The electronics manufacturing industry relies on surface mount technology (SMT) for efficiently assembling printed circuit board assemblies (PCBAs). Selecting an experienced, high-quality electronic assembly company is crucial for successfully bringing electronic products to market. This article profiles the top 18 electronic assembly companies supporting SMT-based electronics manufacturing globally.
What is SMT in Electronics Assembly?
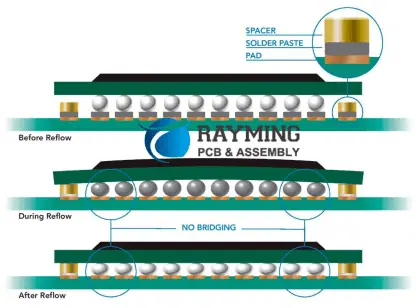
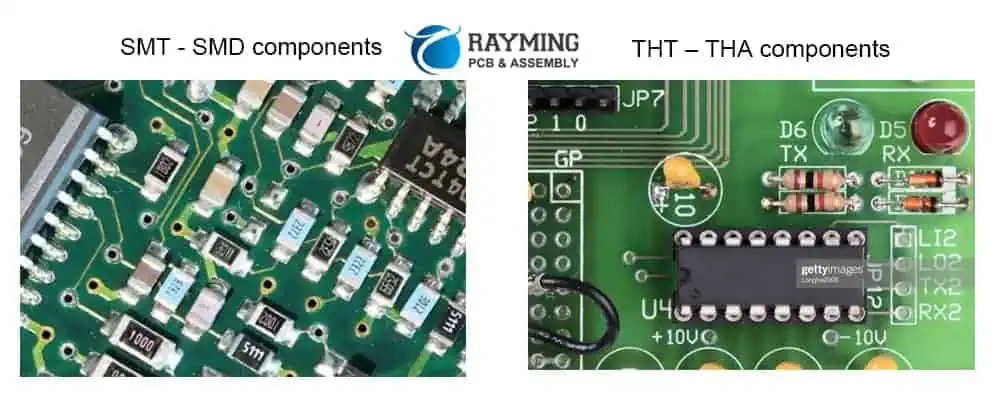
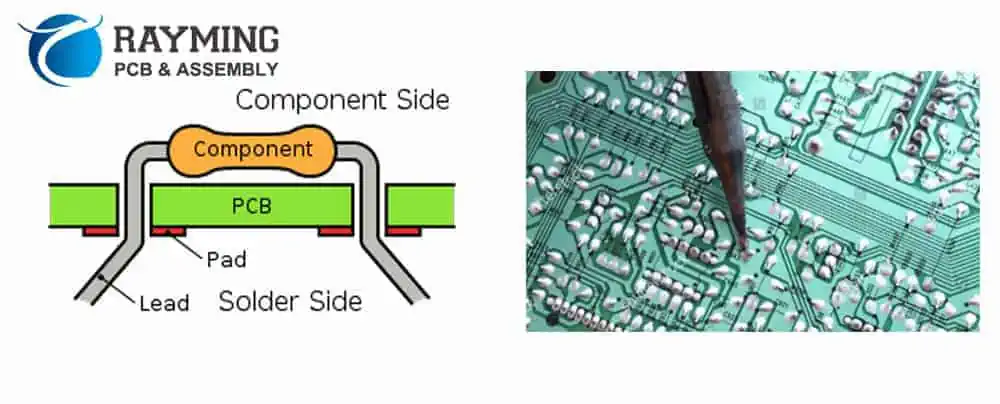
Surface mount technology (SMT) allows electronic components to be directly mounted onto the surface of a printed circuit board (PCB) without through-hole connections. Some key advantages of SMT include:
- Higher component density – More compact PCB designs
- Automated assembly – Faster production throughput
- Smaller components – Enabling miniaturization
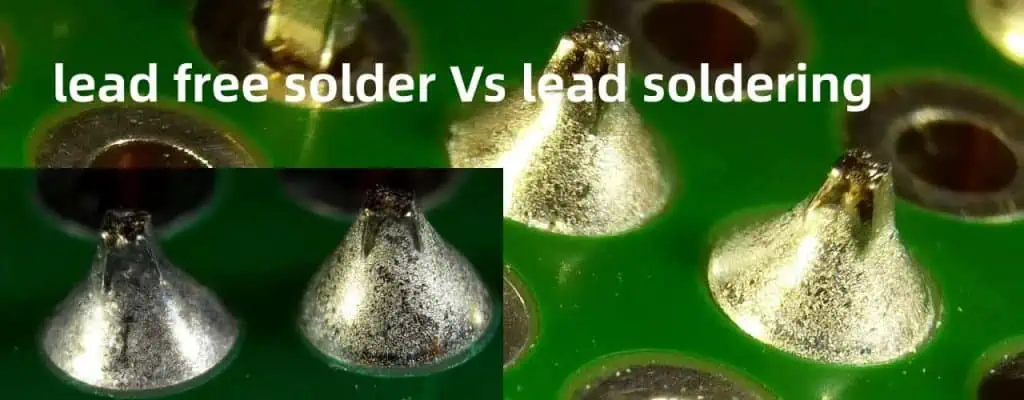
- Improved reliability – Less faulty solder joints
SMT utilization has steadily grown since its introduction in the 1980s. Today, the vast majority of electronic circuit assembly leverages SMT for cost-effective, high-volume manufacturing.
Professional SMT assembly requires significant capital investment in advanced machinery for rapid, automated PCB population and soldering. Leading electronics manufacturers also employ strict process controls and testing regimes to ensure assembly quality.
Choosing an experienced SMT assembly partner with excellent process engineering and quality assurance capabilities is essential for successfully bringing an electronic product to market. This list profiles some of the top SMT assembly companies across the globe.
Top Electronic Assembly Companies
1. Rayming Technology – Best Overall SMT Assembly Services
Rayming Technology is a leading electronics manufacturing services (EMS) provider headquartered in Shenzhen, China. With over 270,000 square feet of factory space, 2000+ employees and multiple SMT lines featuring advanced equipment from suppliers like Fuji, Panasonic, Assembleon, Yamaha, and Mycronic, Rayming provides comprehensive, high-quality SMT assembly and full box build manufacturing.
