Explore the comprehensive engineering guide to ITEQ IT-180GNBS. Learn how this halogen-free, High-Tg, no-flow prepreg guarantees reliability for rigid-flex PCBs and heat sink bonding.
In the highly specialized realm of advanced printed circuit board (PCB) manufacturing, bonding distinct structural elements together is just as critical as routing the electrical traces. When hardware engineers transition from standard rigid multilayer boards to complex Rigid-Flex architectures, cavity boards, or high-power modules requiring bonded heat sinks, traditional prepregs become a massive manufacturing liability. During the lamination press cycle, standard prepregs turn into a highly fluid liquid resin designed to flow and fill gaps. However, in a rigid-flex transition zone or a heat sink interface, this uncontrolled resin flow (bleeding) will permanently ruin the flexible polyimide, fill up clearance holes, or contaminate open cavities.
To solve this specific mechanical challenge without violating modern environmental and thermal mandates, the industry relies on “No-Flow” or “Low-Flow” prepregs. Standing at the pinnacle of this material category is the ITEQ IT-180GNBS.
Specifying the ITEQ IT-180GNBS on your fabrication drawing provides your manufacturing partner with a Halogen-Free, High-Tg, lead-free compatible bonding sheet engineered for absolute flow control. This comprehensive engineering guide explores the rheological chemistry of the IT-180GNBS, dissects its official datasheet specifications, and provides the exact factory lamination parameters required to successfully deploy this material in your next rigid-flex or thermal management design.
The Chemistry of No-Flow Prepregs: Controlling Resin Rheology
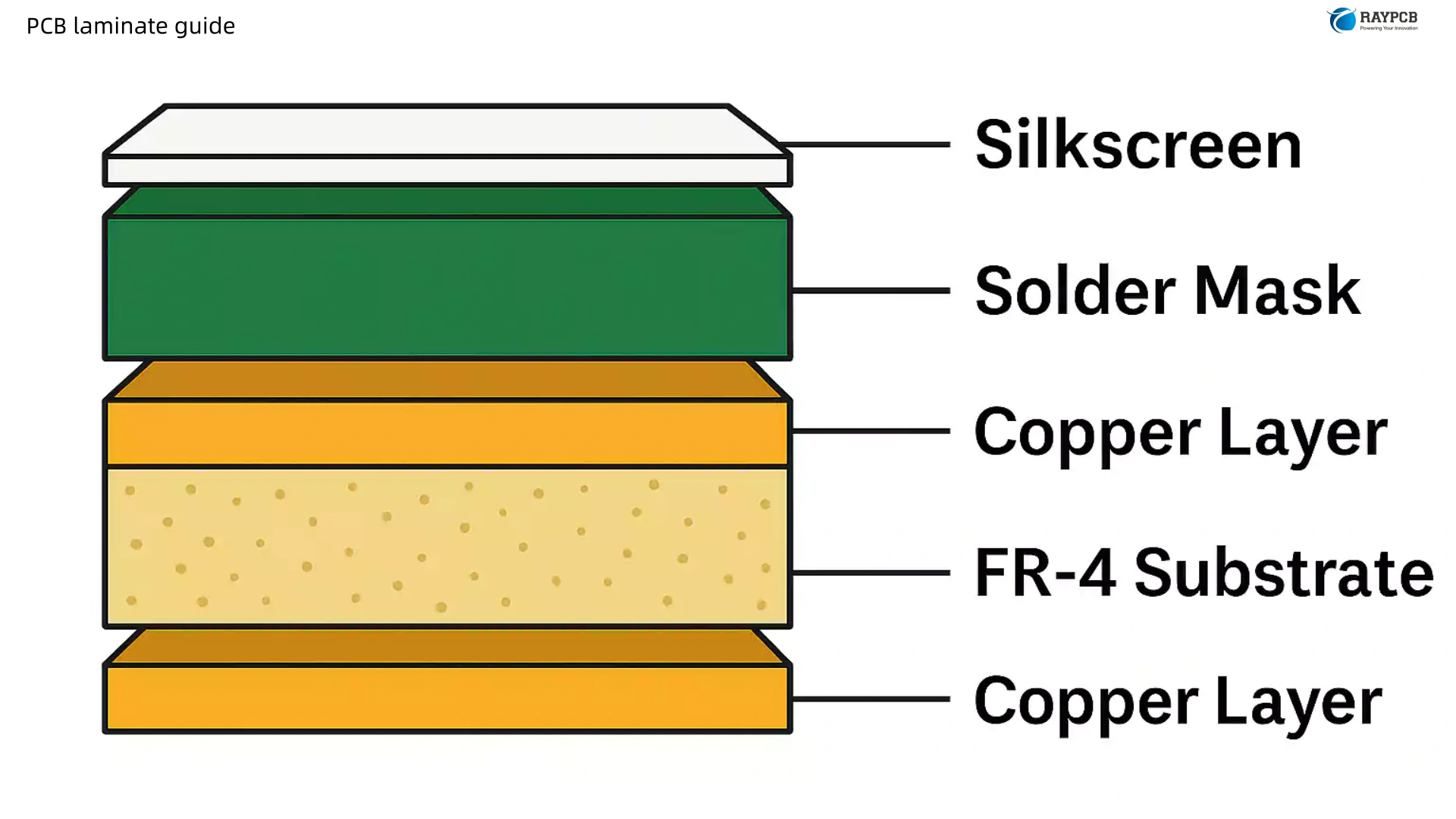
Before examining the numerical specifications of the ITEQ IT-180GNBS, it is crucial to understand how a no-flow prepreg physically differs from a standard prepreg.
