Introduction
Joining metal parts is critical in manufacturing across industries including electronics, automotive, aerospace, machinery and more. Soldering is the most common electrical interconnection method used to attach electronic components to printed circuit boards (PCBs). However, emerging direct solid-state joining techniques like cold welding and pseudo-soldering are gaining attention as lead-free solder alternatives.
This article provides an in-depth comparison between cold welding and pseudo-soldering processes encompassing the bonding mechanisms, joint microstructures, applicability for electronics assembly, processing considerations, joint strength and reliability. By understanding the capabilities and limitations of both methods, engineers can select the right approach for manufacturing robust metal-to-metal interconnects.
What is Cold Welding?
Cold welding refers to solid-state joining of metals well below their melting points by applying high pressures to create intimate contact between atomically clean surfaces. This allows interatomic bonding across the interface without fusion of the base metals or use of filler alloys.
The bond initially forms due to Van der Waals forces between surface atoms. Further plastic deformation under pressure breaks up surface films and contaminants enabling actual metallic bonds between the virgin parent metal lattices.
What is Pseudo-Soldering?
Pseudo-soldering produces solder-like intermetallic joints through solid-state interdiffusion between metal foils and substrates at temperatures below the bulk metal melting points. Specially formulated multi-layer composite foils are placed between parts and heated under pressure. Interdiffusion between the intermediate reactive layers and the substrates creates intermetallic phases that join the parts.
The intermetallics grow similar to transient liquid phase bonding in soldering, but without becoming molten. Hence the name pseudo-soldering. The intermetallic joint resembles solder in appearance and meets process requirements for electronics assembly.
Bonding Mechanisms Comparison
| Parameter | Cold Welding | Pseudo-Soldering |
|---|---|---|
| Bond Formation | Metallic bonds between cleaned metal surface atoms | Interdiffusion creates intermetallic phases |
| Base Metal State | Remains solid | Remains solid |
| Intermediate Phases | None | Intermetallic transient liquid phase |
| Pressure Needed | High (25-100 MPa) | Lower (3-10 MPa) |
| Bonding Temperature | Ambient to 300°C | 180°C to 350°C |
| Surface Finish Dependency | Highly dependent | Depends on interlayer |
| Reactivity with Metals | Low | High due to interlayers |
Joint Microstructure Comparison
Cold Welded Interface
The interface preserves parent metal microstructures with minimal heat affected zones. Direct metallic bonds reform across the interface. Some trapped oxides or voids may remain.
Pseudo-soldered Interface
Intermetallic compounds form across the interface analogous to soldered joints. The intermetallic thickness depends on thermal exposure. Minimal heat affected zones are present.
Electronics Assembly Comparison
| Parameter | Cold Welding | Pseudo-Soldering |
|---|---|---|
| Process Temperatures | Up to 300°C | 180°C to 350°C |
| Pressure Needed | Very high | Moderate |
| Tooling Complexity | High | Low to moderate |
| Throughput Speed | Slow | Moderate |
| Surface Sensitivity | High | Low |
| Component Metallizations | Limited material compatibility | Wide material compatibility |
| Defect Sensitivity | Low | Higher voids, bridges |
| Design Adaptability | Requires major redesign | Drop-in solder alternative |
| Equipment Investment | Very high | Moderate modifications |
Bond Strength Comparison
Well bonded joints exhibit parent metal fracture strengths proving the interface is stronger than the base metals. Joint strengths over 200 MPa are easily achieved for many material combinations with both cold welding and pseudo-soldering.
However, actual bond strengths depend significantly on surface cleanliness, flatness, pressure consistency, metallurgical compatibility, and process parameter control. Defects like trapped oxides, voids, and poor interdiffusion lower bonding strength and reliability.
Reliability Considerations
Cold Welded Joints
- Prone to stress corrosion cracking along trapped oxide zones
- Subject to fatigue failure under thermal cycling due to high elastic modulus mismatch across interface
- Hermetic seals can be achieved
Pseudo-soldered Joints
- Intermetallic compounds may suffer thermal fatigue and brittle failure
- Interdiffusion quality affects electromigration resistance
- Lower hermeticity due to defects
- Comparable to solder joint reliability with intermetallics
Cost Analysis
Cold Welding Equipment
Requires high tonnage presses, precision tooling, surface preparation equipment, and automation. Overall capital equipment cost is very high.
Pseudo-soldering Equipment
Moderate modifications to existing soldering infrastructure like ovens, conveyors and simple tooling. Capital equipment cost is low to moderate.
Consumables
Cold welding has no recurring consumable costs. Pseudo-soldering requires proprietary foil stacks resulting in moderate consumable costs.