Rayming supports high-mix, low-to-medium volume production runs for a diverse customer base ranging from startups to Fortune 500 companies worldwide. Their SMT capabilities cover assembly for complex PCBAs, thermal management, RF/microwave, power electronics, embedded systems and more.
With their knowledgeable engineering team, Rayming engages early in the design stage through manufacturing release to optimize designs for efficient production. They also offer services like DFM analysis, test development, supply chain management, order fulfillment and after-sales support.
Rayming maintains multiple international quality certifications including ISO-9001, ISO-14001, ISO 13485, IATF 16949 and ANSI ESD S20.20. They adhere to strict process controls, testing procedures, 5S workplace organization, visual factory management and continuous improvement practices.
With their world-class SMT assembly capabilities, exceptional engineering support and rigorous quality systems, Rayming has established itself as a premier end-to-end manufacturing services provider.
2. Universal Scientific Industrial (USI)
Founded in 1980 and headquartered in Taiwan, USI is a large EMS company with over $6 billion in annual revenues and manufacturing sites worldwide across Asia, Europe and the Americas. USI provides SMT assembly for telecom, automotive, industrial, medical, IoT and white goods applications.
USI operates an extensive production facility in Huntsville, AL capable of high-mix SMT assembly and box build. They are certified to ISO 9001, ISO 13485, IATF 16949 and ANSI ESD S20.20 standards. USI acquired Asteelflash in 2021 to further expand manufacturing capabilities.
3. Flex
Flex is a large, global contract manufacturer with over 200,000 employees worldwide and dual headquarters in Singapore and San Jose, CA. The company was founded in 1969 and provides SMT assembly services to various industries including automotive, industrial, health solutions, consumer products, enterprise compute and networking.
Flex serves customers of all sizes from startups to Fortune 100 companies. They provide end-to-end support from design to fulfillment logistics. Flex is certified to quality standards such as ISO 9001, ISO 14001, ISO 13485, TL 9000 and IATF 16949 for the automotive industry.