Prepreg is a fiberglass cloth impregnated with a semi-cured (B-stage) epoxy resin. When placed inside a heated hydraulic lamination press, the resin transitions from a solid into a liquid, flows to fill etched copper gaps, and then cross-links into a fully cured, rigid solid (C-stage).
Standard prepregs (like the IT-180A) have high flow characteristics. If you use a standard prepreg to bond a rigid FR-4 section to a flexible polyimide section, the liquid resin will aggressively bleed out from the edges of the rigid section during pressing. This cured resin will cure onto the flexible polyimide, rendering it brittle and causing the flex cable to snap immediately upon bending.
The IT-180GNBS Solution
The “BS” in IT-180GNBS stands for “Bonding Sheet,” denoting its no-flow/low-flow properties. ITEQ chemical engineers achieve this flow restriction by altering the rheology (the flow behavior) of the epoxy matrix. They advance the B-stage curing process further at the factory level and integrate proprietary high-viscosity modifiers into the resin.
When the ITEQ IT-180GNBS enters the lamination press, it requires heat to cure, but its melt viscosity remains exceptionally high. Instead of turning into a watery liquid, it becomes a thick, localized gel. This allows the resin to perfectly bond the Z-axis layers together with a controlled, predictable minimal flow (usually restricted to a few mils of bleed), preventing the resin from encroaching into restricted zones.
Halogen-Free and High-Tg (GN Designation)
The “GN” in the nomenclature indicates that this material is Halogen-Free and High-Tg. It completely eliminates toxic brominated flame retardants, replacing them with reactive phosphorus-based compounds to achieve a UL 94 V-0 safety rating. This advanced chemistry inherently creates a highly stable polymer network, yielding a Glass Transition Temperature (Tg) of roughly 175°C, ensuring the bonding sheet will survive modern lead-free assembly temperatures without delaminating.
ITEQ IT-180GNBS Datasheet and Core Specifications
To accurately calculate Z-axis heights, model impedance across rigid-flex boundaries, and define factory thermal profiles, layout engineers must rely on verified testing data. Below is the comprehensive specification matrix compiled from typical ITEQ IT-180GNBS datasheet parameters, aligned with IPC-TM-650 test methods.
