Have you ever experienced when you rub the comb on pull over, you can pick the small pieces of paper or when you rub the balloon, and it will stick to yourself. Another powerful example is the thunderbolt of lightning during heavy rainy season.
These all are the examples of static electricity.
What is Static Electricity..?
So what is static electricity actually..? The static electricity is basically the imbalance of charge produced by mechanical movement between two bodies’ surfaces.
One of the body is the bad conductor of charge called insulator when rubbed against a material surface it causes the resistance/friction that in turns creates “static charge”.
Actually all the matter exist in the universe is made of tiny particles called “atoms”. These atoms are further broken into 3 basic constituents called “electrons”, “protons” and “neutrons”. The matter is classified into elements in periodic table. There are 118 elements in periodic table till now. The atom is electrically neutral because of equal number of protons and electrons. The electrons are loosely bonded and can escape away the shell of atom upon small excitation energy or mechanical movement like friction.
The neutrons and protons are tightly bonded together in the nucleus of atom. The nucleus is the heaviest part of atom. The number of protons forms the identity of element. It is near impossible to extract / kick off proton from nucleus. Because if we can do this we could have changed the nature/identity of element. However neutron can be kicked off nucleus and as a side effect emits radioactive waves. Now when the electron from the valenceshell is removed or electron added into the valence shell then it will become positive charged or negative charged respectively.
Benjamin Franklin’s Experiments Observations:
The fluid model of static electricity, was discovered by early scientist and pioneer researcher named Benjamin Franklin. He witnessed that upon rubbing glass rod with silk cloth will cause force of attraction between the two.
When the wax was rubbed against wool cloth this will also cause force of attraction between the two.
It was also observed that if two glass rods were rubbed with their respective silk cloths then these two glass rods repel each other. Hence generating force of repulsion.
Another observation was that when glass interacted/rubbed with silk and wax interacted/rubbed with wool then wax and glass would attract one another.
Hence it is was speculated by Franklin that some sort of invisible “Fluid” is transferred between two bodies during the process of rubbing. This transfer of fluid would render one body positively charged and another negatively charged. This positively charged and negatively charged were related to the deficiency and excess of that “fluid”. This hypothetical transfer of fluid then become “Charge”.
Hence it is was postulated that charge that is created by rubbing wax was negative and that charge created by rubbing wool is positive.
Charles Coulomb used the special device called “Torsional Balance” to measure exact value of charge. His experiment than came to following result
“If two point objects equally charged to 1 coulomb having no physical mass are placed at a distance of 1 meter apart, then there exist a force of 9 billion Newton either attractive force or repulsive force for opposite charges and similar charge types respectively. ”
The unit of measurement of charge was dedicated to the name of Scientist “Coulomb”.
1 Coulomb of charge is actually the excess or deficiency of electrons. Or conversely speaking 1 electron charge is equal to Coulomb (C)
Where F = Electrostatic Force
k = Coulomb’s Constant =
q1 and q2 are two point charges
r = distance between two point charges in meters
Static Electricity Phenomenon In terms of Electronic Charge:
When the two neutral bodies/materials are brought close together and rubbed with each other, this will create movement in electrons. The electrons will start to leave from one body and enter other body. The body that releases electrons is said to be positively charged due to scarcity of electrons and the body that receives electrons is said to be negatively charged due to excess of electrons.
Examples of Static Electricity:
Hat and Hair Example of Static Electricity:
In the context of all discussion above it is now clear that when we take off the hat our hairs stick to the hat because of transfer of charges/electrons from hair to hat. This will create negative (excess of electrons) static electricity on hat and positive (deficiency of electrons) static electricity on hair.
Static Electricity Balloon Example:
We can also say that a charged object will attract neutral object because of the same electrons flow from charged object to neutral. Example of this is a balloon that when rubbed on your hair will get negative charge, then it is brought near to the neutral wall but the balloon will stick to the wall because of electron flow from balloon to wall. This is also true for the case when we brush our hair with comb then the comb can pick up small pieces of paper.
The friction in the clouds in rainy season cause the generation of static electricity. This static electricity is stored in the clouds but is visible due to millions of volts created spark in sky. This static electricity converts into electrical current when some sort of current path is generated from clouds to the ground like a kite can bring the thunderbolt to the earth surface.
Ozone Cracking:
The ozone is created due to static discharge. This ozone is not good for elastomers. This ozone can make deep cracks in vehicle components like O-rings. The damaged fuel line from ozone can cause fire. To protect from this use elastomers that resist ozone.
Static Electricity vs Current:
The charged objects will hold these states of excess / scarce electrons until it is applied by external force to move it in a particular direction. These electromotive force (EMF) or “voltage applied across” will cause the electron to flow thus converting static electricity into “current”.
Currentis alwaysmoving in a direction through a metallic wire. While static electricity remain stored in a body when applied to mechanical friction/movement.
RoHS stands for Restriction of Hazardous Substances and is an important regulatory standard that impacts the electronics industry. RoHS compliance dictates restrictions on certain hazardous substances in electronic products and components. For printed circuit board (PCB) manufacturers, understanding and implementing RoHS compliance is crucial.
This guide will provide a comprehensive overview of RoHS, including:
RoHS directive history and timeline
Substances restricted under RoHS
RoHS scope and exemptions
Requirements for PCB manufacturing
How to demonstrate RoHS compliance
RoHS certification standards
Cost impact of RoHS compliance
Future outlook for RoHS
By the end of this article, you will have a deeper understanding of this critical set of regulations and how to ensure your PCB assembly process and supply chain upholds RoHS standards.
RoHS stands for “Restriction of Hazardous Substances” and originated as a European Union directive known as “Directive 2002/95/EC” adopted in February 2003. The original RoHS directive focused on restricting certain hazardous substances in electrical and electronic equipment (EEE).
The motivation was to address health and environmental concerns around substances like lead, mercury, cadmium and other heavy metals found in electronics. RoHS regulations mandated stricter limits on these substances with a combined threshold percentage limit of 0.1% by weight per homogeneous material in applicable EEE.
The current version of the RoHS Directive is referred to as “RoHS 2” or “RoHS Recast.” It was published as Directive 2011/65/EU which updated and recast the original legislation. RoHS 2 expanded the scope of products covered while keeping the restricted substances largely the same.
Some key dates in the history of RoHS adoption include:
February 2003 – Original RoHS Directive 2002/95/EC enters into force
July 2006 – RoHS 1 takes effect and EEE in EU market must comply
January 2009 – Commission exempts medical devices until 2014
January 2011 – Commission exempts monitoring equipment until 2014
July 2011 – RoHS 2 Directive 2011/65/EU is published
January 2012 – RoHS 2 enters into force
January 2013 – RoHS 2 compliance required
RoHS has gone through gradual expansion of its scope over the years since its inception while maintaining focused restrictions on some key hazardous substances.
Restricted Substances Under RoHS
The RoHS directives impose restrictions on the following main substances:
Lead (Pb)
Mercury (Hg)
Cadmium (Cd)
Hexavalent chromium (Cr6+)
Polybrominated biphenyls (PBB)
Polybrominated diphenyl ether (PBDE)
The maximum threshold level permissible for these restricted substances by weight in homogeneous materials is 0.1% (1000 ppm).
Additionally, RoHS 2 added four phthalates to the list of restricted substances:
Bis(2-ethylhexyl) phthalate (DEHP)
Butyl benzyl phthalate (BBP)
Dibutyl phthalate (DBP)
Diisobutyl phthalate (DIBP)
These hazardous substances were included in electronics primarily due to their properties in applications like lead solder, mercury switches, cadmium plating, and flame retardant plastics. However, the potential risks posed led to regulations limiting their use. Eliminating these from the supply chain required a major shift in materials and processes for the electronics industry.
RoHS Scope and Exemptions
RoHS 2 expanded the scope of applicable product categories versus RoHS 1. The legislation covers electronic equipment and devices that:
Rely on electric/electromagnetic fields for functioning
Generate, transmit, or measure such fields
Use voltage not exceeding 1,000 volts AC and 1,500 volts DC
Out of scope categories include military equipment, aerospace equipment, certain large-scale industrial tools, implantable medical devices, photovoltaic panels and some others.
Within the product categories covered under RoHS 2, the legislation allows for certain applications and materials to be exempt from the substance restrictions based on technical feasibility or reliability. Some current exemptions include lead in high melting temperature solders, lead in glass or ceramics, lead in server or storage system batteries, among others.
RoHS Requirements for PCB Manufacturing
Printed circuit board manufacturing and assembly is squarely within the scope of RoHS 2, since PCBs are core components of nearly all electronic equipment. This has major implications for PCB material sourcing, fabrication, assembly, and testing processes in order to comply. Here are key requirements for PCB manufacturing under RoHS:
Substrate and Laminate Materials
Base substrate materials like FR-4 must not contain brominated flame retardants like PBB or PBDE exceeding the 0.1% threshold
Prepreg bonding films also cannot contain these hazardous brominated compounds
Ceramic or composite substrates need to avoid restricted phthalates
Solder
Lead-free solder alloys like tin-silver-copper must be used instead of tin-lead solder
Solder flux also should not contain prohibited substances
Plating
Surface finishes need to eliminate hexavalent chromium and cadmium plating
Since RoHS regulations pertain to end products sold in the EU market, PCB manufacturers must be able to demonstrate RoHS compliance through documentation and traceability. Key ways to show compliance include:
Material Declarations
Suppliers of substances, materials like laminates must provide material declaration forms listing any restricted substances and their concentrations.
Certificates of Conformity
Certificate to declare RoHS compliance for the specific product being placed on EU market.
Test Reports
Independent lab testing reports to validate concentrations of restricted substances in materials or components are below permissible levels. This can involve analytical testing like GC/MS.
Markings
RoHS compliant labels, markings on PCBs and consumer end products. For example “RoHS” or “Lead-Free.”
Chain of Custody
Documentation tracking materials through the entire supply chain to prove compliance at every step.
Maintaining this documentation provides evidence of RoHS conformance during any audits or regulatory inquiries.
RoHS Certification Standards
To ease the burden of compliance demonstration, industry standards have been developed that allow manufacturers to certify their products or materials are RoHS compliant once criteria are met. Two common standards include IPC and UL certification programs.
IPC-1752 Class D Materials Certification
Standard published by IPC to certify materials as RoHS compliant with extensive testing requirements and stringent control levels.
Allows materials suppliers to produce independent certification.
Class 1-3 also exist for parts and components, PCBs, and electronics assemblies.
UL 1007 Standard
Published by Underwriters Laboratories (UL) as a standard for RoHS materials verification
Covers restricted materials testing methodology and acceptable concentration levels
UL issues certificates for complying materials as recognized proof of RoHS conformance.
By having materials or boards be certified through these standards, manufacturers have recognized means to demonstrate RoHS compliance to customers and regulatory authorities.
Cost Impact of RoHS Compliance
Transitioning to RoHS compliant materials, components and processes did involve some cost increases for electronics manufacturers:
Reformulation of laminates, prepregs, coatings to replace brominated FR additives
New plating processes like immersion silver instead of hexavalent chromium
More expensive solders like SAC alloys instead of tin-lead
Component costs increased from lead-free terminations, marking, compliance testing
New process controls around material handling, storage and traceability
Increased documentation, certification, and record-keeping overhead
However, over time these costs diminished as compliant materials and processes matured and economies of scale optimized RoHS implementation. Substitutes like halogen-free FR materials eventually reached cost parity with older materials. Solder costs also declined.
For PCB manufacturers, careful supplier management and process controls enabled cost-effective RoHS compliance. The regulation is now well-integrated into electronics manufacturing.
Future Outlook for RoHS
As awareness around sustainability grows, expectations are for the scope and stringency of RoHS regulations to expand further:
EU has stated intention to periodically review and add restricted substances to RoHS as needed.
Exemptions may also be phased out over time if technically feasible substitutes emerge. This pushes industry to develop innovative solutions.
More product categories and electronics could come under RoHS legislation as scope gaps get addressed.
Tighter control limits on maximum permissible concentrations are also possible.
Expect alignment and convergence between different global environmental regulations.
For PCB companies, retaining organizational agility and supply chain flexibility will be key to adapt to future RoHS changes. Staying abreast of emerging substitutes and sustainable materials will also allow companies to turn compliance into competitive advantage.
Conclusion
RoHS stands as one of the most influential environmental regulations shaping the electronics industry over the past two decades. Its restrictions on hazardous substances fundamentally changed materials, components and processes for PCB manufacturing.
While adapting to RoHS compliance did entail costs and process changes, manufacturers have largely integrated its ethos into operations. With proper material evaluation, process controls, certification and documentation, PCB assemblers can readily demonstrate RoHS conformance.
As the scope expands and companies focus more on sustainability, RoHS principles will continue guiding the industry’s responsible use of materials for benefit of human health and the environment.
Here are some common questions around RoHS compliance for PCB manufacturing:
Q: Does RoHS apply to PCB manufacturers outside the EU?
RoHS applies to any PCBs that will end up in products sold or imported into the EU market, irrespective of where they are manufactured. So PCB assemblers globally must comply if boards will reach EU countries.
Q: How are RoHS regulations enforced for non-compliant products?
Within the EU, enforcement is handled at the national member state level through market surveillance. Customs agents or regulators can do sample procurement and testing to check for compliance, issuing penalties for violations. They can also force recall and disposal of non-compliant products.
Q: Can any deviations be allowed from the maximum substance concentration limits under RoHS?
