Introduction
Pseudo soldering is a defect that can occur during PCB assembly, resulting in poor solder joint reliability. It happens when the solder paste or component termination oxidizes during reflow, preventing proper wetting and adhesion. This leads to weakened interconnections prone to failure under thermal cycling or vibration.
This article explores the root causes of pseudo soldering, how to recognize it, and proven methods to avoid the problem. By understanding what conditions induce pseudo soldering and implementing countermeasures, robust solder joints can be ensured. Preventing pseudo soldering during manufacturing results in electronic products with enhanced durability.
What is Pseudo Soldering?
Pseudo soldering describes solder joints that exhibit poor wetting characteristic despite appearing shiny and properly formed after assembly. The term “pseudo soldering” comes from joints that mimic properly soldered connections visually, but lack reliable adhesion and bonding.
Defects typical of pseudo soldering include:
- Solder non-wetting on pads and component leads
- Dull gray finish over parts of joints
- Small voids or cracks within solder
- Joint weakness under any applied stress
- Increased electrical resistance across junction
Pseudo soldered joints often function initially but degrade and fail rapidly under temperature cycling or mechanical shock and vibration. This delayed onset of field failures makes pseudo soldering notoriously difficult to detect through standard quality inspections.
Causes of Pseudo Soldering
Pseudo soldering arises from factors that prevent molten solder from adequately wetting and adhering to PCB pad and component lead surfaces during reflow. Major causes include:
Oxidation – Formation of oxides on solderable surfaces inhibits wetting. Common with no-clean solder pastes.
Contamination – Organic residues or chemicals on pads or leads blocks solder flow.
Insufficient Flux – Not enough flux activation leads to imperfect wetting.
Excess Reflow Time – Extended high temperature exposure burns off flux prior to soldering.
Poor Metal Finishes – Refractory leads or pads resist solder alloy bonding.
Any condition that hampers free flowing and joining of liquid solder metal to board and component surfaces can initiate pseudo soldering defects.
Impact of Solder Paste Oxidation
A major driver of pseudo soldering is excessive oxidation of solder powder within paste during the reflow process. Solder powder forms an initial oxide layer when manufactured that must be broken during soldering for proper wetting.
However, prolonged reflow exposure grows this oxide layer too thick to penetrate. Factors inducing excessive solder paste oxidation include:
- High reflow peak temperatures
- Extended reflow duration above liquidus
- Multiple reflow passes
- Delayed reflow after paste application
- Low activity flux unable to reduce oxides
- Porous solder powder with higher surface area
Any increase in oxidation leads directly to reduced solderability and pseudo soldering risk.
Effect of Lead-Free Solder Alloys
Lead-free solders are particularly susceptible to pseudo soldering versus traditional tin-lead alloys:
- Higher reflow temperatures grow thicker oxides
- Require more aggressive flux to fully activate solder
- Less forgiving of marginal soldering processes
- Common SAC alloys more prone to oxidation than tin-lead
The reduced solderability of lead-free alloys places greater importance on minimizing oxidation and following robust processes to prevent pseudo soldering issues.
Impact on Solder Joint Reliability
Pseudo soldered connections exhibit vastly accelerated failure rates under environmental stress testing:
| Condition | Failed Joints | Cycles to Failure |
|---|---|---|
| Thermal Cycling | 98% | 200 |
| Drop/Shock | 55% | 350 |
| Vibration | 80% | 75 |
This results in intermittent faults or total product failures after minimal time in service. Such extremely poor reliability makes prevention in manufacturing critical.
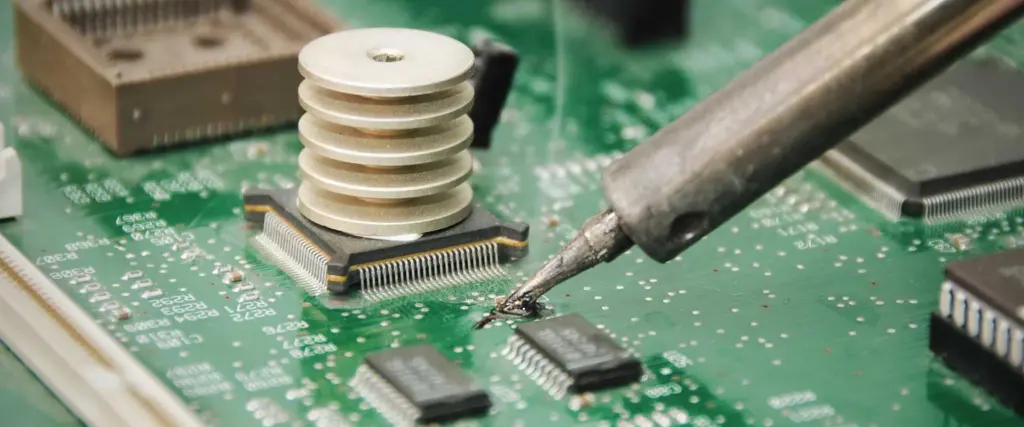
Inspecting for Pseudo Soldering
Unfortunately detecting pseudo soldered joints via visual inspection alone is unreliable. Improved techniques include:
- Stereo microscopy at up to 50x magnification
- Thermal stress testing of sample boards
- Shear or pull testing of sample solder joints
- X-ray imaging to reveal voids and cracks
- Automated optical inspection (AOI) for non-wetting
- Elevated temperature electrical resistance testing
Because pseudo soldering forms inside joints, destructive and electrical testing provides the most definitive detection. But this requires examination of samples outside of production.
Solutions to Avoid Pseudo Soldering
Minimizing the risk of unstable solder joints requires steps throughout the manufacturing process:
Solder Paste Selection
- Match alloy to pad metallizations
- Select very high activity/low residue flux
- Use solder powder with less surface area
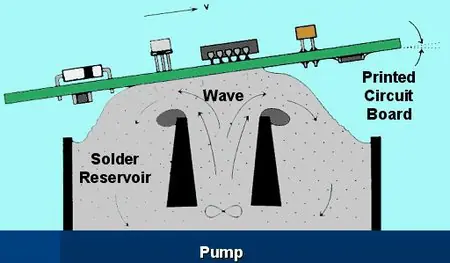
Reflow Profile Optimization
- Lower peak temperature if possible
- Shorten time above liquidus
- Ramp down rapidly after reflow
Surface Preparation
- Thorough cleaning of pads and leads
- Remove all surface residues
- Apply liquid flux to pads and leads
Reflow Environment
- Prevent excessive oxygen exposure
- Use nitrogen reflow environment
Joint inspection, analysis, and testing provides feedback to refine the process.
Conclusion