Thermal and Mechanical Properties
| Material Property | IPC-TM-650 Test Method | Typical Value | Unit |
| Glass Transition Temperature (Tg) | 2.4.25 (DSC) | 175 | °C |
| Decomposition Temperature (Td) | 2.4.24.6 (5% weight loss) | 360 | °C |
| Resin Flow (Low Flow / No Flow) | 2.3.17.2 | 30 – 100 | mils (bleed) |
| Z-Axis CTE (Pre-Tg) | 2.4.24 | 45 | ppm/°C |
| Z-Axis CTE (Post-Tg) | 2.4.24 | 230 | ppm/°C |
| Time to Delamination (T260) | 2.4.24.1 | > 60 | Minutes |
| Time to Delamination (T288) | 2.4.24.1 | > 30 | Minutes |
| Thermal Stress (10s @ 288°C) | 2.4.13.1 | Pass (No Blistering) | Rating |
| Moisture Absorption | 2.6.2.1 | < 0.15 | % |
| Peel Strength (1 oz Standard Cu) | 2.4.8 | 6.0 – 7.5 | lb/inch |
| Flammability Rating | UL 94 | V-0 | Rating |
Electrical Properties
| Material Property | IPC-TM-650 Test Method | Typical Value | Unit |
| Dielectric Constant (Dk) @ 1 GHz | 2.5.5.13 | 4.3 | N/A |
| Dielectric Constant (Dk) @ 10 GHz | 2.5.5.13 | 4.1 | N/A |
| Dissipation Factor (Df) @ 1 GHz | 2.5.5.13 | 0.015 | N/A |
| Dissipation Factor (Df) @ 10 GHz | 2.5.5.13 | 0.018 | N/A |
| Volume Resistivity | 2.5.17.1 | > 10^8 | MΩ-cm |
| Surface Resistivity | 2.5.17.1 | > 10^8 | MΩ |
| Dielectric Breakdown | 2.5.6 | > 40 | kV |
Engineering Note: The precise resin flow (measured in mils of bleed) is strictly dependent on the specific glass style (e.g., 1080 or 106) and the lamination pressure utilized by your fabricator. Always consult your manufacturer to calculate precise clearance tolerances for rigid-flex transition zones.
Optimal Engineering Applications for ITEQ IT-180GNBS
Because of its specific rheological properties, the ITEQ IT-180GNBS is rarely used as a standard core-building prepreg. It is a specialized bonding agent deployed strategically in the following engineering domains:
1. Rigid-Flex PCB Manufacturing
This is the primary application for the IT-180GNBS. In a rigid-flex board, a flexible polyimide circuit is sandwiched between rigid FR-4 outer layers. The rigid layers must be glued to the polyimide using prepreg. If standard prepreg is used, the liquid resin will bleed out of the rigid section and coat the polyimide flex arm, rendering it stiff and fragile.
By utilizing the IT-180GNBS as the bonding layer, the fabricator ensures that the resin bleed stops exactly at the rigid-flex transition line. This guarantees that the flexible polyimide remains pristine and capable of enduring hundreds of thousands of dynamic bending cycles.
2. Heat Sink and Stiffener Bonding
High-power components (like RF amplifiers, heavy-duty MOSFETs, or dense LED arrays) often require a massive aluminum or copper heat sink to be physically bonded to the back of the PCB. The IT-180GNBS serves as an exceptional thermal interface bonding sheet.
Because it is a no-flow material, the resin will not bleed into the mechanically drilled clearance holes or mounting holes of the heat sink during the lamination press. Furthermore, its High-Tg (175°C) and robust Decomposition Temperature (Td > 360°C) ensure the bond remains structurally sound even as the heat sink absorbs massive amounts of thermal energy from the components.
3. Cavity PCBs and Edge Plating
RF microwave modules and certain specialized sensor arrays require physical cavities milled into the PCB to recess components or control electromagnetic propagation. To build a cavity board, a pre-routed prepreg is used to bond the layers together. If a standard prepreg is used, it will flow out and fill the empty cavity during pressing. The IT-180GNBS holds its shape, ensuring the cavity walls remain perfectly straight and free of resin contamination.
Analyzing Thermal and Mechanical Reliability
A bonding sheet must do more than just control resin flow; it must physically hold the disparate parts of the board together during aggressive assembly processes and harsh field operation.
SMT Reflow Survivability
The transition from leaded to lead-free solder (SAC305) raised peak reflow oven temperatures to 260°C. Standard, cheap bonding sheets will blister or delaminate at these temperatures, especially when bonding dissimilar materials like FR-4 and polyimide, which have different thermal expansion rates. The ITEQ IT-180GNBS features an impressive Td of 360°C, providing a massive safety buffer against resin carbonization during lead-free wave soldering or multiple SMT passes.
T288 Endurance
The T288 metric tests exactly how many minutes a bare laminate can endure at a blistering 288°C before physically delaminating. The ITEQ IT-180GNBS survives for over 30 minutes. This is critical for rigid-flex boards that require complex, localized hot-air rework on the rigid sections. The high T288 rating ensures the bonding interface between the FR-4 and the polyimide will not separate under the stress of the rework station.