In general, RoHS takes a strict interpretation of the 0.1% threshold substance limit in materials. However, the IPC-1752 standard does permit maximum levels of up to 0.2% for cadmium and mercury to account for measurement uncertainties and trace contaminants. Still, the main limit remains 0.1%.
Q: Does RoHS restrict only substances intentionally added or even trace contaminants?
RoHS covers both intentionally added restricted substances as well as contaminants arising from production of the material that may exceed permissible thresholds. Manufacturers are responsible for limiting both.
Q: Can normal FR-4 laminates still be used in RoHS compliant PCBs?
Yes, as long as the FR-4 laminate meets RoHS requirements. Usually this means replacing the brominated compounds previously used for flame retardancy with polymeric or reactive phosphorous-based FR additives that are RoHS compliant. RoHS-compatible FR-4 laminates are widely available.
Q: Does RoHS compliance also require lead-free component soldering?
Yes, for an assembled PCB to be fully RoHS compliant it requires lead-free soldering. So components must have lead-free terminations and lead-free solder alloy like SAC305 must be used to solder components to the board. Lead-free solder process controls are part of overall RoHS conformance.
What is RoHS and Why is Important
In 2003, the European Union (EU) created a legislation to restrict the use of hazardous substances in Electronics and Electrical industry for the sake of environmental and people safety and health issues. This legislation itself is known as RoHS (Restriction of Hazardous Substance)
We know that electronics and electrical industries have soared too much. People are buying electronics at unimaginable pace, from smart phones, to IoT products, computers, laptops, house hold equipment, auto industry, Wire, cables, connectors, components are widely available in the market from lowest grade quality to highest grade quality.
The low quality component and devices are cheap and high quality is expensive. So people tend to buy cheaper electronics to fit in their budget constraints. However they do not realize the dangers associated with cheap quality electronics, components and devices. Low quality products means products using Non-RoHS electronic components/materials in them.
The one biggest problem of RoHS is nothing more than “Expensive Products”. Why would a company choose components/materials for manufacturing their product that are expensive (RoHS compliant)..?
These expensive components or materials used to manufacture product will surely increase the price of end product thus reducing the profit margin of the company. This is the reason why many EE companies opt for Non-RoHS components.
This is the same case with individuals whose TV set if have some problem, that individual will use lead solder (that is cheap) for de-solder or repair purpose because lead free solder is little bit expensive so as to save money but in return inhaling solder fumes which is deadly for lungs.
So the question is “Should we use materials (as an EE company and individual working as hobbyist or repairman) that comply with RoHS standards while realizing that the end product or cost of service will increase thus possibly declining profit and reducing market. The answer as per the EU standards (CE Mark) is YES..!
This is because RoHS standards were designed not considering the financials or monetary implications of any individual or a company but to ensure welfare of people in terms of health and cleaner environment
Dangers Associated with Non-RoHS Materials:
As mentioned that RoHS legislation standards are important because to make sure that environmental pollution is reduced and people health care issues are resolved. Imagine a company that has a PCB assembly and PCB manufacturing facility where materials that are Non-RoHS compliant are used. Now you can imagine that people who are engaged in daily routine work on a conveyer belt handling those materials will suffer from different diseases of skin and lungs cancer, mesothelioma and asbestosis.
Those labor which are packaging these Non-RoHS PCB materials and products will also suffer because they handle materials with their bare hands. Thus everyone involved in handling these stuff manufacturing labor, packager, supplier, distributor will not be affected immediately or shortly but will be affected in longer run surely.
The dangers associated with Non-RoHS products/materials is not just limited to manufacturing and handling but during and after use, they are discarded and become part of Landfills. Because of longer life cycle of these Non-RoHS materials they do not decay soon, but take very long time to degrade/decay. Thus when thrown away in landfills (holes in the ground), their traces are mixed in underground water resources hence polluting environment, plants and fishes.
Keeping in view above hazards, RoHS directives 2011/65/EU known as RoHS-2 was introduced in 2011 and directives 2015/863 known as RoHS-3 was introduced in 2015.
RoHS-2 directives 2011/65/EU introduced the restriction on the use of Bis (2-ethylhexyl) phthalate (DEHP) and Di-isobutyl phthalate (DIBP). The ROH-2 was specific for medical instruments for monitor and control and other EE equipment not covered. ROHS-2 also included the CE (Compliance Europe) Marking standard.
RoHS-3 added 4 new materials in the list of six Non-RoHS restricted materials under directive 2015/863. These are Bis (2-ethylhexyl) phthalate (DEHP), Butyl benzyl phthalate (BBP), Di-butyl phthalate (DBP) and Di-isobutyl phthalate (DIBP)
ELV Directive:
The End of Life Vehicle (ELV) is another directive of EU about the scrap cars and waste materials regarding wires, cables and electrical accessories. The ELV directive restricts the use of banned materials in the list given below in automobile industry.
WEEE Directive:
WEEE stands for Waste Electronic and Electrical Equipment. The Collection, treatment and recycling of waste electronics is the mandate of WEEE directive. It urges the electronic and electrical product manufacturers to comply with this standard otherwise legal action will be taken against those who do not comply in terms of thousands of dollar fine.
On the other side, awareness of WEEE and RoHS needs to be spread. The EE product designers and manufacturers need to make products such that they facilitates extraction of useful components and materials like silver, gold, platinum, copper, aluminum, during recycling process.
RoHS Restricted Materials:
The RoHS standards have defined the admissible (minimum) amount of restricted materials that can be used in a product. This amount is measured in Parts per Million (ppm). So 1 ppm means out of every 1 million parts of RoHS compliant material, only 1 part of RoHS non compliant material is allowed.
The list of total 10 restricted materials along with their ppm (RoHS non compliant) is given below
If you are still using one of the RoHS non complaint substances listed above and you are anywhere outside Europe then it is fine, but if you are in Europe then you may have to face consequences in terms of heavy penalty or even imprisonment. Any EE product that is sold in Europe it MUST be RoHS complaint and CE certified.
Eagle (Easily Applicable Graphical Layout Editor) is a popular printed circuit board (PCB) design software developed by CadSoft and now owned by Autodesk . It allows electronic engineers and hobbyists to easily design schematics and PCB layouts for various electronic devices and circuits .
Some key features of Eagle include :
Schematic capture editor for creating circuit schematics
With Eagle, you can take a circuit idea from schematic design to PCB ready for fabrication. Its easy-to-use interface and powerful features make Eagle a great choice for hobbyists, students, and engineers alike .
In this comprehensive guide, we will cover everything you need to know about using Eagle PCB software .
While transitioning from schematics to PCB layout in Eagle, keeping some best practices in mind will ensure your design goes smoothly :
Maintain proper clearance between traces based on voltage levels
Keep high voltage traces short and provide enough isolation
Route clock signals before other traces for signal integrity
Avoid right angle or acute angle traces, use 45° angles when possible
Use ground and power planes on inner layers for noise isolation
Distribute bypass/decoupling capacitors evenly over the board
Keep matched length for traces like differential pairs and clock signals
Minimize trace length variations between related signals
Plan component placement to minimize track lengths
Verify design rules like width, spacing, mask etc. before manufacturing
Proper PCB layout techniques will ensure your design performs as expected when manufactured. Eagle gives you all the tools to implement these best practices.
Downloading Components and Libraries
Eagle comes bundled with a large selection of ready-made components and symbols. However, you will often need additional specialized parts for your designs . Here are some ways to obtain new libraries and footprints :
Check Eagle’s default libraries for missing part numbers
Manufacturer websites often provide Eagle libraries
GitHub has many user-submitted Eagle libraries
Use Eagle library editor to create custom components
Check community forums like Eagle element14 for part requests
Contact the manufacturer directly for official models
Consider using generic substitute parts for prototyping
With access to additional libraries, you can design using all the parts required for your project!
Tips for Working Faster in Eagle
Like any software tool, there is a learning curve to using Eagle efficiently. Here are some tips to help you be more productive :
Use keyboard shortcuts for common tasks like copy, paste, rotate
Group related components using Smash to move together
Create schematic fragments for repeating circuit sections
Use replication tools for placing array of similar parts
Add parts/footprints to Favorite toolbar for quick access
Usescripts to automate repetitive processes
Move circuits between sheets for organized multi-sheet schematics
Use Design Rule Check often to avoid layout issues
Create custom commands to optimize work as per your needs
Don’t be afraid to tweak Eagle to suit your design style and speed up repetitive tasks. Mastering these tips will help boost your productivity.
Eagle Versions and Licensing
Eagle is available in different variants to suit the needs of students, hobbyists and professionals :
Eagle Free – Limited to 2 signal layer boards up to 160cm2. For hobbyists and learning.
Eagle Standard – 6 signal layers, 4 power planes, up to 4X size vs free. Starts at $470/year.
Eagle Premium – 12 signal layers, up to 12X size vs free. Starts at $1240/year.
Educational Licenses – Discounted prices for students and educators.
The paid versions allow more complex multi-layer designs and larger board sizes for fabrication. They also include premium technical support and additional features like Autodesk Fusion integration.
Even the free version of Eagle provides sufficient capabilities for most hobbyist projects and early prototyping needs. Upgrading to a paid license later as your skills and requirements advance is recommended.
Make sure your computer meets these prerequisites before installing Eagle. Having sufficient RAM and graphics capabilities is important for performance.
How is Eagle different from KiCad?
KiCad and Eagle are both popular open source PCB design suites with some key differences :
Eagle has more polished and intuitive user interfaces
KiCad offers more flexibility and extensibility for advanced users
Eagle has more extensive component libraries and models
KiCad is completely free and open source
Eagle free version has size restrictions
KiCad handles large multi-layer boards better
For beginners, Eagle may be easier to learn due to better documentation and UI. As your expertise grows, exploring KiCad for more customization may be worthwhile.
Does Eagle work on Linux?
Unfortunately, Eagle does not have an officially supported Linux version currently .
However, you can run Eagle on Linux using Wine emulator or by setting up a Windows VM within Linux. Many users report being able to use Eagle quite well through these methods.
So while not ideal, Linux users still have options to run Eagle for their PCB designs needs.
Can I export Eagle designs to other EDA tools?
Yes, Eagle can export design files and drawings to formats compatible with other PCB CAD tools :
Exports board/schematic images (PNG, JPEG etc)
PDF/Postscript exports for documentation
ASCII export for netlists and coordinate data
Industry standard Gerber/drill files for fabrication
IPC-356 testpoint netlist format
This interoperability allows you to transfer designs between different EDA platforms if required.
Does Eagle work on Apple Silicon/M1 Macs?
Yes, Autodesk recently announced official support for Apple M1 chips in Eagle 9.6 version and newer .
So Eagle should work smoothly through Apple’s Rosetta emulation layer on M1 Macs now. However, best performance is still seen on Intel-based Macs. (h4)
Conclusion
In summary, Eagle provides a feature-rich yet easy to use PCB design platform for engineers, students, and electronics enthusiasts alike (h2). With its seamless schematic-to-layout flow, extensive component libraries and wide file format support, Eagle enables you to bring your circuit ideas alive as physical PCBs easily.
The free license allows you to get started with PCB design for basic projects without any cost. Paid licenses provide more advanced capabilities as your skills grow.
With some practice and learning, Eagle’s intuitive tools will help you create clean, fabrication-ready designs quickly and efficiently. I hope this guide provided a helpful overview of getting started with Eagle CAD software for your next electronics project!
The deployment of 5G networks is rapidly accelerating globally, with the new technology promising faster data speeds, lower latency, and the ability to connect massive numbers of devices. A key component that enables the functioning of 5G networks is the 5G printed circuit board (PCB). 5G PCBs facilitate the transmission of 5G signals and help achieve the high frequencies needed for 5G.
However, designing 5G PCBs comes with unique challenges compared to previous generations of wireless technology due to the higher frequencies used. New PCB materials and careful design considerations are required to account for signal loss, impedance control, thermal management, and more.
This comprehensive guide will provide electronics hardware designers and engineers with an overview of key considerations and best practices for designing 5G PCBs. Topics covered include:
5G frequency bands and data rate requirements
Selection of PCB materials and properties to consider
The frequencies used for 5G networks are a major difference compared to previous generations of wireless technology. 5G uses frequency bands in the high-frequency millimeter wave (mmWave) ranges between 24 GHz to 52 GHz, as well as some sub-6 GHz frequencies.
The advantage of mmWave frequencies is the availability of large amounts of contiguous spectrum which enables very high data rates. The mmWave bands currently defined for 5G use include:
n257 (28 GHz)
n258 (26 GHz)
n261 (27.5 GHz – 28.35 GHz)
Some of the key 5G frequency bands and corresponding data rates include:
Frequency Band
Data Rate
600 MHz
100 Mbps
2.5 GHz
1 Gbps
4.7 GHz
1.3 Gbps
24 GHz
3 Gbps
28 GHz
5 Gbps
39 GHz
7 Gbps
However, the higher frequency mmWave signals also have much shorter wavelength and cannot penetrate obstacles as well. This leads to higher path loss and requires more advanced antenna technologies like massive MIMO and beamforming.
When designing a 5G PCB, the frequency bands and data rate requirements need to be carefully considered to ensure the board can support high frequency signals with adequate gain and minimal loss.