4. Jabil Circuit
Jabil Circuit is a Fortune 500 EMS firm founded in 1966 and headquartered in Florida. Jabil has over 260,000 employees and global manufacturing operations. The company focuses on providing full product realization services from engineering to logistics for major electronics brands.
Jabil’s SMT assembly capabilities support diverse markets including healthcare, automotive, 5G telecom, cloud computing and defense. The company is structured into discrete business units serving specific industries and customers. Jabil maintains numerous quality certifications aligned with the sectors they serve around the world.
5. Sanmina Corporation
Sanmina was founded in 1980 and is headquartered in San Jose, CA. They design, manufacture and service complex electronics for OEMs in industries such as communications, cloud solutions, industrial IoT, defense, medical and automotive.
Sanmina operates a network of modern SMT factories across the Americas, Europe and Asia to provide localized support to global customers. They also offer comprehensive engineering services and aftermarket support. Sanmina is certified to ISO 9001, ISO 13485, IATF 16949 and multiple defense standards.
6. Benchmark Electronics
Benchmark provides electronics manufacturing, engineering and specialized services to customers in the test & instrumentation, telecom, computing, industrials, medical technology and defense industries. They were founded in 1990 and headquartered in Tempe, AZ.
Benchmark’s SMT factories feature high-speed chip shooters, fine pitch assembly, BGA, microBGA capabilities. They are compliant with ISO, FDA, ANSI/ESD, IPC, ITAR quality standards. Benchmark’s One Benchmark methodology aims to provide customers seamless production hand-off between facilities.
7. Plexus Corp.
Plexus provides SMT assembly, engineering and customized product realization services focused on the electronics industry. Founded in 1979 and headquartered in Neenah, WI, Plexus serves mid-to-low volume, higher complexity customers in sectors like industrial/commercial, healthcare/life sciences, communications and defense/security/aerospace.
Plexus operates a dozen facilities globally and serves blue chip OEMs. They are certified to ISO 9001, ISO 13485, IATF 16949, AS9100, and ANSI ESD S20.20. Plexus also meets specialized requirements like ITAR to service strict regulatory sectors.
8. Sumitronics Corporation
Headquartered in Tokyo and founded in 1987, Sumitronics provides high-reliability electronics manufacturing for communications, automotive, industrial equipment, aerospace/defense and medical sectors. They focus on mid-volume production of complex assemblies.
Sumitronics’ factories feature the latest SMT equipment engineered for flexibility and fast changeovers between short runs. They emphasize quality, miniaturization, high-density assembly and supply chain services tailored to customer needs. Sumitronics is certified to IATF 16949, ISO 14001, ISO 13485 and ISO 9001 standards.
9. Zollner Elektronik AG
Zollner is headquartered in Germany and has over 12,000 employees worldwide across eleven low-cost country locations and seventeen Germany-based production facilities. Founded in 1965, Zollner provides full system manufacturing and SMT assembly for industrial electronics, automotive, telecom/IT, measurement/control and medical technology customers.
Zollner’s technical expertise is focused on mid/high-mix, low-to-medium volume and highly complex assemblies. Their services support the entire product lifecycle from prototypes through aftersales and life cycle management.
10. Creation Technologies
Founded in 1987, Creation Technologies is headquartered in Burnaby, British Columbia and has manufacturing locations across North America. They provide quick-turn prototyping, low-to-medium volume SMT PCB assembly and box build for aerospace, defense, telecom, medical, industrial and IoT customers.
Creation Technologies’ factory capabilities include SMT, thru-hole assembly, box build, cables, precision metalwork and complex system integration. They are certified to ISO 9001, ISO 13485, IPC Class 3 standards. The company focuses on responsive, ITAR-compliant manufacturing services to meet specialized customer needs.
11. SMT Technologies
SMT Technologies is an employee-owned small business focused on low-to-medium volume, high-mix SMT assembly and box build manufacturing. Founded in 1985 and headquartered in Franklin, MA, SMT provides electronics engineering support in addition to EMS production capabilities.