Elite CAF Resistance
Conductive Anodic Filament (CAF) growth is a catastrophic failure mode where high voltage and humidity force conductive copper salts to migrate along the fiberglass yarns inside the PCB, causing internal short circuits. The advanced, halogen-free resin formulation of the IT-180GNBS perfectamente coats the E-glass fabric, completely sealing microscopic moisture pathways. This grants the bonding sheet elite CAF resistance, which is a mandatory requirement for automotive rigid-flex sensors and high-voltage telecommunications modules.
Signal Integrity Across Rigid-Flex Boundaries
When routing high-speed differential pairs (like USB 3.0, PCIe Gen 3, or MIPI CSI/DSI) from a rigid section onto a flexible polyimide tail, managing impedance discontinuities is the layout engineer’s primary challenge.
The ITEQ IT-180GNBS is a “Standard Loss” material, with a Dielectric Constant (Dk) of roughly 4.1 at 10 GHz and a Dissipation Factor (Df) of 0.018. While it is not an ultra-low loss RF material, its Dk remains exceptionally stable across varying temperatures.
Because the IT-180GNBS sits directly between the high-speed traces on the rigid outer layer and the flexible inner core, its Dk directly impacts the effective permittivity of the transmission line. Layout engineers must input the precise Dk of the IT-180GNBS into their 2D field solvers to calculate the exact trace width required as the signal transitions over the bonding sheet, ensuring a perfectly matched 100-ohm differential profile and minimizing signal reflections.
PCB Fabrication and Processing Guidelines
A specialized no-flow prepreg is highly sensitive to factory handling and pressing parameters. If a fabricator treats the ITEQ IT-180GNBS exactly like standard FR-4 prepreg, the material will either fail to bond or flow unpredictably. For engineering teams seeking a reliable fabrication partner with advanced rigid-flex material handling capabilities, exploring ITEQ PCB manufacturing processes ensures your complex architectures are executed with precision.
Moisture Control and Prepreg Storage
Like all advanced prepregs, the IT-180GNBS is hygroscopic. If it absorbs humidity from the factory floor, the trapped water will turn to steam during the lamination press, causing massive delamination.
The prepreg must be stored in a climate-controlled environment (Temperature < 20°C, Humidity < 50%).
Prior to the lay-up process, the prepreg should be stored in a vacuum desiccator for at least 12 hours.
Inner layers (both FR-4 cores and polyimide flex layers) must be thoroughly baked immediately after the brown oxide treatment to drive out moisture before contacting the bonding sheet.
Lamination Press Cycles
The lamination of a no-flow prepreg requires a completely different press recipe than standard FR-4. The fabricator must balance the application of pressure and heat to ensure the resin wets the surfaces to create a strong mechanical bond, without applying so much force that the highly viscous resin is physically squeezed out into the clearance zones.
Heat Ramp Rate: The fabricator must manage the heat ramp rate meticulously (typically 1.5°C to 2.5°C per minute). This slow, controlled ramp ensures the high-viscosity resin softens just enough to bond.
Reduced Pressure: Standard high-flow prepregs are often pressed at 350 to 400 psi. No-flow prepregs like the IT-180GNBS typically require a reduced pressure profile (often 200 to 250 psi) to prevent forced resin bleeding.
Curing Hold: Because it is a 175°C Tg material, the press must hold the peak temperature (around 185°C to 195°C) for at least 60 to 75 minutes to ensure a complete, stable cross-linked polymer cure.
Desmear and Drilling
Because the IT-180GNBS is utilized in rigid-flex and heat sink bonding, it is often drilled after lamination. The material responds well to standard mechanical drilling using tungsten carbide bits. Following drilling, the advanced phosphorus-based halogen-free resin responds perfectly to standard alkaline permanganate chemical desmear baths. Fabricators may slightly adjust the solvent swell time to accommodate the dense polymer network, ensuring perfectly clean via walls prior to electroless copper plating.
Useful Resources and Industry Databases
To ensure your rigid-flex stack-up calculations are mathematically accurate and your fabrication notes are legally binding, integrate the following industry resources into your design workflow:
IPC-2223 (Sectional Design Standard for Flexible/Rigid-Flexible Printed Boards): This is the global governing document for rigid-flex design. It defines the exact physical clearances, transition zone stress reliefs, and no-flow prepreg geometries required to build reliable flex architectures using materials like the IT-180GNBS.
IPC-4101 Specification (Base Materials for Printed Boards): The ITEQ IT-180GNBS formally meets the requirements of halogen-free, High-Tg epoxy standards. Referencing the specific IPC-4101 slash sheets on your fabrication drawing provides a strict legal baseline for thermal and environmental performance.