PCB Substrate Materials for 5G
The selection of the appropriate PCB substrate material is critical for 5G design. The dielectric substrate material separates copper layers in the PCB and impacts loss tangent, dielectric constant, thermal conductivity and other properties. Some key considerations for 5G PCB substrate selection include:
Dielectric Constant
A low dielectric constant (Dk) helps reduce signal loss and cross talk. Common low Dk substrates for 5G PCBs include fluoropolymers like PTFE (Dk of 2.1) and liquid crystal polymers (LCP) with Dk between 2.9-3.3.
Loss Tangent
The loss tangent indicates the material’s inherent signal loss due to dielectric absorption. Lower loss tangent values below 0.005 are desirable for mmWave 5G boards. Rogers RO3000 series laminates have loss tangents between 0.0021-0.0027.
Thermal Conductivity
The high power density of mmWave circuits leads to substantial heat generation. Using thermally conductive substrates like ceramic aluminum nitride (170 W/mK) and liquid crystal polymer (0.67 W/mK) helps dissipate heat.
Coefficient of Thermal Expansion (CTE)
Matching CTE between PCB and components prevents solder joint failure and pad cratering during thermal cycling. Glass reinforced hydrocarbon laminates offer CTE compatibility with common components.
Moisture Absorption
Materials like PTFE have very low moisture absorption, helping maintain stable electrical performance. High moisture absorption of substrates should be avoided.
Thickness
Thinner dielectrics help reduce loss at mmWave frequencies. While thickness depends on layer count, substrates between 0.1mm to 0.3mm thickness are typical for 5G.
Here is a comparison between some popular 5G PCB substrate materials and their properties:
The layer stackup defines the number of copper and dielectric layers in a PCB. An optimal stackup is important for controlling impedance, minimizing loss and ensuring signal integrity at 5G frequencies. Here are some key guidelines for 5G PCB stackups:
Use thicker copper layers (2oz/ft2 or more) to reduce conductive losses
Minimize number of lamination cycles to limit signal loss
Include ground planes close to signal layers for impedance control
Keep layer count low, typically 4-8 layers for optimum 5G performance
Use symmetric stripline configurations for differential pairs
Manage layer transitions carefully using tapers/chamfers
Adopt a split power plane approach to isolate noise-sensitive supplies
Allow for thermal vias beneath hot components to dissipate heat
A sample 8 layer stackup for a high frequency 5G board could be:
Layer
Function
Thickness
1
Signal
2 oz Cu
2
Ground
1 oz Cu
3
Power
2 oz Cu
4
Signal
2 oz Cu
5
Ground
1 oz Cu
6
Power
2 oz Cu
7
Ground
1 oz Cu
8
Signal
2 oz Cu
The close proximity ground planes help control impedance, reduce EMI, and minimize crosstalk. The split power planes isolate digital and analog supplies. Thicker 2oz copper minimizes conduction losses.
5G PCB Layout Guidelines
Careful attention must be paid to the PCB layout to achieve design objectives for 5G performance, signal integrity and EMI control. Some key 5G layout techniques include:
Controlled Impedance
Maintain 100 Ohm differential impedance for interface traces by tuning trace width/spacing based on stackup. Minimize length differences between differential pairs.
Isolation Between RF and Digital
Separate RF and digital sections on layout using ground/shielding barriers. Prevent noise coupling by distance and orientation.
Minimize Trace Lengths
Keep trace lengths as short as possible on mmWave nets to reduce insertion loss. Use surface mount devices for shorter connections.
EMI Shielding
Incorporate shielding cans, guard traces, and ground/power moats to contain EMI emissions. Prevent slot antennas from forming.
Power Delivery Network
Use enough decoupling capacitors close to IC pins, and lower impedance power distribution for clean, stable supply rails.
Thermal Management
Allocate space under hot devices for thermal vias/metal slugs to conduct heat. Use internal cutouts/keepout zones for airflow.
Antenna Integration
Properly integrate antenna arrays within board or align edge mounts using cutouts and milling. Match impedance.
Test Points
Include test/probe points to validate performance over frequency, such as with network analyzers and TDR measurements.
With careful implementation of these guidelines, the PCB layout can be optimized for superior 5G signal integrity.
Maintaining signal integrity and minimizing loss is critical for 5G PCBs due to the higher frequencies involved versus 4G or Wi-Fi. Some techniques to help mitigate loss and improve signal performance include:
Extensive Ground Stitches
Connecting all ground planes and areas with many via and microvia stitches reduces ground inductance.
Backdrilling (Via Stub Removal)
Backdrilling unused portions of plated through holes improves impedance matching and reduces reflections.
Buried/Blind Vias
Using vias that span only 2-3 layers controls coupling compared to full-depth drilled vias.
Maintaining adequate clearance from ground layers prevents energy loss through substrate radiation.
Matched Length Routing
Tuning trace lengths to match electrical lengths improves insertion loss in differential pairs.
Periodic Voiding
Introducing voids along a reference plane reduces eddy current losses at high frequencies.
Dielectric Coatings
Applying low-loss tangent coatings (e.g. paralene, PTFE) on traces cuts down on surface wave propagation loss.
With careful modeling and simulation, these techniques can be implemented to fine-tune 5G board performance.
Thermal Management Approaches
Thermal management is a significant concern for 5G PCBs due to increased power densities at mmWave frequencies. Here are some approaches to effectively dissipate heat:
Metal core substrates – Base laminate itself is aluminum or copper for spreading heat
Thermal vias – Drilled holes filled with metallization conduct heat to inner layers
Heatsinks/heat-spreaders – Use machined aluminum heatsinks with thermal interface material
Fans/air flow – Incorporate small fans or ventilation channels into enclosure
Phase change materials – Substrates with materials that undergo phase change to absorb heat
Vapor chambers – Hollow chamber with working fluid that evaporates and condenses, transferring heat
Ideally, thermal management techniques should be modeled during design to predict temperature gradients and optimize heat flow.
EMI Control Methods
EMI control is necessary in 5G designs to prevent interference with other devices and ensure conformance to EMI/EMC standards. Methods to control EMI include:
Metal shielding cans over sensitive ICs
Small aperture waveguide vents on enclosures
Ground plane stitching through multiple layers -strategic placement of ground vias forming “walls”
Filtering components like ferrite beads on I/O
Additional shielding gaskets on enclosure seams
Internal metal compartmentalization to prevent slot antennas
Careful component placement to contain noise sources
Sparse power plane fills with islands disconnected at DC
Prototyping and testing needs to validate EMI performance. It may be an iterative process as issues are found and fixes incorporated. Shielding, filtering and isolation are key principles to follow for managing EMI and EMC.
Testing and Validation
Throughout the PCB development process, testing and validation should be conducted using the following methods:
Simulation and Modeling
Perform 3D EM simulations of traces, stackup, PDN, thermal performance. Identify problem areas through modeling.
Frequency Sweeps
Use a network analyzer for insertion loss, return loss, and impedance measurements over frequency. Verify input to output magnitude and phase.
VSWR and Losses
Evaluate voltage standing wave ratio (VSWR), gain, and losses. Look for impedance discontinuities and unexpected resonances.
Eye Diagrams
Eye diagrams show signal integrity and jitter. A widely open clear eye is desired for clean signaling.
Time Domain Reflectometry
TDR plots will reveal impedance mismatches and discontinuities along a trace from reflections. Useful for controlled impedance validation.
Vibration/Shock
Assess mechanical robustness under vibration and shock conditions. Check for solder joint cracks or trace/via fractures.
Thermal Imaging
Use an IR thermal imaging camera to map board hot spots and temperature gradients. Identify cooling deficiencies.
EMI Diagnostics
Test for radiated and conducted EMI compliance. Sniff out specific noise sources.
With careful testing and validation, potential issues can be caught early and addressed to ensure optimal 5G board performance.
Conclusion
Designing printed circuit boards for 5G applications presents new challenges compared to previous wireless generations due to the use of mmWave frequencies and higher data rates. However, through careful planning and optimization across PCB materials selection, stackup design, layout considerations, thermal management, and EMI strategies, a high performance 5G board can be realized.
By following the guidelines and techniques outlined in this article, PCB designers can fully unlock the capabilities of 5G technology and facilitate the rollout of faster, lower latency 5G networks. With attention to signal integrity, thermal management and EMI control, the next generation of wireless connectivity can be achieved through optimal 5G PCB implementations.
Frequently Asked Questions
Q: What are some key differences between designing PCBs for 5G vs 4G?
A: Some key differences include:
5G uses higher mmWave frequencies between 24-52 GHz requiring attention to loss, impedance control and thermal issues. 4G uses lower frequency bands.
Shorter mmWave signal wavelengths require smaller PCB features and tighter layout tolerances.
5G PCB materials favor low-loss, thermally conductive substrates whereas FR-4 was common for 4G.
Beamforming antennas and higher power density ICs lead to greater thermal challenges.
Shorter mmWave signal paths, isolation and EMI control are more critical in 5G design.
Q: How can signal loss issues be identified in 5G PCB design?
A: Methods to identify signal loss issues include:
Performing insertion loss simulations on critical high speed nets
Using TDR analysis to find impedance discontinuities causing reflections
Evaluating S-parameter results from VNA tests for excessive loss at 5G frequencies
Analyzing eye diagrams for signs of signal degradation from loss or distortion
Measuring channel operating margin and link budgets to model expected vs actual loss
Thermal imaging to check for excessive heating of traces causing resistive losses
Q: What are some methods to control EMI for 5G boards?
A: Techniques to control EMI in 5G PCB design include:
Use of shielding enclosures and cans to contain emissions
Careful component placement and orientation to avoid noise coupling
Extensive ground plane stitching to reduce ground loop antennas
Strategic use of ground/power moats around circuits
Filter components like ferrites beads to suppress noise
Limiting slot/aperture openings in enclosures
Sparse fills and islands on power planes to reduce coupling
Tight board-to-chassis grounding to shunt EMI away
Prototyping and testing to identify issues and refine design
Q: How can signal integrity be maintained for sensitive 5G links?
A: Some best practices for maintaining signal integrity include:
Matched length differential pairs to control skew and dispersion
Cross-talk mitigation through distance and routing orientation
Choosing low loss PCB materials and laminates
Adding low loss coatings on traces when needed
Proper backdrilling of unused via sections
Careful design of transitions between layer changes
Simulation and characterization of channel frequency response
Managing noise through isolation and filtering
Minimizing trace lengths whenever possible
Q: What kind of validation testing should be done on 5G PCB prototypes?
A: Recommended validation tests include:
Frequency domain measurements using VNAs to characterize insertion loss, return loss, VSWR
Time domain analysis with TDR to find impedance discontinuities
Signal integrity checks using eye diagrams, jitter analysis
EMI testing for radiated and conducted emissions
Vibration and shock testing for mechanical integrity
Thermal imaging and measurement of temperature gradients
Functional testing to verify performance under use conditions
Correlation to simulation models and results
5G PCB Technology – A Revolution in Telecommunication Industry
If you want 5G PCB design suggestions or need 5G PCB Manufacturing service,Pls send email to sales@raypcb.com , You will get reply in short time.
5G technology
5G Pcb Board
The 5G (stands for 5th Generation) technology is the whole new innovation in the field of telecommunication industry. It is the iteration of existing cellular 4G LTE (Long Term Evolution) technology. This 5G technology can break the records of high speed and reliable internet connection, cellular and satellite communication. It is estimated that average download speed of up-to 1GBps and the data rates as high as 20 GBps with latency less than 1mS is possible. This is astonishingly amazing to know that this high speed communication can open new doors to various applications in small
and large businesses, entertainment and multimedia, smart home, autonomous driving in automobile sector, Medical field in surgery, technology, mobile, and satellite communication and in IoT.
Latency: It is the time required by data to travel from source to destination.
The high speed 5G technology can enable the real time control and monitoring of machines and devices like robots, drones, automobiles, and other machines that will transmits feedback signal to the operator and receives command signals in response, this all done in high speed communication link.
4G Vs 5G Technology:
Parameters
4G
5G
Latency
10ms
1ms or less
Max Data Rate
1 Gbps
20Gbps
Transmitted Power
23dbm except for 2.5GHz TDD
26dbm at 2.5GHz and above
No of Mobile Connections
8 billion
11 billion
Frequency Range
600 MHz to 5.925 GHz
600 MHz to 28,39 and 80 GHz (mm wave technology)
Channel BW (Band Width)
20 MHz
100 MHz for 6 GHz400 MHz for above 6 GHz
Uplink Wave form
SC-FDMA
CP-OFDM
Download speed
100 Mbps
10,000 Mbps
Deployment Year
2006-2010
2020
User Data BW (Practical Analyses)
Mobile = 10-30MbpsFixed = 50-60 Mbps (cm wave)
Mobile = 80-100 MbpsFixed = 1-3 Gbps (mm wave)
Coverage per Antenna & Usage
Mobile = 50-150 Km (City, Rural area)Fixed = 1-2 Km (High Density Area)
Mobile = 50-80 Km (City, Rural area)Fixed = 250-300 meter (High Density Area)
The cellular networks are actually the cluster of small cells and these cells are further divided into sectors. In 4G LTE, the high power towers of cell are transmitting electromagnetic radiation to cover longer distances. However on the other hand 5G uses small towers mounted at every 1 Km on different types of high elevated places like rooftops and poles in large quantity. These many small cells transmit radiation of the wavelength of the order of few millimeter. These millimeter electromagnetic waves can travel smaller distances and travel in line of sight hence it is hindered by any physical objects like tall buildings and can be disturbed by weather conditions as a result degrading the signal strength.