SMT’s core expertise includes SMT assembly for high complexity, quick-turn prototyping and low volume production focusing on high reliability assemblies. They are ITAR registered and certified to ISO 9001 and ISO 13485 quality standards. SMT’s responsive approach aims to extend customers’ engineering and manufacturing capacity.
Headquartered in Elk Grove Village, IL, SigmaTron provides printed circuit board assemblies and completely integrated box build electronic products. Founded in 1993, SigmaTron operates multiple facilities between the U.S., Mexico and China.
SigmaTron serves startups to Fortune 100 original equipment manufacturers. They offer engineering assistance, in-house PCB fabrication, component procurement, SMT and thru-hole assembly, systems integration, testing and order fulfillment. SigmaTron is certified to ISO 9001.
13. IEC Electronics
IEC Electronics provides electronic manufacturing services to the medical, aerospace, defense, industrial and instrumentation sectors. Founded in 1966 and headquartered in Newark, NY, IEC specializes in low-to-medium volume, high-complexity assemblies meeting stringent quality and reliability requirements.
IEC’s capabilities include PCB fabrication and assembly, box build, cable harnessing, precision sheet metal components and reliability testing. In addition to their NY manufacturing hub, IEC operates sites in Massachusetts and California to provide regional support with fast logistics. They are certified to ISO 13485, ISO 9001, AS9100D and Nadcap.
14. Enics
Headquartered in Zürich, Switzerland, Enics provides electronics manufacturing services across Europe and Asia. Enics engineers and manufactures industrial electronics, transportation solutions, building technology, instrumentation and embedded computing assemblies.
Enics aims to provide customer support across the full electronics life cycle from product ideation through sustainment. Their services include product development, industrialization, sourcing, manufacturing, aftermarket and life cycle upgrades. Enics is certified according to ISO 9001, IATF 16949, ISO 14001 and ISO 13485 standards.
15. MC Assembly
MC Assembly is an EMS focused on low-to-medium volume, high mix printed circuit board assemblies for industrial equipment, transportation, appliance and medical companies. Founded in 1982, MC Assembly provides manufacturing capabilities across the U.S. and Mexico.
MC Assembly’s capabilities include SMT assembly, thru-hole components, box build, potting, manufacturing engineering, testing and supply chain management. The company is headquartered in Melbourne, FL and certified to ISO 9001:2015, ISO 13485:2016, IATF 16949:2016 and ANSI/ESD S20.20.
16. Ducommun
Ducommun provides engineering, integration and manufacturing services for critical applications in aerospace, defense, industrial and medical sectors. Founded in 1849 and headquartered in Carson, CA, Ducommun has a long history serving defense, space and aviation markets.
Ducommun’s capabilities span electronics, electromechanical and structural assemblies. Their sites feature certified processes for military, space, commercial aviation, missile and industrial technologies. Ducommun holds certifications aligned with major aerospace OEMs and is registered to ITAR and other key industry standards.
17. KeyTronic
KeyTronic is a full-service EMS provider focused on engineering services, printed circuit board assembly, systems integration and precision electromechanical assemblies. Founded in 1969, KeyTronic is headquartered in Spokane Valley, WA and supports US-based manufacturing.
KeyTronic works with both small enterprises and leading multinational OEMs. They engineer manufacturing processes for quality, efficiency and responsiveness. KeyTronic sites are certified to ISO 9001, ISO 13485, IATF 16949, AS9100D, ANSI ESD S20.20 and ITAR 800 series standards.
18. Kimball Electronics
Headquartered in Jasper, IN, Kimball Electronics provides electronics manufacturing services and engineered solutions support. Founded in 1961, Kimball specializes in rapid prototyping, low-to-medium volume production and product life cycle support for automotive, industrial, medical, public safety and smart home/office customers.
Kimball operates manufacturing facilities in the US, Mexico, China, Thailand, Poland and Vietnam. These SMT production sites offer testing, injection molding, printing, painting and other capabilities. Kimball is certified to IATF 16949, ISO 9001, ISO 13485, ISO 14001 and ISO 45001.
This overview profiles some of the leading global electronic assembly companies supporting surface mount technology (SMT) printed circuit board production. Their substantial expertise in SMT manufacturing, engineering services and quality assurance provides a strong foundation for successfully bringing electronic systems to market.