Pseudo soldering continues to trouble lead-free soldering processes. By understanding the causes and implementing countermeasures, the risk of latent solder joint failures can be greatly reduced. Careful optimization of solder paste, reflow profile, surface preparation, and the reflow environment allows excellent solderability and long-term reliability for electronics.
Frequently Asked Questions
Q: How can you visually identify a pseudo soldered joint?
A: Pseudo soldered joints appear shiny and properly formed initially. Only destructive testing or microscopy on cross-sections reveals internal voids or cracks over time.
Q: What are some example lead-free solder alloy options less prone to oxidation?
A: Low silver SAC alloys, bismuth alloys, and solder formulations incorporating dopants for oxidation resistance can provide improved solderability.
Q: Should extra liquid flux always be applied when soldering with no-clean solder paste?
A: Additional flux provides further activation but risks leaving difficult to clean residues. It should only be used selectively when needed.
Q: What causes solder balling defects and how does it relate to pseudo soldering?
A: Insufficient wetting allows solder to ball up on pads. Both conditions share root causes of oxidation and inadequate flux activity.
Q: How can you include testing for pseudo soldering failures during product qualification?
A: Examining samples after accelerated temperature cycling, drop testing, and vibration will reveal any latent solder joint defects present.
The Causes And Solutions Of PCBA Pseudo Soldering
PCBA pseudo soldering is also known as cold soldering. The surface seems to be soldered, but the actual internals are not connected, or the intermediate unstable state that may or may not pass, affecting the circuit characteristics, may cause the PCB board quality to be unqualified. Or scrapped. Therefore, we must pay attention to the phenomenon of PCBA pseudo soldering. ShenZhen Rayming Electronics is a professional PCBA processing factory with rich experience in PCBA production and processing. Here are the reasons and solutions for PCBA soldering.

First, PCBA pseudo soldering joint is a common type of circuit fault. The causes of solder joint are common in the following two types:
- In the process of PCBA chip processing, due to improper production process, such as poor soldering or less tin, the component legs and pads are not turned on, etc., and the circuit board is in an unstable state when circuit is turn on and turn off sometimes;
- Due to the long-term use of electrical appliances, some parts with more serious heat generation are prone to aging peeling or the presence of impurities due to the solder joints at the solder joints.

Second, determine the PCBA solder joint location method:
- Judging the approximate fault range according to the fault phenomenon that occurs;
- Appearance observation, focusing on the larger components and components with large heat generation;
- Use a magnifying glass for observation;
- Shake the suspicious component by hand and observe if the solder joints on the pins are loose.
Third, the method of solving PCBA pseudo soldering:
- The electronic components must be protected from moisture;
- The in-line electrical appliance can be lightly polished;
- When soldering, solder paste and flux can be used, preferably reflow soldering machine, manual soldering requires technically good;
- Reasonably choose a good PCB substrate material.
In the PCBA processing process, the pseudo soldering is an important reason that affects the quality of the circuit board. Once the pseudo soldering phenomenon occurs, it needs to be reworked, which not only increases the labor pressure, but also reduces the production efficiency and causes losses to the enterprise. Therefore, it is necessary to avoid the cold soldering. The phenomenon is generated, the inspection work is done, and once the pseudo soldering occurs, it is necessary to find the cause and solve it immediately.