The lower frequency spectrum of 5G can reach longer distance but data rates will be compromised while mm wave have smaller distance but higher data rates.
(Fig- 5G Cellular Network Base Station Types)
What is mm Wave..?
The millimeter (mm) wave spectrum falls in the frequency range of 30 GHz to 300 GHz. This phenomenal range of frequency has the wavelength of 1mm to 10mm. The mm wave are also known as VHF or EHF Very High Frequency or Extremely High Frequency respectively names given by ITU.
The mm waves are susceptible to heavy rainfall. The mm wave signal strength will drop when heavy droplets of rain interfere with mm wave i.e when the size of droplet or ice crystals reach the size of mm wave which is about few inches, then severe attenuation will be observed. This is also for snowy season with thick/dense blizzards are observed. This phenomenon is commonly known as “Rain Fade” or “Rain Loss”. This phenomenon can affect the satellite communication in LEO, MEO and GEO earth orbits. This phenomenon can also hinder GPS signals. Licensed bands from FCC are 71-76 GHz, 81-86 GHz and 92-95 GHz to operated point-point high BW. Unlicensed band for short range communication can be done on 60 GHz mm wave spectrum
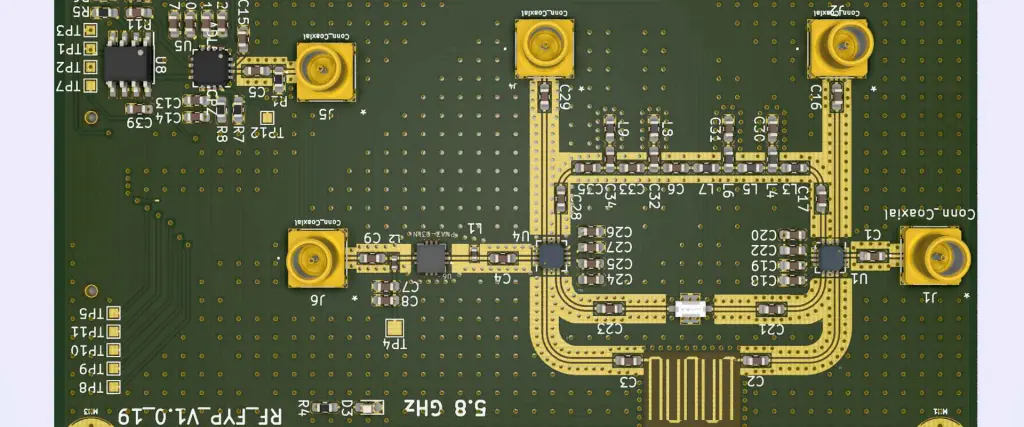
Unlike passive antennas that are used in common RF communication which are made of metal rods, 5G antennas are active antennas having semiconductor devices embedded inside the antenna. High speed 5G dedicated PCB design and fabrication is utmost important for 5G antenna PCB and associated circuitry. At Rayming PCB we have developed state of the art 5G PCB. Please check out the snapshot of our 5G PCB.
The basic technique used is the beam forming which allows the 5G antenna to emit radiation in a particular direction or pattern instead of emitting equally in all directions. The 5G antenna is made of massive MIMO (Multiple Input Multiple Output) antennae. The massive / large number of antenna elements are used in phased array shape and different sizes are available. The individual antenna element size is small but are used in 100s to make dense array.
As a result the radio waves are directed to the targeted users with the help of advanced algorithms that determine the best route for radio waves to reach the end user. This phenomenon is known as beam steering. The beam steering is very effective and optimizes the power consumption and increase efficiency by eliminating the unwanted Omni directional radio transmission. As a result very high throughput thus allowing more people to connect simultaneously
5G Technology Applications:
High Speed Cellular Network
As discussed above, the extremely high data rates enable the calling, messaging and multimedia services to speed up and faster communication is possible. So no worry about call dropping and undelivered text messages or slow internet. 5G technology will give you unstoppable high speed services
Entertainment and Multimedia:
Now you can enjoy Netflix, Watch Live shows or download your favorite TV program, movies in the blink of an eye. Yes literally..! This is possible because of 5G high download speed up-to 10Gbps.
The smart devices will be using 5G technology to connect to our mobile devices using wireless network for monitoring and control. High speed 5G connectivity can enable CCTV cameras to transmit live video streaming to our mobile devices
Logistics
High speed communication 5G link will enable logistics tracking, management and delivery of shipment online on our cell phones
5G in Farming
Smart chips like RFID will be used in livestock to track position and activity. Smart agricultural machines can be controlled remotely through speedy 5G link.
Medical Surgery
Live video streaming inside the patient’s body for transplant and operation is possible today due to 5G
Autonomous Driving
In future, automatic cars will be on roads. Cars will interact with traffic signals and can communicate with other cars by means of 5G high speed link. This enable those to detect an obstacle in matter of milliseconds (latency of 5G) and to avoid collision.
FPGA stands for Field Programmable Gate Array. An FPGA is an integrated circuit that can be programmed or configured by the customer or designer after manufacturing. This allows the FPGA to be customized to perform specific functions required for an application.
FPGAs contain programmable logic blocks and interconnects that can be programmed to implement custom digital circuits and systems. Unlike microprocessors that have fixed hardware function, the hardware logic and routing in an FPGA can be changed as needed by reprogramming. This makes FPGAs extremely versatile for many applications.
Some key capabilities and benefits of FPGAs include:
Customized hardware functionality
Parallel processing for high performance
Reconfigurable digital circuits
Prototyping and testing new device designs
Flexible I/O configurations
Low power consumption
Short time to market
FPGAs are widely used for prototyping of new custom ASIC designs, specialized parallel processing applications, aerospace and defense systems, automotive systems, IoT and embedded devices, and other applications requiring flexible or high-speed processing.
Major manufacturers of FPGAs include Xilinx and Intel (formerly Altera). There are many different types of FPGAs optimized for applications like high-speed processing, DSP, low power, or high I/O density.
The concept of field programmable logic devices emerged in the 1980s to fill a gap between inflexible application-specific integrated circuits (ASICs) designed for a specific task and programmable microprocessors that lacked performance for many niche needs.
In 1984, Xilinx co-founders Ross Freeman and Bernard Vonderschmitt invented the first commercially viable field-programmable gate array. This allowed circuit designers to configure the interconnections between a set of logic blocks to create custom digital circuits by programming rather than manufacturing a new chip each time.
Other FPGA companies like Actel (now Microsemi) soon followed in bringing programmable gate arrays to market. Early FPGAs were relatively simple with 1-10k gates and used in glue logic applications. As silicon manufacturing advanced, FPGA density and capabilities grew rapidly.
By the 1990s to 2000s, FPGAs with tens of thousands to over a million gates became more common. This allowed implementation of complex systems like entire microprocessors within a single FPGA chip.
FPGA architectures also evolved to add more embedded functions like memory blocks, DSP slices for math processing, programmable I/O, high-speed transceivers, and embedded microprocessor cores. Major vendors today like Xilinx and Intel produce FPGAs with billions of transistors capable of extremely sophisticated and demanding processing tasks.
FPGA Architecture Basics
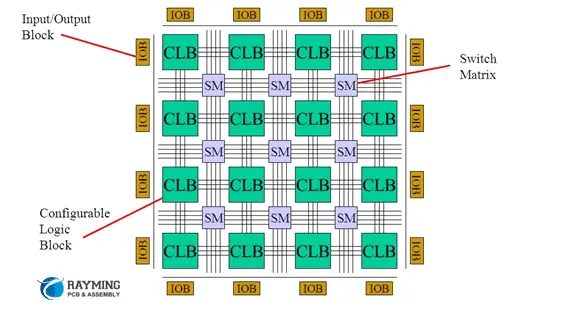
The internal architecture of an FPGA consists of the following major components that can be configured:
Configurable Logic Blocks (CLBs) – The basic logic units that can implement simple Boolean functions and more complex functions. CLBs contain “look-up tables” that allow them to be programmed to perform any logic operation.
Input/Output Blocks (IOBs) – Provide the interface between the I/O pins on the FPGA chip package and the internal configurable logic. Support various signal standards.
Interconnects – The programmable routing between CLBs and IOBs. Allows flexibility in connecting internal components to implement a desired circuit function. Can include various lengths and types like global, regional, direct connects.
Memory – Many FPGAs include dedicated blocks of memory that can be used by the circuits mapped into the device. Saves integrating separate memory chips.
Embedded IP – Hard IP processor cores, DSP slices, PCIe interfaces, transceivers and other built-in functions may be included on higher performance FPGAs to optimize them for target applications.
Clock Circuitry – Managing and distributing clock signals across the FPGA is critical. Clock inputs, PLLs, DLLs, and clock buffers help achieve this.
The user programs the FPGA by specifying the Boolean logic functions for the CLBs, the interconnect wiring between blocks/IOs, use of memory and embedded IP, clocking resources, and I/O settings. This overall programming is called the configuration.
FPGA vs ASIC Differences
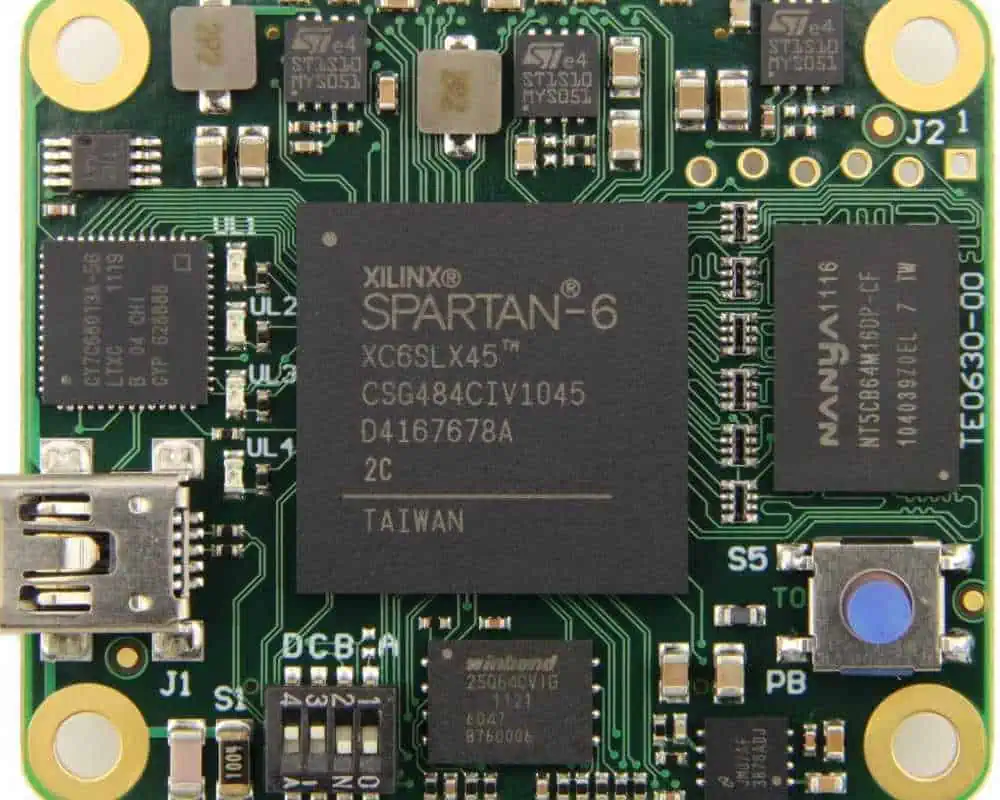
Xilinx Zynq fpga
FPGAs differ in important ways from Application Specific Integrated Circuits (ASICs):
FPGA
ASIC
User programmable after manufacturing
Custom manufactured for fixed function
Reconfigurable – logic can be updated
ASIC function is fixed once produced
Easier to prototype and implement changes
Costly and slow to change function once made
Parallel processing well suited for data flow applications
Often better performance and efficiency for fixed function
Generally lower volume applications
Higher volume justifies design costs
Lower development costs
Much higher development and fabrication costs
FPGAs are more flexible and quicker to develop with but less optimized in final form factor or performance than a custom ASIC. The reconfigurability and lower cost of FPGAs make them popular for low and medium volume products where custom ASICs may not be justifiable. FPGAs are also widely used to prototype ASIC designs for testing before committing to ASIC fabrication.
FPGA Design Flow
The general workflow to implement an application with an FPGA consists of the following steps:
Design Entry – The digital logic to be implemented is captured using a hardware description language like VHDL or Verilog or a schematic diagram. This is the source code describing the desired hardware functionality.
Synthesis – The source code is synthesized into lower-level Boolean logic gate representations and optimized for the target FPGA architecture.
Simulation – The design is simulated pre- and post-synthesis to verify correct functional behavior. Simulation aids debugging.
Place and Route – The logic gates are “placed” into specific FPGA hardware resource blocks and “routed” together using available interconnect paths.
Bitstream Generation – The placed and routed design is converted into a binary file that programs the FPGA configuration. This file is called the bitstream.
Configuration – The bitstream is loaded into the FPGA device to actually configure its hardware resources to implement the user’s design.
In-System Verification – The real world functionality on the FPGA is tested and debugged after configuration and integration.
FPGA vendors provide design and programming software tools to assist and automate this design flow. Popular tools include Xilinx Vivado and Intel Quartus Prime. HDL languages like VHDL and Verilog are used for design entry.