Key SMT Manufacturing Capabilities to Evaluate
When selecting an electronic assembly partner, look for these key SMT manufacturing capabilities:
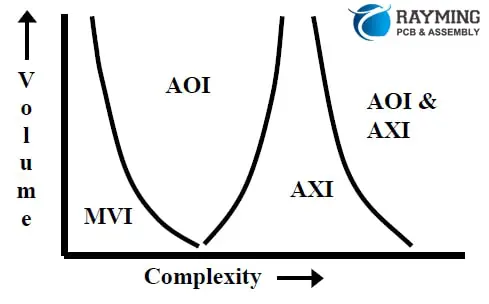
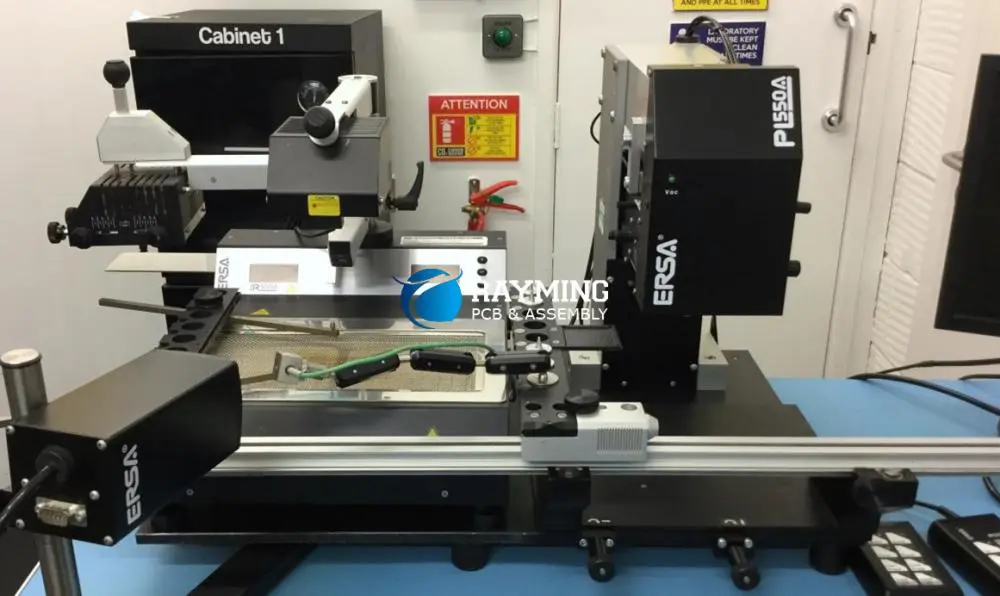
SMT equipment – High-speed, high-precision chip shooters, pick-and-place machines, reflow ovens, AOI inspection optimizing throughput and quality.
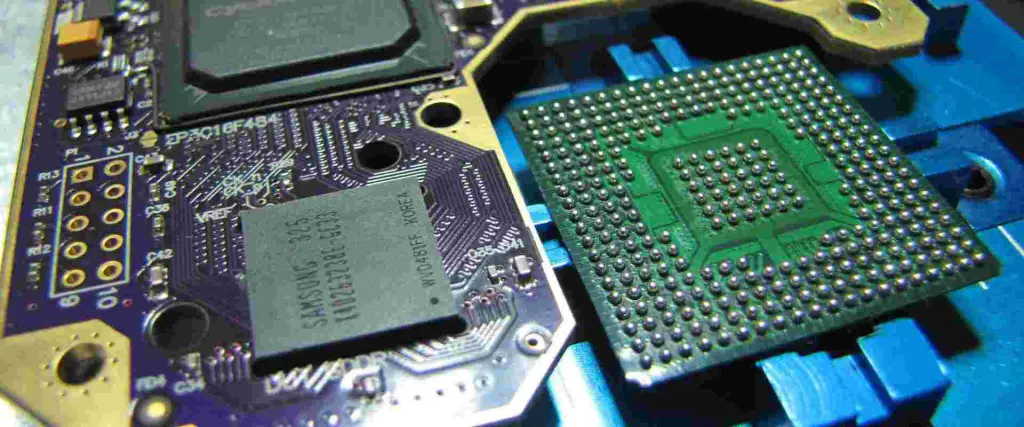
Complex assemblies – Fine-pitch components, BGAs, microBGAs, QFNs indicating capability with advanced processes.
