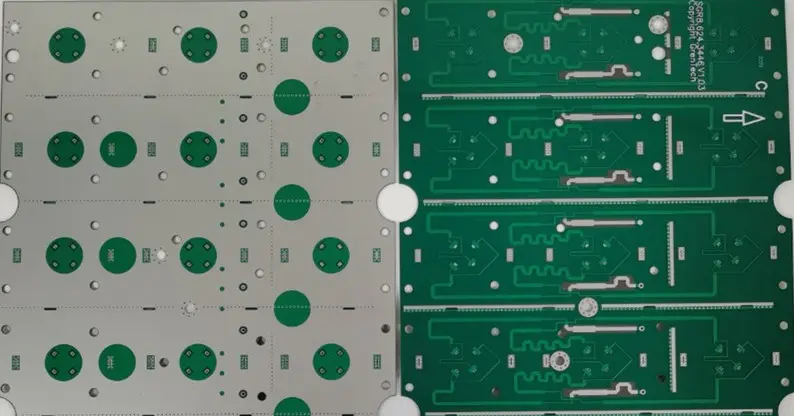
PCB is a resilient non-conductive board put up on coated based structure. The PCBs are mainly used to supply electrical bonds and mechanical aids to a circuit. Also, they are frequent in electronic gadgets, mostly visible as a green-colored board.
The bonding of components found on the board that serves as a pathway to electric signals is through the copper. Active and passive components are firmly mounted on the PCB to meet the form factor of a final design. The form factor is the hardware properties that indicate vital physical properties of a PCB.
To determine the design of a PCB, these form factors are necessary for consideration. PCBs have advanced over time. The advancements experienced in the electronic industry birthed the multilayer PCB. They vary in complexity while the design began from single layer to complex design such as 28 layer PCB.
The growth factor in the electronic industry hinges on the capacity to route electrical signals upended. Vias and surface mount devices enable the smaller size of boards with increased components. The ideal number of layers on a PCB relies on the application needed on the design. Thus, a 28 layer PCB is a design with 28 layers. