X-Ray all parts – Screen every component, not just samples.
- No exceptions – Refuse any parts where full criteria is not met.
- Ongoing supplier audits – Conduct exhaustive facility, process, certification, and personnel auditing.
For less critical commercial goods, these measures may be prohibitive. But when lives depend on it, it’s worth the extra diligence and cost.
Conclusion
While counterfeit components continue infiltrating electronics supply chains, taking proper precautions can greatly reduce your organization’s risk. By partnering only with certified, authorized sources, inspecting diligently, and integrating robust counterfeit avoidance practices across procurement, logistics, quality control, and production you can safeguard product integrity. With growing threats from fake parts, enacting comprehensive anti-counterfeiting measures is a wise investment.
Frequently Asked Questions
Q: How extensive of an issue are counterfeit electronic components?
Counterfeit electronic components have grown into a massive issue, with some estimates indicating up to 10% of parts procured from independent distributors are fake. This problem has mushroomed as global supply chains have become more complex. The impact of counterfeit parts can undermine product integrity on a large scale once they enter global distribution channels.
Q: What are some warning signs a supplier may not be trustworthy?
Red flags include reluctance to provide requested documentation like certificates of conformance, audit rights, and test reports. Lack of industry certifications, evasive answers, unusual payment terms, prices that seem too good to be true, vague company ownership, and other shady attributes also warrant further scrutiny of a supplier’s authenticity.
Q: Is it safe to use components purchased from online marketplaces like Alibaba and eBay?
Generally it is risky and not advisable to source electronic components through online marketplaces. These platforms lack oversight to ensure authentic, authorized parts. The prevalence of counterfeits from such marketplaces makes it an unreliable sourcing channel for anything beyond hobbyist or experimental use. For production applications, only trusted franchised sources should be used.
Q: Can visual inspection reliably detect all counterfeit parts?
While valuable, visual inspection alone is not sufficient in many cases. High quality counterfeits may superficially look identical to authentic parts. More advanced techniques like x-ray imaging, sample destructive testing, electrical parameter validation, and supply chain auditing is often required to reliably weed out sophisticated fakes. The right combination of inspection methods and supply chain controls is needed.
Q: What liabilities can arise from using counterfeit electronic components?
Knowingly or negligently sourcing and installing counterfeit parts in shipping products can open companies up to significant legal liabilities. Product liability lawsuits, regulatory fines, and breach of warranty costs can occur if counterfeits cause systems to malfunction, fail prematurely, or result in other damages. It is imperative to demonstrate reasonable efforts were taken to prevent infiltration of fakes.
Farewell to Counterfeit Electronic Components
Everything that is made on earth by humans has a specific life that it works, after that, this product starts to decay or degrade in performance and in the end it may totally collapse or become obsolete. The designers of that product either it be mechanical or electrical takes numerous parameters into consideration to enhance the life time of that product. So these types of electronic items those which have completed their time and become obsolete or have become faulty, or out dated or damaged and become non-repairable will be thrown as “scrap items”. These scrap electronics is what contributes to e-waste. The business of scrap and e-waste is a very big industry or multibillion dollar industry.