FPGA Programming Technologies
Several methods and technologies exist for programming the configurable logic in an FPGA:
SRAM Based – SRAM cells control the logic and interconnect configuration of the FPGA. Volatile, needs reconfiguring on power up. Most common approach used by major vendors.
Antifuse – One time programmable connections between logic blocks. Used in some lower cost FPGAs. Permanent once programmed.
Flash/EEPROM – Flash or EEPROM cells used for configuration cells. Allows reprogramming but nonvolatile so retains configuration on power loss.
CPLD – Complex Programmable Logic Devices have architecture between PALs and FPGAs. Smaller with more predictable timing.
Security/Encryption – Advanced FPGAs may have encryption and authentication protections on bitstreams to prevent IP theft.
SRAM programming is dominant due to its combination of reconfigurability and density. Antifuse, Flash and CPLD serve niche lower density roles. Security features help protect FPGA IP designs.
Major Applications of FPGAs
The flexibility and performance of FPGAs make them very attractive for many advanced applications including:
Aerospace and Defense – Used in guidance systems, radar processing, satellites, and mission computers where radiation-hardened FPGAs provide reconfigurable reliability.
IoT/Embedded – Provide custom logic, low power consumption, and small form factors needed for sensors, wireless, and battery-powered devices.
Image/Video Processing – Hardware acceleration for algorithms like convolutional neural networks, encoding/decoding, and analytics.
5G Telecom – High speed connectivity and processing for networking gear using FPGAs with high bandwidth I/O and DSP.
AI Acceleration – FPGA inference engines that provide optimized parallel processing for neural networks and machine learning.
Prototyping – FPGAs used to model and verify functionality of new ASIC designs before manufacture.
FPGAs continue growing in capability and bridging into applications traditionally addressed by CPUs and GPUs. Their flexibility makes them the ideal choice when custom hardware acceleration is needed.
The FPGA market continues to see intense innovation and new entrants even as it consolidates around Xilinx and Intel. The growth of 5G, AI, embedded vision, and other applications is driving demand for more advanced programmable logic solutions.
Trends and Innovations in FPGAs
FPGAs continue to evolve rapidly to increase capabilities and provide advantages over other processing technologies for specialized requirements:
Heterogeneous Integration – Combing FPGA fabric with hard processor cores (ARM, RISC-V), transceivers, memory, analog, etc. on a single chip provides “system-on-chip” capability.
High Level Design – Raising design abstraction above HDLs by using C/C++, OpenCL, MATLAB, and other languages to describe FPGA behavior. This expands accessibility.
3D Packaging – Stacking FPGA dies and integrating with other dies like HBM memory enables much higher bandwidth and density.
Security – Root of trust, bitstream encryption/authentication, and other features to protect FPGA configuration and IPs from tampering or theft.
Cloud/Datacenter – Adoption in public cloud FaaS offerings and datacenter acceleration using FPGAs for their flexibility and performance per watt.
Soft MCUs – Soft microcontroller cores implemented internally within an FPGA for low cost embedded applications.
AI Acceleration – Optimized FPGA deep learning processors for inference using low precision and quantization to achieve efficiency.
FPGAs will continue to blur into adaptive computing devices as they evolve beyond basic programmable logic into heterogenous systems-on-chip. Their flexibility to reconfigure hardware logic on the fly makes them a foundational technology for the future.
Frequently Asked Questions
What are the main differences between FPGAs and CPLDs?
Complex Programmable Logic Devices (CPLDs) differ from FPGAs in several ways:
Less logic capacity – typically thousands not millions of gates
Based on sum-of-products architecture
Optimized for predictable timing
Live at power up (no configuration bitstream)
Often lower cost and power
Can be built-in flash/OTP instead of SRAM
So CPLDs serve simpler glue logic roles rather than implementing complex systems like FPGAs.
What are the advantages of using VHDL vs Verilog for FPGA design?
VHDL tends to be preferred for larger ASIC and FPGA designs requiring rigorous verification for manufacturability. Verilog started as a simulation language and is popular with front-end designers. Key differences:
VHDL
Strongly typed, English-like syntax
Large set of data types
Excellent tool support
Suited for verification & top-down modeling
Verilog
C-like syntax, weaker typing
Fewer data types
Suited for behavior modeling
Fast simulation, prototyping
Widely used in education
How are FPGAs programmed/configured?
Most FPGAs are SRAM-based and programmed by loading a bitstream:
Design logic is created and outputs a binary bitstream file after place & route
On power up, bitstream loads from flash/storage into SRAM cells
SRAM settings define logic, I/O config, routing to implement design
This can be reprogrammed by flashing a new bitstream
So FPGAs provide complete hardware configurability via programmable SRAM-based bitstreams.
What types of CAD tools are used for FPGA design?
Common FPGA CAD tools include:
Xilinx Vivado – For synthesis, place & route, bitstream gen
FPGA vendors like Xilinx provide integrated environments that take design entry through bitstream. Additional tools help with simulation, PCB design, IP reuse, and C-level design.
What are the main challenges when working with FPGAs?
Some common challenges with FPGA design include:
Steep learning curve programming with HDLs like Verilog and VHDL
Complex toolchains require expertise to optimize through the flow
Timing closure and routing congestion as designs push capacity limits
Power usage control and thermal management
Debugging within hardware description languages
Cost of tools and IP add to development overheads
Staying current as architectures rapidly evolve
But continuous improvements in design tools, abstraction levels, and embedded debug capabilities are helping overcome these challenges.
Summary
FPGAs are integrated circuits whose logic and routing can be reconfigured after manufacturing. This provides hardware-level flexibility compared to fixed-function ASICs. FPGAs contain logic blocks, I/Os, and interconnects that can be programmed using HDL or schematic design entry.
Leading FPGA applications include aerospace/defense systems, 5G infrastructure, automotive electronics, IoT devices, and hardware acceleration for AI inferencing. Major vendors are Xilinx and Intel/Altera, but new entrants continue to push innovation in FPGAs for embedded, cloud computing, networking, and other uses.
Trends in FPGA evolution include heterogenous integration, raised abstraction levels, 3D packaging, and security. As FPGAs grow beyond basic programmable logic into adaptive computing platforms, they will play an increasingly important role in diverse electronic systems.
An Introduction to FPGA
FPGA stands for (Field Programmable Gate Array). As the name implies, the FPGA is an integrated circuit (IC) that is basically an array of logic gates and is programmed/configured by the end user in the field (wherever he is) as opposed to the designers.
The basic logic gates are the core building blocks of the FPGA. It is not like the FPGA IC is full of these logic gates, but FPGA is based on digital sub-circuits carefully interconnected with each other to perform the desired function. It is like for example to make a shift register the AND gates and OR gates ICs are required, so there are two ways either to buy these individual ICs and interconnect them together to obtain the functionality of Shift register. The other way is to buy a shift register IC instead and make your design much more compact.
This is the case with FPGA assembly, the sub-circuits are already made of basic AND, OR and NOT gates and these sub-circuits are then interconnected very accurately to design the internal hardware blocks called Configurable Logic Block (CLB).The CLBs can also be defined as Look up Tables (LUT) that is programmed by Hardware Description Language (HDL) to achieve desired output.
These thousands of CLBs are then connected with IOBs to interface with external world circuitry. The IOB stands for “Input Output Blocks”. These IOBs are made of pull up, pull down resistors, buffer circuitry and inverter circuits.
Reprogram-ability of FPGA:
The biggest advantage of FGPA is its ability to be reprogrammed at the field. Its flexibility to be used as microprocessor, graphic card or image processor or all of them at the same time make it solid upper hand to basic micro-controllers or micro-processors.
These FPGAs are programed by HDL like VHDL or Verilog. Some additional features are being added nowadays in FPGAs like dedicated hard-silicon blocks for attaining functions of External Memory Controllers, RAM block, PLL, ADC and DSP block and many other components.
Difference between the Micro-controller and FPGA:
Today, many of the projects are based on micro-controllers. As our trend in developing student project, professional circuits, industrial products development is based on micro-controller based circuits, we did not got much familiarized with FPGAs.
The main difference between the micro-controller and FPGA is that, “A micro-controller is versatile IC and can be programmed in different ways to fit in various types of applications while the FPGA is a dedicated IC specifically designed to perform special functions according to the needs of a particular application”.
Another important difference is that “The FPGAs are hardware Configurable Logic Blocks (CLBs) based ICs that can be interconnected to external circuits through Hardware Description Language HDL codeby means of IOBs while micro-controllers are based on software/programming/coding where instructions are executed sequentially.”
The micro-controller / micro-processor has constraints of inability to execute multiple instructions simultaneously and also functionality you want to perform must have the availability in instructions sets of a particular controller/processor.
The FPGAs are somewhat similar to ASIC “Application Specific Integrated Circuits” but not very much. The key difference in FPGA and ASIC is that CLBs in FPGA can be reconfigured to perform different task/operation/function but in the case of ASIC the dedicated ASIC chip will perform the same operation for the entire life time for which it was designed.
The analogy of FPGA and ASIC is that you build a house using LEGO parts, then you demolish it and built a car using same LEGO parts. These LEGO parts are same as CLBs of FPGA.
The analogy of ASIC is that you build the same house using concrete blocks and cement (not the LEGO) but now you cannot demolish it and build other thing from this. This work is permanent. Hence this is ASIC.
So the ASICs are dedicated ICs in which digital circuitry (logic gates and sequential circuits) is hardwired or permanently connected internally on silicon wafer.
FPGAs are suitable for low volume production and require much less time and money as compared toothier ASIC counterparts. FPGAs require less than a minute to reconfigure. Another important advantage is that FPGAs can be partially reconfigured and rest of FPGA portion is still working.
However, FPGAs on the other hand are slower and more power hungry due to their large area size due to dense routing programmable interconnection. This complex interconnection accounts for 90% of the total size of FPGA.
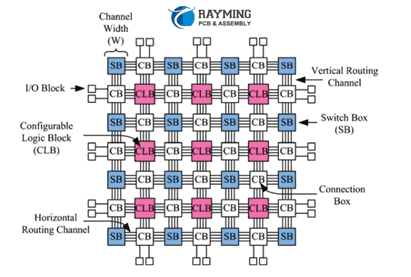
Detailed Insight of FPGA Structure:
The main constituents of FPGA are
Configurable Logic Blocks (CLBs)
Input Output Blocks (IOBs)
Switch Box (SB)
Connection Box (CB)
Look Up Table (LUT)
Horizontal and Vertical Routes
Configurable Logic Block (CLB):
A CLB is made up of the cluster of BLE (Basic Logic Element) through a dense interconnect scheme. A BLE has the multiplexer, SRAM and D Type Flip Flop. These three components forms the BLE and the cluster of BLEs form the CLB
Input Output Blocks (IOBs):
These are the blocks that make interconnection between the FPGA and outside circuitry. The IOBs are the end connection of the programmable routing network.
Switch Box (SB):
Switch Box is the collection of switches to connect different horizontal and vertical routes (tracks). Ability of a track to connect to multiple tracks is defined as the connectivity of SB.
Connection Box is the collection of switches to connect CLB to multiple routes. Ability of the CLB to connect to multiple routes/tracks is defined as the connectivity of CB
Look Up Table (LUT):
The lookup table is made of multiplexer and SRAM. A 4 input LUT requires (24) 16 SRAM bits to implement a 4 bit Boolean expression.
Horizontal and Vertical Routing Channels:
The horizontal and vertical lines/routes that creates the mesh network of FPGA
Flexibility of CB:
The flexibility of CB is defined as (FC). A FC = 1 means that all the adjacent routing channels are connected to the inputs of CLB
Flexibility of SB:
The flexibility of SB is defined as (FS). It is defined as the total number of tracks with which every track entering the SB connects to.
Conclusion:
It is therefore concluded that FPGAs have advantages over other options like ASIC and microprocessor / micro-controller in the sense that FPGAs are handy and easily reconfigurable at the user end. It can be customized by a simple HDL code and are easily available in the market for reasonable rates between 50 to 100 USD.
A programmable logic controller (PLC) is a digital computer used for automation of industrial processes, such as control of machinery on factory assembly lines. PLCs can be programmed to perform logical functions, timing, counting, arithmetic, and data handling tasks needed for controlling industrial equipment and processes.
PLCs have input and output devices that allow them to monitor and control machines and processes. The input devices collect data from sensors that measure things like temperature, pressure, speed, etc. The PLC then processes this data according to a program and determines what the output devices connected to it should do in response. The output devices can control actuators, valves, motors, lights, or other equipment.
History of PLCs
The origins of PLCs go back to the late 1960s when the automotive industry was seeking a way to replace complex relay-based control systems with a more flexible, software-driven approach. Engineers at General Motors (GM) developed the first PLC, introduced in 1968 under the trademarked name Programmable Logic Controller.
GM’s early PLCs used ladder logic diagrams, borrowing from the relay-based control systems they were replacing. Ladder logic made PLC programming more intuitive for engineers accustomed to working with electrical control schematics. The first PLCs had limited memory and logic compared to modern devices, but already offered major advantages in terms of flexibility, ease of programming, and reliability.
PLCs were soon adopted by other industries like steel mills, chemical plants, and food processing due to their ability to control complex systems safely and efficiently. As technology advanced, PLCs became more sophisticated and powerful. Early PLCs could only handle boolean (on/off) logic but later versions introduced more complex functions like timers, counters, arithmetic, and analog I/O handling.