Pros and Cons Summary
Cold Welding
Pros
- Strong direct metallic bonds
- No intermetallics or heat affected zones
- Hermetic capability
- No fluxes or volatiles
Cons
- Very high pressure needed
- Limited material compatibility
- High surface cleanliness needed
- Slow process speed and throughput
- High equipment and tooling costs
Pseudo-soldering
Pros
- Solder-like bonds with wide material compatibility
- Lower pressures sufficient
- Adaptable process requiring minimal changes
- Fast process analogous to soldering
- Lower equipment costs
Cons
- Intermetallic reliability concerns
- Potential for voids and bridges
- Recurring consumable costs
- Hermeticity challenges
- Thermal fatigue susceptibility
Conclusion
Cold welding can produce exceptionally strong metallic joints but requires significant process development and equipment investments. Pseudo-soldering offers more accessible solder-alternative capabilities but shares common concerns with intermetallic solder bonds. Engineers can utilize this comparative knowledge of both technologies to select the optimal solid-state bonding process for their manufacturing needs after factoring in joint performance requirements, production volumes and equipment costs trade-offs.
Frequently Asked Questions (FQA)
Q1: What metals can be successfully joined through cold welding?
A1: Most ductile metals like gold, silver, aluminum, copper, mild steels can cold weld readily while brittle metals like cast iron and titanium are not suitable. Hardness mismatch and metallurgical incompatibility can also limit bondability between certain material combinations.
Q2: What are some common applications of cold welding?
A2: Cold pressure welding is used to make welded metal bellows, hermetic seals, electrical contacts, metal assemblies in aerospace, automotive and medical products. Micro-scale cold welding is used in MEMS device fabrication.
Q3: How does the surface roughness of the metals to be joined impact the pseudo-soldering process?
A3: Minimal impact since the interlayers deform and diffuse into the base metals to form intermetallic bonds. However, highly polished surfaces allow better interfacial contact enabling faster interdiffusion. Excessively rough surfaces may trap more voids.
Q4: What types of intermetallics form in a typical pseudo-soldered joint between copper substrates?
A4: Intermetallics like Cu3Sn and Cu6Sn5 form during solid state interdiffusion between copper and tin across the joint interface, similar to conventional copper-tin solder joints. The final intermetallic distribution depends on bonding time and temperature.
Q5: What are some methods used to clean metal surfaces prior to cold welding?
A5: Chemical etching, electrochemical polishing, sputter cleaning, ion beam cleaning and precision machining are typically employed. The goal is to remove all surface oxides, films and organic residues to enable direct metal-to-metal bonding.
Definition of PCBA cold welding
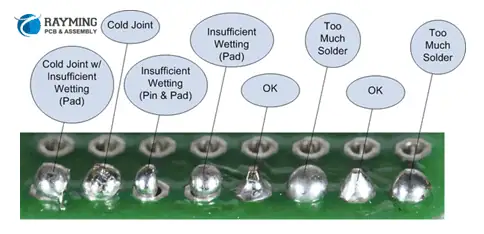
When the minimum required wetting temperature is not reached between the electronic component and the PCB during soldering; or although the local wetting occurs, the phenomenon caused by incomplete metallurgical reaction can be defined as cold soldering. Popularly speaking, it is caused by low temperature.


The difference between PCBA cold welding and pseudo soldering
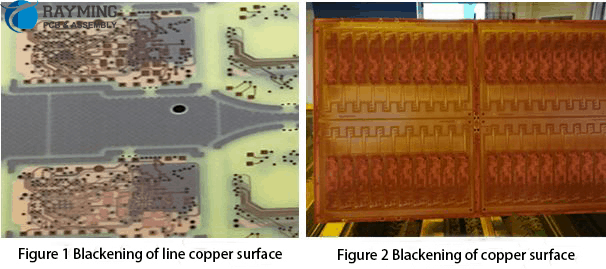
1.The color is different
Cold soldering is generally a color difference,the color will be black, and even serious can see tin particles.
2.The mechanism of formation is different
The pseudo soldering is caused by the oxidation, vulcanization or contamination of the surface of the soldered metal and becomes non-weldable, while the cold soldering is caused by insufficient heat supplied by the PCBA board during soldering.
3.There are differences in connection strength
In the case of soldering, the solder and the metal surface of the substrate are separated from each other by an oxide film. After bonding, the adhesion of the solder is poor, and the bonding effect is weak. The IMC layer formed on the interface of the cold solder joint is very Thin and incomplete development, and the interface of solder joints with severe cold welding is often accompanied by penetrating cracks, and there is no strength at all.
4.Metallographic structure is different
The microstructure of the metallurgical structure after the virtual welding is relatively fine; the microstructure of the metallographic structure after cold welding is not uniform.
Both PCBA and cold soldering directly affect the reliability of prototype PCB Assembly soldering. It is necessary to detect and prevent it in time to effectively reduce the repair rate of PCBA board.