Introduction
Despite best efforts during design and manufacturing, printed circuit board (PCB) failures still occur in electronics products. When boards fail prematurely or pass testing but then fail in the field, systematically analyzing the PCBs is key to identifying root causes so corrective actions can be taken.
This article provides a comprehensive guide on processes for analyzing failed PCBs including:
- Signs indicating PCB failure modes
- Tools for inspecting boards non-destructively
- Techniques for performing failure analysis
- Methods for isolating and capturing faults
- Failure analysis lab capabilities
- Examples of common PCB failure mechanisms
- Steps for performing root cause investigation
- Documentation and reporting on analysis results
- Implementing corrective actions
By leveraging rigorous PCB failure analysis procedures, companies can improve product reliability, reduce associated costs, and strengthen customer satisfaction.
Signs of PCB Failure

Prior to detailed analysis, certain signs indicate likely printed circuit board issues:
Field Failures
- Performance degrades or functionality stops after a period of use
- Suggests failure mechanisms like:
- Thermal cycling fatigue
- Corrosion
- Contamination
- Signal or power integrity issues
Testing Escapes
- Units pass manufacturing test but fail in the field
- Indicates:
- Incomplete test coverage
- Faults triggered only under certain use conditions
- Intermittent or latent defects
Manufacturing Defects
- Failures during production testing
- Caused by defects like:
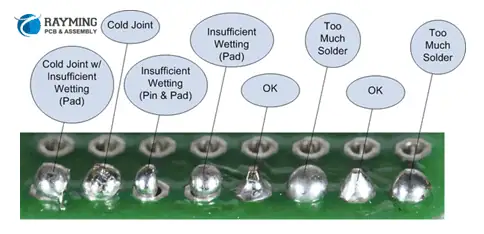
- Soldering errors
- Contamination
- Assembly errors
- Handling damage
Thorough failure analysis then confirms failure modes and pinpoints root causes.
Tools for Inspecting PCBs
Several tools allow non-destructive inspection of boards:
Visual Inspection
- High magnification inspection microscopes
- Reveal component damage, contaminants, discoloration
X-Ray Imaging
- See inside components and PCB structure
- Requires only simple sample preparation
Automatic Optical Inspection (AOI)
- Imaging systems scan board features
- Detect missing or malformed components and solder
Boundary Scan Tests
- Leverage on-board test structures
- Verify interconnect integrity and basic device functionality
Quick screening using these tools guides more detailed analysis on probable fault locations.
Techniques for Failure Analysis
To isolate causes after identifying suspect regions, several laboratory techniques are employed:
Electrical Testing
- Probe stations perform in-circuit tests on nodes
- Functional testers exercise system behavior
Signal Integrity Analysis
- Oscilloscopes probe waveforms and signal integrity
- Time and frequency domain analysis
Emission Microscopy
- Captures infrared emission from operating board
- Hot spots indicate elevated resistance
Thermal Profiling
- Scan surface temperatures under operating power
- Find hot components suggesting power or thermal issues
Chemical Analysis
- Chemical stripping followed by microscopy
- Reveals buried traces and vias with defects
Cross-Sectioning
- Cutting through defect area
- Inspect thinly-sliced cross section under microscope
Electron Microscopy
- SEM provides high-resolution images of traces and solder
- EDX detects contaminants down to ppm level
These proven techniques isolate faults and determine the physics of failure.
Methods for Capturing Intermittent Faults
Capturing transient or intermittent faults presents challenges:
Temperature Cycling
- Rapidly heat and cool board
- May trigger temperature sensitive failures
Vibration Testing
- Subject board to shaking across a spectrum of frequencies and amplitudes
- Can precipitate latent mechanical failures
Accelerated Aging
- Apply excess voltage and temperature over time
- Encourages early manifestation of latent defects
Signal Monitoring
- Logic analyzers or oscilloscopes monitor nodes
- Capture glitches suggesting loose contacts or noise
With persistent testing modifying conditions, transient issues can be observed, isolated, and analyzed.
Failure Analysis Lab Capabilities
Dedicated failure analysis labs boast extensive capabilities to investigate complex faults, including:
- Electrical probing stations
- Emission microscopy systems
- Temperature forcing chambers
- X-ray imaging tools
- Focused ion beam circuit editing
- Scanning electron microscopes
- Transmission electron microscopes
- Vibration testing systems
- Nanoprobing and picoprobing
- Sample decapsulation and cross-sectioning
- Advanced chemical analysis tools
Experienced technicians leverage this array of equipment to uncover failure mechanisms.