Today’s PLCs are highly advanced computation and control devices capable of managing entire automated factories and processes with precision and reliability. Major PLC manufacturers include Allen-Bradley, Siemens, Mitsubishi, Omron, and Schneider Electric.
PLCs provide many benefits that make them invaluable for industrial automation and process control:
Flexibility – PLC logic can be reprogrammed when needed to make changes or implement improvements in the controlled system. This avoids having to rewire circuits or rebuild equipment when system changes are needed.
Reliability – PLCs are solid state devices with no moving parts that can operate for years in harsh industrial environments like dust, moisture, vibration, and extreme temperatures. This makes them highly reliable compared to electromechanical relays.
Scalability – Most PLCs can be expanded and reconfigured to add I/O points and capabilities. This allows the control system to grow over time as new sensors, processes, or equipment are added.
Ease of Programming – Ladder logic and other PLC programming languages are relatively easy to learn. Programs can be simulated on a PC before loading into the PLC. Troubleshooting and editing programs is straightforward.
Communication Capabilities – PLCs can communicate with other devices and controllers on local networks and larger distributed control systems. This allows coordination and monitoring across an entire automated facility.
Cost Effectiveness – Although the initial investment is higher than simple relays, PLCs offer very competitive long-term value given their flexibility, expandability, and durability.
Enhanced Control Capabilities – PLCs can implement advanced regulatory control, motion control, data acquisition, alarm handling, and other sophisticated automation functions beyond simple on/off control.
How PLCs Work
The basic operation of a PLC involves three primary functions:
Input Scan – The PLC gathers input data from connected devices like sensors, switches, push buttons, etc. It examines the status of these input devices and saves their on/off states to memory.
Program Scan – The PLC then executes the logic program, line-by-line, examining the input states and running any logic instructions programmed by the user. During this scan, the PLC may energize and de-energize internal relay coils based on programmed logic. The results or “solutions” are stored in memory.
Output Scan – Finally, the PLC updates the physical output devices like motors, lights, valves, etc. based on the internal memory solutions from running the user program. The updated outputs then cause a change in the controlled process or machine.
These input-processing-output scans repeat many times per second to achieve real-time automation control. The PLC program determines exactly how the PLC will react to various inputs with appropriate outputs.
PLC Hardware Components
The main hardware components of a PLC include:
Processor – This is the central processing unit or “brain” containing the main memory, arithmetic logic unit (ALU), control unit, and instruction set to execute the PLC program.
Power Supply – Provides regulated DC power to the PLC processor, I/O modules, and field devices. Usually 24VDC.
I/O Modules – Interface between field devices and the PLC processor. Analog I/O modules convert sensor measurements to digital data. Discrete I/O modules convert device states to on/off signals the PLC understands.
Communication Modules – Allow the PLC to communicate with HMIs, data networks, remote I/O racks, and other devices. Common methods are Ethernet, serial, WiFi, and fieldbus modules like Profibus and Modbus.
Chassis or Backplane – Metal enclosure housing the processor, power supply, and I/O modules and providing internal communication buses.
Programming Device – Portable unit used to program the PLC. Can be a laptop, programming panel, or proprietary programmer. Connects to the PLC via USB, Ethernet, or other methods.
PLC Programming
PLCs are programmed using special software running on a PC or laptop. Programming involves three main steps:
Design the program logic and enter via programming software.
Simulate and debug program offline on the computer.
Download tested program to the PLC for execution.
There are different techniques and languages used for PLC programming:
Ladder Logic
The most common PLC programming method which uses ladder diagrams based on circuit diagrams. Ladder logic has contacts, coils, instructions, and functions.
Example Ladder Rungs
Structured Text
Similar to Pascal programming language using statements, functions, variables, and other high level code structures.
Example Structured Text
Copy code
IF Level > 10 THEN Valve = Open ELSE Valve = Closed END_IF
Function Block Diagrams
Graphical language representing logic as interconnected function blocks. Used in continuous control systems.
Example Function Block
Instruction Lists
Low level basic instructions similar to assembly code. Not as commonly used today.
Ladder logic is the most popular and widespread PLC programming language because it is easy to learn and mirrors old relay control schematics. But other languages are gaining use for more advanced functions.
Choosing a PLC
Factors to consider when selecting a PLC:
Number and type of I/O required (analog, digital, specialty modules)
It is best to select a PLC model that offers built-in room for expansion in case your I/O or program memory needs grow in the future. Getting the right PLC for an application involves balancing performance, capabilities, and cost.
Modern PLCs communicate with many other devices and systems using a variety of networking methods and protocols. Communication capabilities a PLC may have include:
Programming – Used to upload/download programs from a PC to the PLC. Connections such as USB, Ethernet, RS-232, RS-485.
HMIs – Human-Machine Interfaces like industrial PCs and touch screens connected to a PLC to display system data and allow operators to monitor and control the process.
SCADA Systems – Supervisory Control and Data Acquisition systems connected to multiple PLCs and HMIs to monitor and control an entire factory or facility from a central computer.
Industrial Networks – PLC communication with other PLCs on high speed networks like Ethernet/IP, Modbus TCP, and EtherCAT to coordinate distributed control systems.
Fieldbuses – Connecting PLCs to remote I/O devices, drives, sensors using fieldbus networks like Profibus, Modbus RTU, and DeviceNet.
Wireless – Technologies like WiFi and cellular allowing PLCs to communicate wirelessly with mobile HMIs, data historians, asset management systems, and remote troubleshooting devices.
PLC Applications
PLCs are highly versatile devices used for automation in many industries and applications including:
The flexibility, computing power, and communication capabilities of modern PLCs make them a fundamental component of automated systems in virtually all industrial sectors.
Advantages and Disadvantages of PLCs
Advantages:
Flexible, customizable programming
Reliable and rugged industrial computing platform
Built-in communications for networking and HMI connectivity
Scalable I/O configurations
Advanced capabilities beyond basic control (motion, data collection, etc)
Integrated diagnostics and troubleshooting
Mature technology with deep application knowledge base
Disadvantages:
Higher initial investment cost than simpler controls
Requires electrical design and programming skills
Advanced functions may require costly specialized modules
Troubleshooting problems requires specialized tools and training
Proprietary programming languages vary by manufacturer
The Future of Programmable Logic Controllers
PLCs will continue advancing in response to the needs for more sophisticated automation and “smart manufacturing” concepts. Key developments shaping the future of PLC technologies include:
Hardware advances – Smaller, more powerful, faster, cheaper PLCs with denser I/O and specialized modules
Increasing emphasis on software, connectivity, and remote access rather than just hardware logic
Use of PC-based controllers and soft PLCs running on industrial PCs
Programming enhancements integrating IEC 61131-3 languages with object-oriented extensions
Pressure Sensors – Measure liquid, gas, or hydraulic pressures.
Flow Sensors – Measure liquid or gas flow rates.
Level Sensors – Measure liquid levels in tanks or vessels.
What are the main advantages of PLCs over relay logic?
PLCs offer numerous advantages compared to traditional relay circuits:
Flexible programming that is easier to change
Much faster response and scan times
Not susceptible to contact issues like sticking or corrosion
Higher density I/O in smaller space
Communication and data collection abilities
Advanced capabilities beyond basic logic
How do you troubleshoot problems with a PLC?
Common techniques for troubleshooting PLC issues include:
Monitoring status LED indicators on modules
Checking I/O signals with a handheld digital tester
Verifying proper voltage at power supply and I/O modules
Uploading program to computer to check logic and spot errors
Monitoring PLC diagnostics memory addresses
Forcing inputs/outputs manually or inserting simulator signals
Checking communication connectivity and data flow
Comparing behavior to simulation programs or known good backups
What precautions are important when wiring inputs and outputs to a PLC?
Key wiring precautions include:
Separating AC power wires from DC I/O wiring
Properly grounding the PLC and field devices
Using shielded, twisted pair cables for analog signals
Avoiding running I/O wiring in parallel with power cords
Keeping wire lengths short to avoid electrical noise issues
Double checking wiring before energizing
Verifying rated voltage and current limits
Following all electrical safety procedures
How can better cybersecurity be ensured for PLC systems?
PLCs used for critical infrastructure need protections like:
Blocking unused communication ports
Disabling unnecessary services and protocols
Encrypting network traffic where possible
Using whitelisting to only allow authorized access
Proper password policies and access controls
Virtual private networks (VPNs) for remote access
Security tools like firewalls, intrusion detection, backups
Physical security restricting physical PLC access
Regular penetration testing to find vulnerabilities
Summary
Programmable logic controllers or PLCs are rugged, reliable computerized control systems used for automation in industrial applications. PLCs contain a processor, power supply, I/O modules, and communication modules housed in a chassis. Input devices like sensors are monitored by a PLC which then runs a logic program to determine the appropriate response from output actuators according to programmed instructions.
Ladder logic is the most common PLC programming language, but other methods like structured text and function block are also used. Leading PLC brands include Allen-Bradley, Siemens, Omron, and Mitsubishi. Choice of PLC depends on factors like number of I/O, speed, memory, and communications requirements.
PLCs provide flexible, scalable, and reliable control well-suited for harsh industrial environments. They offer advanced capabilities beyond what could be achieved with simple relays. Modern PLCs incorporate sophisticated communications, HMIs, motion control, safety systems, data collection, and more. PLCs will continue advancing in response to automation needs for IoT connectivity, machine learning, and other smart technologies.
An alternator is a crucial component in modern automobiles that is responsible for generating electricity to power the electrical system while the engine is running. The alternator charges the battery and powers the ignition system, lights, entertainment systems and other electrical components.
Understanding how an automotive alternator works helps drivers appreciate this vital engine component. This article will provide a comprehensive overview of alternator design, function and operation.
What is an Automotive Alternator?
An alternator is an electrical generator that converts mechanical energy from the engine into electrical energy through electromagnetic induction. Alternators generate alternating current (AC) electricity which is then converted to the direct current (DC) electricity needed to charge the battery and power vehicle electronics.
The key components of an automotive alternator include:
Rotor – The rotating part consisting of a coil winding surrounding an iron core. It is mounted on the drive shaft and rotates within the stator.
Stator – The stationary part consisting of three sets of windings surrounding an iron core. When the rotor rotates, it induces alternating current in the stator which is fed to the diodes.
Diode Rectifier – Converts AC current generated in the stator to the DC current needed for the battery and vehicle system.
Voltage Regulator – Controls the field current to maintain a constant voltage output as engine RPM varies.
Brush Assembly – Contains slip rings and carbon brushes that conduct current to the rotor coil windings.
Cooling Fan – Cools the alternator to prevent overheating.
Front and Rear Housing – Contains the components and allows convenient mounting.
Diagram of the main components in a typical automotive alternator.
How Does an Automotive Alternator Produce Electricity?
Alternators generate electrical energy using the principles of electromagnetic induction discovered by Michael Faraday. Here are the key steps in the power generation process:
1. Mechanical Energy from the Engine
The alternator is belt-driven by the engine’s crankshaft via a serpentine belt. This rotates the rotor at engine speed.
2. Magnetic Field Induced in the Rotor
As the rotor spins, a small electric current is passed to the rotor windings through the slip rings and carbon brushes.
This creates a magnetic field around the rotor coils.
3. Alternating Current Induced in the Stator
As the rotor magnetic field rotates around the fixed stator windings, it induces an alternating current in the stator windings.
This is caused by Faraday’s Law of electromagnetic induction. Faster rotor motion induces greater voltage.
4. Conversion to Direct Current
The alternating current produced in the stator windings is converted into direct current by the diode rectifier bridge.
The rectifier uses semiconductor diodes which allow current to flow in only one direction resulting in DC output.
5. Voltage Regulation
The voltage regulator controls the rotor magnetic field strength to maintain a constant output voltage, typically around 14V, as engine rpm varies.
It senses voltage at the battery terminal and adjusts current flow into the rotor.
6. Battery Charging
The DC output current of the alternator recharges the vehicle’s battery. This provides electricity when the engine is off.
The battery acts as a voltage stabilizer smoothing out transients in alternator output.
This alternating current (AC) to direct current (DC) conversion process takes place continuously while the engine is running. This provides the electricity needed for proper vehicle operation.
Main Types of Automotive Alternators
While alternator designs vary by manufacturer and application, they typically fall into two main configurations:
Claw Pole Alternator
This uses a claw-shaped pole piece in the rotor rather than windings. The claw pole rotor is pressed onto the shaft and surrounded by the stator. Benefits include simple design, low cost and high efficiency. Claw pole alternators are common in many late model vehicles.
Wound Field Alternator
This uses an electromagnetic coil winding in the rotor for the magnetic field like a traditional generator. It allows variable control of the rotor field current, enabling better voltage regulation. Wound field alternators are more expensive but commonly used on older vehicles.
The claw pole design is dominant today due to its simplicity, performance and cost-effectiveness for high output electronic charging systems. However, both provide the essential DC electricity generation function.
Major Components of an Automotive Alternator
Now let’s take a closer look at the major components that make up a typical modern high-output alternator.
Rotor
This is the rotating component that generates a moving magnetic field to induce current in the stator windings.
On claw pole alternators, the rotor consists of a steel claw-shaped pole piece pressed and shrink-fitted onto an iron core which is mounted on the driveshaft.
On wound field alternators, the rotor uses coil windings fed with DC current to generate the magnetic field.
The rotor spins within the fixed stator, typically at up to 15,000 rpm on engine speeds. Faster rotor speed induces higher voltage in stator.