There are countless electronic products that are being scrapped on daily basis throughout the world and this scrap or e-waste is being bought and sold at various prices. Mostly the e-waste or scrap is exported from the USA to China and other countries where it is washed in polluted water of river and then put on sideways to dry up. After that it is then forged by numerous ways like sanding, painting and applying false marks to make it look new. Hence we can say that the biggest source of the counterfeit components is the e-waste or scrap electronic market itself. It is the responsibility of the governments to devise a strategy to properly dispose of e-waste and scrap electronics so that it may not be accessible to “counterfeiters”
What is Counterfeit Electronic Components?
Many of us might have gone through some electronics parts to be used in hobby projects. Let’s say a 555 timer IC is used in an A-stable multi-vibrator circuit. Now the circuit is developed on breadboard and all the wire connections are intact. Power supply is good and you just turned ON your circuit and put oscilloscope at the output of 555 timer IC but you did not get the waveform. You then checked the oscilloscope settings and found perfectly fine. Now you start to think why my output is not coming, because you have blind believe in IC that it has no problem. You are constantly looking errors in your connections, breadboard, oscilloscope and other passive components, then after struggling half or one hour you realize that the IC itself is “counterfeit” or “fake”. So what happened in the process is the complete waste of your time, money and effort. This what counterfeit components do..!
A counterfeit component is the low quality, faulty and underrated component that is disguised as high quality or new component and it does not perform function correctly or malfunction causing problems for end users or buyers.
Why Counterfeit Electronic Components are made..?
Now that we understand what is counterfeit electronic components and from where mostly they emerge. As for the reason why they exist in markets is the simple reason “Money”. Yes, it has been estimated that this counterfeit electronic components industry is so huge that semiconductor industry alone was hit by a huge loss of around $75 billion each year. This monetary loss to the genuine semiconductor industrial sector is converted as earnings for “counterfeiters”. But it may be noted that Original Component Manufactures (OCM) have their manufacturing facilities in various countries of the world like China, Singapore, Indonesia and Malaysia. For-example the headquarters of a particular OCM may be in USA but its facilities/factories working in China may develop various levels of quality of a particular component, but they do mention about the quality, performance and also gives guarantees and warranties which is not the case in counterfeit electronic components being sold by “counterfeiters”.
Reason Why We should not use Counterfeit Electronic Components:
As mentioned above by the example of simple 555 timer IC, the main reason why you should avoid using counterfeit electronic components is because it will not work as expected, it will malfunction, it will be a waste of time, your energy and money. This is with aspect of a student or hobbyist working on a final year project or doing experiments for learning so it may not be a big loss. However if you are an ECM (Electronic Contract Manufacturer) and your production facility has ordered 100,000 pieces of 555 timer IC and out of which 1000 counterfeit then this will be a big issue. The losses are multiplied in terms of every aspect like production cost will increase due to counterfeit components themselves, waste of resources used in production line for example if the components are soldered then whole PCB batch may have to be discarded, the labor cost (hourly wages) of that batch run was wasted, other overhead charges and electricity charges are also counted as loss due to only those counterfeit parts.
Moreover, these above mentioned losses are in the case when the faulty PCB batch (due to counterfeit parts) was caught on right time. But if the production facility members could not catch the problem then the resulting faulty or underrated product will be distributed in market thus annoying the customers and degrading the company’s (ECM’s) reputation. This will cause lower future orders and customers may lose confidence.
The counterfeit electronic components can damage other electronics parts on the PCB thus rendering the PCB unable or very difficult to repair. The counterfeit electronic components if found in sensitive medical instrument in operation theatre or surgical device can make it stop working randomly thus causing serious issues to human life and can be life threatening. A counterfeit electronic component if found in aircraft electronics can raise serious risk of lives of many passengers and pilot thus these losses are irreversible. This is why medical and aerospace components are always high grade i.e. military spec so there is almost no chance of counterfeit components to get through.
Another reason Counterfeit components should not be used is because they can be dangerous to the overall device or system where they are installed or soldered. Because they can malfunction, or can become short circuit leading to sparking or catching fire or totally damaging the end product/device or even injure the person using it. For example a counterfeit Lithium ion battery can swell and exploded thus injuring the mobile phone user.
Types of Counterfeit Electronic Components:
There is a large number of electronic components sellers, distributors, resellers, wholesalers and manufacturers who deal in electronic components. Majority of them are selling genuine parts but many of them are also among those “Counterfeiters”. These counterfeit components are also called forged or fraudulent components that exist in almost every electronics market. Talking about the ECM, it is the responsibility of supply chain and procurement department to contract very carefully with only those distributors or franchises that are authenticated by OCM (Original Component Manufacturers). It is best to buy components directly from OCM but if not possible then always search for genuine authorized dealers from OCM in your respective country. There are many types of counterfeit components you can encounter. Some of them are
1- Low Specification Components Are Disguised as High Specification Component:
This type of counterfeit component is the one in which a poor quality part’s surface is “sand down” to remove the original markings and then reprint the fake part number to resemble the new high quality component which it is not in actual. Then they polish the surface using thin layer of Blacktopping material. Sometimes they mix small quantity of low spec parts with large quantity of genuine parts so they cannot be easily identified and sell the whole lot with price of high spec/genuine part per piece.