ITEQ Global Material Selector: Because the exact resin flow (mils of bleed) varies based on the glass style (106 vs. 1080), you must consult the official ITEQ data tables to assign the proper physical tolerance zones in your rigid-flex layout software.
Conclusion
Designing a rigid-flex printed circuit board or a high-power module with a bonded heat sink represents the apex of electromechanical engineering. In these designs, controlling the physical behavior of the dielectric resin during the manufacturing process is just as important as matching impedance or routing power.
The ITEQ IT-180GNBS delivers the ultimate flow-control solution. By leveraging a highly advanced, rheologically modified, halogen-free resin system, it provides engineers with a predictable bonding sheet that stops resin bleed dead in its tracks. Furthermore, its phenomenal High-Tg (175°C) thermal stability, staggering Decomposition Temperature (360°C), and excellent CAF resistance ensure that the bond will survive the brutal heat-soaking of lead-free assembly and deliver decades of unyielding operation in the field.
By understanding the precise datasheet metrics, managing your rigid-flex transition zones, and ensuring your fabricator adheres to strict low-pressure lamination guidelines, specifying the ITEQ IT-180GNBS guarantees that your complex hardware will perform predictably, survive the harshest factory environments, and maintain its structural integrity over its entire operational lifespan.
Frequently Asked Questions (FAQs)
1. What does “No-Flow” or “Low-Flow” prepreg mean in PCB manufacturing?
Standard prepreg turns into a highly fluid liquid during the heat and pressure of the lamination press, flowing out to fill gaps between copper traces. A “No-Flow” or “Low-Flow” prepreg like the ITEQ IT-180GNBS has been chemically modified so its resin stays highly viscous (thick) when heated. It softens just enough to glue the board layers together but will not flow out (bleed) from the edges. This is absolutely necessary to keep resin from flowing onto and ruining flexible polyimide sections or filling up heat sink clearance holes.
2. Why is a Halogen-Free (GN) bonding sheet important for rigid-flex designs?
Major global electronics brands and environmental regulations (like RoHS and WEEE) mandate the removal of toxic brominated flame retardants from all PCB materials. The “GN” in IT-180GNBS indicates it uses environmentally safe, phosphorus-based chemistry to achieve its UL 94 V-0 fire rating. Additionally, this halogen-free chemistry creates a tighter polymer cross-link, which dramatically improves the bonding sheet’s thermal stability and ability to survive 260°C lead-free soldering.
3. How do I calculate the rigid-flex transition clearance using IT-180GNBS?
Even a “No-Flow” prepreg will bleed slightly (typically 30 to 100 mils) under hydraulic press pressure. As a layout engineer, you must leave a specific clearance zone (a gap between the rigid FR-4 edge and the start of the flexible coverlay) to accommodate this minor bleed so it does not interfere with the bending radius of the flex tail. You must consult your fabrication house to determine their exact press pressure, which will dictate the exact mil-bleed tolerance you need to program into your CAD software’s rigid-flex design rules.
4. Can the ITEQ IT-180GNBS be used to bond heavy metal heat sinks?
Yes, it is highly recommended for this application. High-power components often require thick aluminum or copper heat sinks to be bonded to the back of the PCB. The IT-180GNBS acts as an excellent thermal interface and mechanical bonding layer. Because it is no-flow, the resin will not bleed into the mechanically drilled mounting holes of the heat sink. Its robust Td (360°C) ensures the bond will not fail as the heat sink absorbs massive amounts of thermal energy during operation.
5. Does using IT-180GNBS impact my high-speed impedance calculations?
Yes. When a high-speed trace routes from the rigid FR-4 section onto the flexible polyimide section, it passes directly over or under the IT-180GNBS bonding sheet. Because the IT-180GNBS has a specific Dielectric Constant (Dk of roughly 4.1 at 10 GHz), it influences the effective permittivity of that transition zone. You must input the Dk and specific pressed thickness of the IT-180GNBS into your 2D field solver to ensure your trace widths are adjusted to maintain a seamless 100-ohm differential profile across the boundary.
Suggested Meta Description: Explore the comprehensive engineering guide to ITEQ IT-180GNBS. Learn how this halogen-free, High-Tg, no-flow prepreg guarantees reliability for rigid-flex PCBs and heat sink bonding.