Stator
The stator is the stationary component containing electrical windings surrounding an iron core. The windings are composed of copper wire coils that are placed into slots in the laminated core.
The stator core is made of many thin steel laminations for low hysteresis losses.
The stator windings generate three-phase alternating current when rotating magnetic field of rotor sweeps past them.
Each stator winding is connected to the rectifier diodes to convert AC to DC output current.
Diode Rectifier
The diode rectifier bridge converts the AC voltage generated in the stator windings into the DC voltage needed for the vehicle electrical system.
It contains six diodes arranged as a bridge circuit. Each diode allows current flow in only one direction.
The diodes only allow the half of the AC cycles where current flows towards the battery to pass, resulting in DC pulses.
The rectifier is typically mounted on the alternator rear housing. Diodes are actively cooled to handle high current.
Voltage Regulator
The voltage regulator controls the field current entering the rotor to generate the required voltage output.
It monitors battery voltage through a sensing wire connected to the battery terminal.
When output voltage drops below the target level (e.g. 14V), the regulator increases field current which boosts induced voltage.
This process keeps output voltage constant even as rotor speed varies with changing engine rpm.
The regulator may be mounted internally or externally. Modern alternators have built-in regulators.
Brush Assembly
Brushes conduct electric current between the spinning rotor and the stationary contacts.
Slip rings mounted on the rotor shaft are contacted by carbon brushes which have spring loading tension.
Current is conducted through the brushes to excite the rotor magnetic field. Brushes wear over time and need periodic inspection.
Brush assembly design aims to maximize contact surface area for high current and minimal friction.
Cooling Fans & Vents
Fans and vents provide critical cooling air circulation over and through the alternator.
Cooling fans pull in outside air, improving heat dissipation from hot components.
Vents allow air flow to reach internal components like diodes and windings.
Proper cooling prevents alternator failure from overheating which reduces output.
Front & Rear Housings
Sturdy front and rear die-cast aluminum housings enclose and protect the alternator components.
They have mounting points to install the alternator on the engine securely.
The housings allow easy access when disassembling the alternator for servicing.
Vents, cooling fans and other attachments bolt on to the housings.
Alternator Design Variations
While the basic components described above make up the core of most automotive alternators, there can be variations in design:
Single or Dual-Voltage – Some alternators have switchable voltage settings for 12V or 24V system applications.
External or Internal Regulator – Older alternators had external regulators while modern ones have built-in regulators.
Lundell and Salisbury Pole Rotors – Based on the shape and construction of the rotor pole pieces. Salisbury type has lower magnetic losses.
Number of Stator Windings – Can be 12-pole or 24-pole stator designs. More poles typically means higher output current.
Claw Pole or Wound Field – Fundamental rotor design difference as described earlier.
Diode Bridge Design – Diode count, arrangement and cooling method can differ. Some use hybrid bridge regulators.
Brush Configuration – Brush quantity, materials, tensioning and slip ring design affect performance.
So while basic working principle remains the same, alternators are engineered with variations to provide optimized performance for different vehicles and applications.
Alternator Drive Methods
Automotive Alternator
Output current capacity is directly related to how fast the alternator spins. Therefore, proper drive design is critical. Here are the main alternator drive types:
Belt Drive
Most common method using a serpentine v-belt running on pulleys connected to the crankshaft and alternator.
Typically drive ratio of 2.5 to 3:1 relative to crank. Turning at engine idle speed generates sufficient voltage.
Needs proper belt tension. Over or under-tightening reduces output and belt life.
Chain Drive
Roller chain drive can be more durable and withstand higher loads than belt drive.
Allows greater distance between crank and alternator mounting points.
Requires periodic chain tensioning adjustment and lubrication.
Noisy operation and cost make it less common than belt drive today.
Gear Drive
Spur gearset provides constant meshing for robust drive and fixed ratio speed increase.
Allows very high speed alternator shaft rotation up to 24,000rpm for max output.
Needs precision gear machining and can be noisy in operation.
Added cost limits use to high performance and racing applications.
Proper belt tensioning with idler pulleys is the most common and cost-effective drive today. But other drive options allow ultra-high output when needed.
How Voltage Output is Controlled
Maintaining steady charging system voltage as engine rpm varies is critical to avoid overcharging or undercharging the battery. Here’s how voltage regulation works:
Sensing Battery Voltage
The voltage regulator monitors battery voltage through a sense wire connected to the positive terminal.
If output voltage drops below the desired level, typically around 14 volts, the regulator activates.
Adjusting Field Current
The regulator can electronically adjust current flow into the rotor field winding.
Higher current strengthens rotor magnetic field which induces higher AC voltage in stator.
Lower current weakens rotor field and decreases AC voltage generation.
Maintaining Constant Output Voltage
By controlling rotor field current, the charging voltage can be held steady even as engine rpm changes.
This prevents excessive or inadequate charging as driving conditions vary.
If external power loads are added, the regulator further boosts field current to compensate load.
Limiting Maximum Voltage
The regulator has overload protection if voltage spikes occur.
It limits maximum field current input to prevent dangerously high voltage generation.
This protection prevents damage to vehicle electronics from voltage surges.
Modern electronic regulators allow very precise and responsive voltage control tailored to match alternator design and output curves.
Alternator Charging Process Explained
Let’s walk through the key steps that take place as the alternator charges the battery:
Engine cranking rotates alternator rotor through drive belt. Rotor magnetic field is initially residual.
As rotor picks up speed, residual magnetism generates small AC voltage in stator windings.
Initial AC is converted to DC by rectifier diodes. This begins charging the battery which applies DC to rotor through brushes.
Rotor electromagnetism builds up from battery current flow through windings. Rotor field strengthens.
Stronger rotor magnetic field induces higher AC voltage in stator as it cuts across windings faster.
Higher AC voltage is rectified into stronger DC output. Battery charges faster and sends more current to rotor.
The cycle escalates until nominal voltage level is achieved, typically 14V. Regulator then holds it steady.
If battery state of charge decreases, regulator boosts rotor field current to increase output voltage to recharge.
This self-exciting process automatically builds charging voltage to the preset target level needed to keep the battery fully charged.
Troubleshooting Alternator Problems
Here are some common symptoms indicating alternator issues and likely causes:
Dead Battery
Fully discharged battery while driving points to the alternator not charging properly.
Check for loose, broken or slipping drive belt. Tighten belt to spec.
Inspect for poor wiring connections, damaged diodes or faulty voltage regulator.
Test that rotor produces adequate magnetic field. Check brushes and slip rings.
If battery keeps going dead, test alternator output voltage. Might need rebuild or replacement.
Dimming Headlights
If headlights and other lights dim noticeably at idle but brighten when revved, the alternator is weak.
Belt may be loose or worn. Adjust belt tension.
Faulty diodes, stator windings or regulator may need replacement.
Check for high resistance on power output terminal causing voltage drop.
Whining Noise
High pitched whining or squealing noises usually come from drive belt or bearing issues.
If noise varies with revs, belt is likely loose or misaligned on pulleys.
Adjust belt tension or alignment. Replace belt if worn or glazed.
Burning smell or visible smoke/sparks points to severe internal overheating failure.
Immediately shut off engine to prevent greater damage.
Check for jammed cooling fans, blocked ventilation and debris buildup causing overheating.
Severe faults like grounded windings require complete alternator replacement.
Early detection of minor issues based on unusual noises, smells or operating changes can help prevent more extensive damage and avoid breakdowns.
Alternator Maintenance Tips
Routine prevention maintenance is key to maximize longevity of your vehicle’s alternator. Follow these alternator care tips:
Check drive belt – Inspect belt periodically for cracks, glazing, fraying and tension. Replace belt if worn.
Check belt alignment – Make sure belt runs straight on alternator, crank and idler pulleys. Misalignment causes excess wear.
Check mounts – Ensure alternator mounting brackets are tight and free of cracks. Loose mounts cause misalignment.
Check wiring – Clean and tighten electrical connections, especially positive and negative output terminals. Fix damaged wiring insulation.
Check ventilation – Ensure cooling air ducts, fans and ventilation holes are not blocked by dirt or debris.
Listen for noise – Take note of any unusual grinding, squealing or bearing rattle noises which indicate wear.
Consider overhaul – For higher mileage vehicles, having the alternator rebuilt periodically will extend its life.
Test output annually – Use a digital multimeter once a year to verify alternator is generating proper voltage.
Well-maintained alternators can last 150,000 miles or more. But neglecting basic component checks increases the chances of being left stranded when it fails.
Alternator Output Testing
If you suspect charging system issues, alternator output voltage and amperage should be tested. Here is one common testing method:
Test Equipment Needed
Digital multimeter (DMM) with DC voltage and current capacity
Jumper wires with alligator clips
Load bank (such as a 12V headlamp)
Testing Procedure
Attach positive (red) DMM lead to alternator output terminal nut and negative (black) lead to battery negative terminal.
With engine off and keys out of ignition, check battery voltage. A well-charged battery will show 12.4 – 12.6V.
Start engine and turn on all loads (headlights, blower fan, rear defogger etc). Run engine at 1500 rpm.
Measure voltage at alternator output terminal again. Should show approx. 14V. If not, regulator may be faulty.
Turn off all loads. Then turn on load bank connected to battery positive terminal.
Gradually increase load resistance while observing amp output. Output should increase to meet demand.
Check for smooth voltage regulation back to 14V after load is removed. Erratic voltage indicates faulty diodes or bad rotor ground.
If output voltage or amperage is outside spec, the alternator may need overhaul or replacement. Consult a shop.
This test procedure checks key characteristics to determine if the alternator is performing properly or if repairs are needed.
Industrial robots are transforming manufacturing and automation across industries ranging from automotive to healthcare. With their ability to precisely and tirelessly perform complex tasks, industrial robots provide huge efficiency and quality benefits.
There are hundreds of industrial robot models available from technology providers worldwide. In this guide, we will highlight the top 15 industrial robots that are driving innovation in manufacturing and reshaping industry. For each model, we’ll cover:
Intended applications
Key capabilities and specifications
Unique strengths
Manufacturer overview
Example implementations
By the end, you’ll have a solid understanding of the leading industrial robots that are making an impact on manufacturing today. Let’s get started!
Company: Franka Emika is focused on accessible and adaptable robotics.
Example Use: Light material handling and assisting machine operators in a safe manner.
Conclusion
This guide provided an overview of 15 advanced industrial robots that are pushing the boundaries of manufacturing automation in their unique ways. Whether it’s speed, precision, flexibility, vision or human collaboration, these robots represent the leading edge of innovation.
Industrial robot capabilities will only continue advancing. By keeping up with the latest developments, manufacturers can tap into their benefits – from increased efficiency to enhancing worker abilities and safety. The future of automation looks bright with advanced robots at the helm.
Hopefully this gave you a solid understanding of the diverse range of industrial robot models available and their typical applications. As your needs evolve, there is likely a specialized robot that can perform the tasks reliably and precisely.
On printed circuit boards, the surface finish applied to the exposed copper traces and pads is a critical parameter impacting solderability, shelf life, and assembly performance.
One surface finish option is OSP – Organic Solderability Preservative. In this article, we’ll provide a comprehensive overview of PCB OSP coating covering:
What OSP is and how it is applied
Benefits and downsides compared to other finishes
How OSP protects copper from oxidation
Impact on soldering and solderability
Shelf life and storage considerations
Uses and applications where OSP makes sense
How to specify OSP on fabrication drawings
FAQs about OSP use and capabilities
After reading this guide, you’ll understand what the OSP surface finish is, where it shines, and how to effectively leverage it on your PCBs. Let’s get started!
OSP stands for Organic Solderability Preservative. As the name indicates, it is an organic coating applied to the copper traces of a PCB to protect them from oxidation and maintain solderability.
The OSP finish contains an organic acid that reacts with the copper surface to form a protective layer only a few atoms thick. This prevents air from reaching the copper and oxidizing it.
Key properties of OSP include:
Thin organic coating measured in angstroms
Applied through an aqueous chemistry process
Prevents copper oxidation for a fixed shelf life
Provides good wetting and solderability
Lower cost than many other finishes
Environmentally friendly process
With its ability to protect copper, maintain solderability, and low cost, OSP offers some major benefits but also must be applied judiciously based on design needs.
Benefits of OSP Finish
Here are some of the major advantages of using an OSP surface finish on PCBs:
Solderability
Preserves good wetting and solderability of copper traces
Allows soldering after months of shelf life
Lower Cost
OSP chemistry is low cost compared to many finishes
Process does not require significant equipment investment
Environmental Friendliness
Aqueous process with minimal chemical waste
Easy rinsing and lower toxicity effluents
Repairability
Unlike some finishes, OSP allows rework and repair of solder joints
With tighter process controls, these limitations can be managed. But they do require awareness when applying OSP.
How OSP Protects Copper from Oxidation
The OSP organic compound reacts with the top few atomic layers of copper to form a protective coating of copper-OSP complexes.
This thin barrier prevents oxygen and humidity from reaching the copper traces underneath. So the copper is preserved from oxidizing and remains solderable.
However, over time the protection diminishes as the OSP gradually gets consumed through:
Exposure to atmosphere
Traces rubbing and abrading
Thermal cycling and reflow depleting the OSP layer
OSP shelf life until oxidation occurs depends on coating thickness and storage conditions. But expect 6-12 months maximum before issues arise.