2- Defective Parts:
As the case above shows the low quality or low grade component are sold by tuning their appearance, here in this case the completely defected component is taken and then same procedure above is repeated and made it look like new part and sold at higher prices. You should be aware of these illegitimate practices of counterfeiters as they can strike a serious dent in your business as discussed above in detail.
3- Used Parts sold as New:
In this case, the used parts are polished and appearance is changed and looks shinier than the genuine part. The problem is that they do not tell their customers that this is used component and it is refurbished but they sell them as new and charge cost of new component which is totally illegal.
How to tell the component is Counterfeit.
The most important question is how to determine an electronic component to be counterfeit or genuine. In order to do this, you must be an expert or have some experience with electronic components especially with Integrated Circuits. Some basic tools to examine an electronic component are
1- Microscope with high magnification
2- High Definition camera to take pictures then correlate with genuine and counterfeit parts and
3- A solvent like acetone or a solvent that is a mixture of 3 parts spirit and 1 part alcohol in order to remove any fake coatings/markings on the surface of IC.
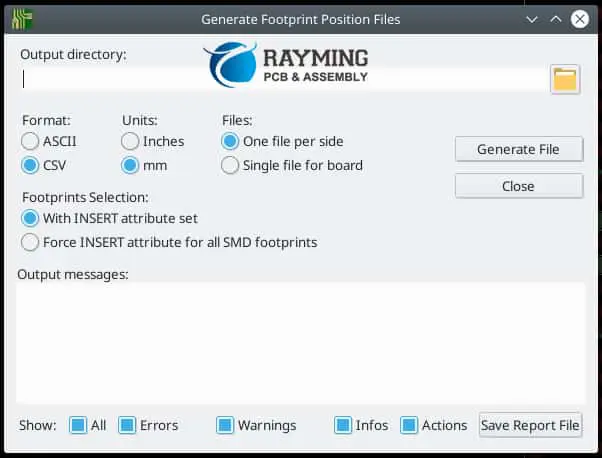
4- X-Ray machine to examine the inner workings of the IC
5- Electrical testing setup like DMM, Oscilloscope, Function generator and test circuit from Datasheet or Application note.
The common methods to identify a counterfeit component are
1- Check for misspellings and wrong information on labels.
2- Ensure that part number and date coding on the label match those on the part itself.
3- Verify the part number against the genuine part number as OCM uses and ensure it is correct.
4- You can check out for any blunder mistake like date code of the “future” labeled on the IC package.
5- Check out for incorrect logo
6- Confirm that the font used on the suspected counterfeit part matches the font used on genuine part.
7- Verify the country of origin against the lot code number as the two lots with same code number cannot be manufactured in different countries. So for example if the country of origin name printed on suspected counterfeit part is Malaysia and other genuine part shows Philippines and both parts have same lot code number than it confirms the one is counterfeit part.

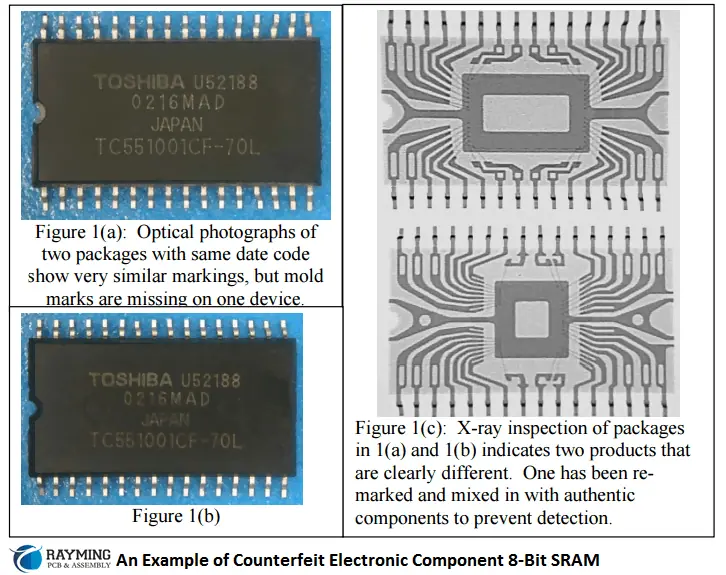
8- Examine the indents. The number one and strongest way to catch the counterfeit component is to examine the indents. Because counterfeiters have a very difficult time keeping the indents clean and consistent during their refinishing process.
For example, in the picture on the right, these two parts were received in the same lot and have identical part number markings. These are the same ends next to each other and you can see that one has 3 indents and the other has just 2. The shape and size of the indents are also different. One is a rounded cavity and the others are all flattened.
Another example of indent is this shown in the figure. The indents from the manufacturer or OCM are always clean and uniform in each and every part of the lot. However this indent shown has been filled up with blacktopping materials that was used to disguise the surface by hiding the old surface.

One more example shows the clear and obvious difference between the two parts having same part number printed from same lot. As shown in figure below the indent on one is much larger and on other it is nonexistent. This is clear and obvious example of counterfeit electronic component.

How to Avoid Counterfeit Electronic Components:
1- Rigorously Control Purchase Sources
2- Always try to buy directly from OCM
3- If not possible to buy from OCM, then go for OCM authorized dealers, suppliers or franchises
4- Look for any reputable distributor who has good reputation and customer feedback if you could not manage points 2 and 3 above
5- Deploy an inspection team that will examine the incoming parts as per the guides hints discussed
6- If you cannot deploy an inception team due to budget constraints then you can outsource the job to third party Company to avoid this headache and speed up the process.
7- Always try to avoid obsolete components in your designs but if unavoidable always look for trusted partner in component sourcing that will not deceive you.
Conclusion:
There are numerous examples of counterfeit electronic components that are floating in the electronic markets. Countless number of sellers, distributers and shops are dealing in these semiconductor electronic ICs, but it is the responsibility of the procurement division of the ECM (Electronic Contract Manufacturer) to rigorously control purchase source and always try to buy directly from OCM (Original Component Manufacturer) or any authorized dealer or franchise of OCM so that the risk of obtaining forged parts is minimized.