Testing – In-circuit, functional testing plus environmental stress screening for ensuring reliability.
Flexible setups – Quick changeovers between SMT lines and small batch runs demonstrating responsiveness.
Process engineering – DFM analysis, test, inspection, AOI, quality procedures supporting robust assembly.
Certifications – ISO, IATF 16949, ITAR indicating standardized quality systems in place.
Engineering support – Design, prototyping, test, NPI and sustaining services beyond basic assembly.
Choose an EMS provider with strong capabilities aligned with your program needs and long-term business growth requirements.
Key Considerations for Selecting an Electronics Assembly Partner
Beyond core SMT assembly capabilities, consider these additional factors when choosing an EMS provider:
- Breadth of engineering services offered for design optimization, test development, etc.
- Supply chain management experience – procurement, planning, vendor management.
- Program management approach – structured new product introduction (NPI) process.
- Location and logistics – manufacturing sites near target markets with good distribution channels.
- IT infrastructure – ERP, MES and tools enabling real-time program visibility/collaboration.
- Experience serving your industry – compliance, quality standards, customer expectations.
- Cultural fit – clear communication, flexibility, customer focus.
Evaluate EMS companies holistically beyond basic SMT assembly to ensure they offer the end-to-end capabilities and collaborative relationship required for program success through production ramp and ongoing lifecycle management.
Trends Impacting the Electronics Manufacturing Industry
Several trends are impacting electronics assembly capabilities:
- Miniaturization – Continued component size reduction and higher density PCBs.
- Automation – Leveraging robotics, AI and advanced inspection techniques like 3D AOI.
- Flex/rigid flex – Integrating multiple PCBs into folded, multilayer assemblies.
- 5G – Driving high frequency, small form factor designs.
- Green manufacturing – ENERGY STAR certified factories, environmental compliance.
- Supply chain risk – Mitigating dependence on single sources through diversification.
Leading EMS providers are investing to build manufacturing competencies aligned with emerging requirements driven by key industry trends.
Conclusion
Selecting the right contract electronic assembly company is a critical decision impacting the success of bringing a new product to market. Partners with proven expertise in SMT manufacturing,engineering services, supply chain management and quality assurance provide a solid foundation for overcoming program challenges through volume production and product lifecycle management.
Carefully evaluate potential EMS partners based on capabilities, expertise, culture, communication styles and business models to choose the optimal long-term relationship for your program goals. Leverage the profiles of elite electronic assembly companies in this article as a starting point for further research into service providers that best match your requirements. With an experienced, responsive partner supporting your program, the path to delivering innovative, high-quality electronics products is smoother and more efficient.
Frequently Asked Questions
What are the main benefits of SMT for electronics assembly?
The key benefits of SMT include:
- Small component sizes enabling miniaturization
- High component density for complex circuitry
- Automated assembly processes for fast throughput
- Improved solder joint reliability compared to PTH
- Standardization of processes across the industry
SMT has become the dominant PCB assembly technology due to these significant advantages.
What types of electronics are not suitable for SMT?
While most modern electronics leverage SMT, there are some exceptions where thru-hole components may still be required:
- High power/high voltage parts for power electronics
- Large connectors or specialty components with PTH leads
- High temperature parts requiring isolation from PCB
- Odd shaped components not easily surface mounted
Engineers evaluate the trade-offs between SMT and PTH when selecting components for each circuit design.
How should you evaluate potential EMS partners?
Important criteria for evaluating electronics assembly partners include:
- SMT manufacturing capabilities and capacity
- In-house engineering expertise for design support
- Supply chain capabilities for component sourcing
- Quality certifications and process controls
- Program management structure and NPI process
- Production flexibility for short runs and quick turnaround
- Cultural fit and ease of communication
Assessing both the technical capabilities and collaborative relationship aspects helps determine the best EMS partner.