OSP Impact on Soldering and Solderability
A key benefit of OSP is maintaining good solderability of the copper pads and traces. This allows successful hand and reflow soldering.
The thin OSP coating does not function as a thermal barrier during soldering. The organic acids vaporize locally as the pad heats up, exposing the fresh copper underneath to melt and alloy with the solder.
However, each soldering process does consume a bit of the OSP thickness. So solderability degrades after repeated reflows as the copper begins showing through.
OSP lasts through around 4-6 reflow cycles typically. For boards that undergo lots of rework, OSP may not be the optimal finish choice.
Shelf Life and Storage Considerations
Since OSP only protects copper for a limited time, proper storage is critical. Here are some guidelines:
Store in low humidity environment < 30% RH
Use moisture barrier bags and desiccant packs
Avoid direct sunlight exposure
Control storage temperature stable around 20°C
First-in-first-out (FIFO) inventory management
Test solderability if stored over 6 months
With careful moisture control and storage tenure tracking, OSP coated boards can last 9-12 months before substantial oxidation appears.
Long term storage or harsh conditions shorten usable life. But good controls allow tapping the benefits of OSP when appropriate.
Uses and Applications Suited for OSP
Here are some typical uses and applications where OSP is a strong surface finish choice:
Low Volume Prototypes
Provides solderability for prototype runs
Avoids higher cost finishes for short runs
Double-Sided Boards
Good match to lower complexity boards
Reduces cost versus immersion finishes
Quick-Turn Fabrication
Fast application suits quick turns around
Automated Assembly
Solderability survives pick-and-place
Finish withstands conveyor handling
Manual Soldering
Maintains pad solderability for hand assembly
Lower cost than noble metal finishes
Engineering Testing
Allows functional board testing before production
Avoids cost of final finish for eval boards
Short Shelf Life Designs
Acceptable if product ships quickly
Mitigates the short OSP lifespan
How to Specify OSP on Fabrication Drawings
Here are some tips for effectively specifying OSP finish on fabrication documentation:
Call out OSP finish for the appropriate trace layers
Indicate maximum allowed shelf life e.g. 9 months
Define expected storage conditions if high humidity
Specify maximum reflow cycles e.g. 4 passes
Require solderability testing after certain duration
A: Yes, OSP processes are designed to be lead-free and conform to RoHS guidelines.
Q: Can components be mixed on boards with OSP and ENIG finishes?
A: Generally this is okay but beware ENIG may outlast OSP and require matching lifecycles.
Q: Can OSP withstand multiple reflow cycles?
A: OSP can survive around 4-6 reflows before pads oxidize. So minimize rework.
Q: What checks ensure an effective OSP coating?
A: Suppliers should test thickness, solderability after thermal shock, and other parameters per IPC specs.
Q: Does OSP have to be removed for hot air solder leveling?
A: No, OSP can remain during HASL application and enhances solderability.
Conclusion
In summary, OSP finish provides a lower cost solderable coating for PCBs when properly applied. It excellently protects copper traces from oxidation for months when well controlled.
However, OSP does have shelf life limitations and diminishes after multiple reflows. This requires matching OSP to appropriate short shelf life or low assembly complexity designs.
With its environmental friendliness, cost savings, and ease of application, OSP strikes an excellent balance for many less demanding uses. Just be aware of the tradeoffs versus more robust finishes.
Collaborating with your PCB manufacturer to apply OSP selectively based on design needs ensures gaining maximum benefit from this useful surface finish where it fits best.
In the making process of printed circuit boards the surface of the board is coated with copper. All electric connections depend upon the conductivity of the copper. On the other hand, the copper is also highly chemically reactive, when it exposed to the moisture of atmosphere it oxidizes abruptly. As a result high temperature requirement for soldering and ultimately it affect the end product reliability. Therefore there is need aroused for surface finishing of boards. The employment of surface finish coating serve two purposes, the first is to protect copper from oxidizing and another is to provide a surface which can maintain it quality after soldering and during assembly of various components with printed circuit boards.
There are various types of surface finishes available which involves various chemical substances, like: Hot air soldering leveling, Immersion in Tin/silver, OSP and ENIG. Among all these processes of surface finishing OSP has turned out to be a low cost process and environment friendly.
Introduction: OSP abbreviated as “Organic Solderability Preservative” . At the time of surface finishing of board it refers to a organic layer, which adhere with the copper by means of adsorption. Being organic it is permanent wall to prevent oxidation of copper, thermal shocks moisture. This organic coating also gives easy removal or less deposition of flux during soldering and ultimately helps to reduce the soldering time of assembly process of printed circuit board.
The chemical compound associated with this process belong to azole family compounds like benzotriazoles, imidazoles and benzimidazoles. All these chemicals by means of coordination bonding adsorbed on the copper surface, and a film is created over the entire board. The thickness of surface finish coating depends upon what chemical compound is used to proceed. For example the film made through benzotriazeoles is thin, on the contrary that through imidazoles are thick. Therefore according to requirement the chemical compound is being selected for surface finishing.
In this process topographical enhancement are also implemented. Microetching usually eliminates the oxidation of copper and also strengthens the bonds between copper and the pcb OSP solution. The speed of micro etching is also an important parameter for surface finishing. Usually the speed of etching is 1 to 1.5µm per minute.
Advantages of OSP
The major point is the low cost and easy processing makes this process of surface finishing more popular across the printed circuit board industry. Few advantages are enlisted below:
1. Simple PCB Manufacturing process: Printed circuit boards coated with OSP are easy to rework and maintain. Therefore, it is an advantage for PCB manufacturers to repair the surface finish coating with less time and cost, once coating found damaged.
2. OSP coated boards gives good performance in terms of solder wetting and joining between flux, vias and pads.
3. Because of application of water based compound in OSP surface finishing, makes it environment friendly. Therefore this can be termed as a green electronic product which is catering to the green regulations.
4. Implementation of simple chemical compound and less complexity of process it is of low cost. With most of the chemicals of OSP there is no need of solder mask ink. But some chemicals require a little proportion of solder mask ink in some special cases.
5. Storage time is long for the printed circuit board if coated with OSP. It is implemented with single-side SMT assembly as well as double sided prototype pcb assembly.
Storage Requirement: The coating generated by OSP surface finish is quite thin. Therefore, care must be taken, when printed circuit in operation or is being transported. If board with OSP surface finish is exposed to the open atmosphere and humidity, then there are chances that oxidation will possibly damage the surface of printed circuit board, and then it leads to further consequences ahead in the process of assembly and its functioning. There are certain principle which are required to be followed during storage and transportation of OSP finished printed circuit board:
1. Vacuum packaging could be a solution. Also there is a requirement to save the printed circuit board from friction. In order to achieve that a release paper must be provided between boards. Since the assembly is very delicate, then minor negligence would affect the cost and other parts.
2. OSP surface finished printed circuit boards are not directly exposed to sunlight. The standard storage requirement for boards as such: relative humidity(30-60%RH), temperature (15to28oC)and storage time must be less than 12 hours.
In some cases the OSP surface finishing changes its color when various electronic components are assembled with the printed circuit board. This ultimately affect the thickness of the preservative over the board surface, micro etching quantity, enhanced soldering time and dispersion of unwanted particles over the board surface. This problem can be inspected visually.
There are two possibility:
1. In the process of soldering , flux is capable enough to eliminate oxidation of the coating. Then it cannot influence the soldering performance. Therefore, there are no such measures required for prevention.
2. Because of inability of flux the oxidation of the surface finish coating takes place, and this ultimately result decline in soldering performance.
Therefore, following measures can be taken to ensure the performance and appearance of OSP surface finish in the printed circuit board manufacturing process.
3. Thickness of the OSP layer is very critical. Therefore, it is require to keep it in a specified range.
4. Similarly amount of micro etching also required to be controlled within the standard range.
5. During the fabrication process of printed circuit board, it must be taken into consideration that no residual deposits remain over the OSP coating. If such residual deposited over the board then it affect the performance of soldering ability.
The PCB designing work is not an easy task but it is an art that involves many aspects from routing, placement, component selection, holes and vias placement. The PCB designer can make mistake during the PCB design layout but that mistake or error can be identified by a interactive tool that is supported by many CAD software like ALTIUM. This integrated tool is known as Design Rule Checker (DRC)
Design Rule Checker (DRC):
The purpose of the DRC is to cross check the PCB layout design against the capabilities/constraints of PCB fabrication shop. These constraints are communicated in terms of maximum tolerances to the PCB layout design engineer and the design engineer simply input these values to the DRC checker and Run DRC. As a result, any discrepancy is identified and rectified. The common constraints that DRC run can check are trace width, hole to trace clearance, overlaps, drill size, keep out, angle, blind via ratio and many others.
On the other hand, Design for Manufacturing (DFM) is a tool that can cover the grey areas that are left (remain unidentified) by DRC. This DFM (unlike DRC which is not an Ad-on but an integrated tool of CAD software) is an Ad-on provided for additional cost as an extra service by PCB fabricators to the customer. This can ultimately raise the cost of PCB because of DFM dedicated software is expensive and require manpower training. The DFM check will result in more qualified, reliable and high yield end product PCB.
Now we will discuss some common design issues that may not be caught in DRC checker run. These are
1. Starved thermal pads
It is commonly observed that when reworking on a PCB during de-soldering the component from PCB, it takes lot of time, heat and effort. This is because the copper is a good conductor of heat. So when applying heat from soldering iron, the heat is wasted through the copper pour into the copper plane because the pad is completely surrounded by copper. So the component pad does not get enough heat to melt the solder and remove the electronic component.
This issue is resolved by soldering the component on thermal pad. Thermal pad can have 2 or 4 thermal relief traces that connect the pad to the copper pour to copper plane. The air gap reduces the contact area so heat is not dissipated/wasted.
Now the design issue occurs when the thermal relief traces is not properly connected to copper pour or plane. The reason is the close proximity of multiple vias / pads or small spacing in between vias / pads. These small space may be cleared by DRC checker, but in actual the thermal relief traces will disturb the effected via and can displace vias from its copper pour.
During the PCB design process, the design engineer can unknowingly makes a mistake. This mistake is that the two traces meet/cross each other at “acute angles” i.e less than 90O . As a result, the corners are made in the trace crossing point that can “trap” acid inside it. The acid referred here is the PCB etching solution used to etch away unwanted/excess copper from the PCB and only useful copper is left for making tracks/traces. This acid / etching solution is commonly available Ferric Chloride or Hydrochloric Acid.
The “acid trap hole” is another similar thing that arises due to very less gap between the trace and via. This will cause the space or pockets to form and retain the acid inside.
These acid if trapped for long time, can eat away copper trace and hence creates open circuit that can render the PCB board defective. The possibility of acid traps in multilayer PCB is very high. Recent advancement in etching method (photo activated etching solution) of PCB has made this issue trivial but still best practice must be ensure to avoid acute angle traces.
3. Copper Pour with Narrow Trace:
In some cases, like SOIC-08 IC package, the pad pitch is 5 mil and let’s suppose the fabrication min spec is 10mil so it can short copper pour and pad as shown in the figure. In this figure the upper pour diagram shows the copper pour has width 0.005 inch while lower pour is 0.016 inch. And you can see that the lower pour is not present between the pads of SOIC. In Eagle Software this can be done by changing the copper pour width. This is the good practice as shown in lower pour and upper pour shown is a mistake that a PCB designer can make
If this mistake is made, this can result in breakage of this very thin 5 mil trace in little pieces which can float in other components of PCB to create short circuit.
4. Inadequate annular ring size
The layers of PCB are interconnected by means of vias. The vias are made by drilling the holes on both sides and then plating the walls of holes thus interconnecting the inner layers and two external layers (sides) of PCB.
Now if the pad size is very small then the holes bored will take the large space on pad leaving very narrow or inadequate ring size. This is called annular ring. This insufficient annular ring is caused by inaccuracy in drill bit position and inaccuracy in hitting the target to drill holes .
5. Via in Pads
Sometimes it is important for PCB designer to place a via in Pad of a component. This is done for sake of compact PCB routing. In traditional routing, DRC error can raise due to drill size and trace width etc. So for small pitch components like sub 0.5mm it is inevitable to use a via in Pad as shown in figure.
However the drawback of this is that this via will work as a straw that will suck the solder away from the pad and will cause the inadequate soldering of component upon the pad. The solution to this problem is to use “Capped Via” as shown in this figure. Filling the conductive epoxy is also good.
The copper can be brought just close to the edge of PCB board because the design engineer does not include the “keep out layer” or “outline layer” in the Gerber Files. This keep out layer is very important because if it is not included then the copper can be exposed to air and can cause trouble when boards are panelized resulting in short circuiting the copper layers. This feature can be easily caught in both DRC and DFM.
7. Missing solder mask between pads
Solder mask is also called solder resist. It is used to protect the solder away from the copper track that you do not want to solder. For example in very small pitch components like QFN package 0.4mm pitch it is nearly impossible to apply solder mask in this tight space so it is common that you will not find solder mask because of standard DRC rules. This will result in a problem of solder bridge as shown in figure.
8. Tombstoning
During the PCB assembly, when the small SMT passive components being soldered, the Tombstoning is caused by the improper wetting. When the solder paste starts to melt, an imbalanced torque at the ends of the component terminals causes the component to lift from one end. The component will be lifted from the end where the paste is wet. This Tombstoning can damage the PCB yields and raise cost of production. Other factors that cause Tombstoning are