Common PCB Failure Mechanisms

During analysis, many common failure causes may be discovered:
Thermal Cycling Issues
- Solder joint cracking due to CTE mismatch
- Delamination between board layers
- Flexing damage of plated through holes
Contamination
- Conductive debris shorting traces
- Corrosion from flux residue or environmental agents
Manufacturing Defects
- Solder bridging
- Missing or reversed components
- Plating voids in vias
Power Integrity
- Unacceptable voltage drops under load
- Ripple or noise disrupting circuits
Signal Integrity
- Uncontrolled impedance causing reflections
- Crosstalk or ground bounce exceeding margins
EMI/EMC Problems
- Radiated interference above acceptable limits
- Susceptibility to external fields disrupting operation
Awareness of these and other common mechanisms guides investigation.
Performing Root Cause Analysis
To identify underlying root causes rather than just physical defects, a rigorous process is followed:
Replicate and Monitor Failure
- Trigger failure modes discovered earlier
- Use tools like emission microscopes to watch propagation
Map Sequence of Events
- Construct timeline of effects culminating in failure
- Look for initiating sources and chains of secondary effects
Evaluate Design Margins
- Review stress models and margins of safety
- Narrow down weak points with inadequate guard band
Assess Manufacturing Variability
- Characterize typical distribution of assembly variations
- Failures often trace back to outliers
Reconstruct with Physics-of-Failure
- Develop hypothesis using established failure models
- Check against sequence of events and forensic evidence
Identify Process Gaps
- Look for shortcomings in design rules, modeling, parts selection, assembly processes that allowed defect
- Strengthen weak links in development chain
The root cause may have origins across design, manufacturing, parts, testing, field conditions or other domains.
Documenting and Reporting Findings
Clear documentation and reporting ensures knowledge is retained and findings are actionable:
- Document analysis details in lab notebook
- Photograph defects from multiple angles before and after manipulation
- Record microscope imagery and measurements
- Note test configurations and procedures
- Organize findings and supporting evidence in report
- Summarize key conclusions and priorities for corrective action
- Present to stakeholders and solicit feedback
Complete records aid root cause validation and process improvements.
Implementing Corrective Actions
Failure analysis is ultimately only valuable if it spurs needed improvements such as:
Improved Design Practices
- Tightened design rules
- Expanded modeling
- Wider safety margins
Material and Parts Changes
- Higher grade substrates
- Screening or derating components
- Change at-risk materials
Manufacturing Process Refinements
- Tighter process controls
- Improved operator training
- New test coverage
- Tools maintenance and calibration
Product Specification Modifications
- Relaxed operating temperature range
- Lower derated voltages
- Additional shielding
Customer Guidance
- Installation or operation guidelines
- Handling and storage recommendations
- Periodic maintenance advice
By driving changes, failure analysis efficacies company processes and products.
Frequently Asked Questions
Here are some common questions about PCB failure analysis:
Q: What tools allow non-destructive inspection of boards?
Optical inspection, x-ray imaging, automatic optical inspection, and boundary scan tests are common techniques.
Q: How can latent intermittent failures be identified?
Methods like temperature cycling, vibration testing, and burn-in can precipitate failures under accelerated conditions.
Q: What types of chemical stripping expose buried traces and vias?
Chemical etchants like nitric acid or ferric chloride preferentially attack copper allowing inspection of underlying features.
Q: When would emission microscopy be used over thermal profiling?
Emission microscopy offers higher spatial resolution useful for small components, but thermal profiling allows observation of the entire board.
Q: How long does a comprehensive failure analysis usually take?
From initial electrical test, fault isolation, physical analysis, and root causing, 1-2 weeks depending on complexity.
Conclusion
Rigorous failure analysis is crucial for improving product reliability, customer satisfaction, and ultimately the company bottom line. While a systematic investigative process requires investments in tools, training and technician time, the dividends include reduced costs from returns and enhanced process excellence across the product lifecycle. By leveraging the guidelines described here when boards fail, engineers can elevate the maturity of designs, manufacturing methods, and quality standards.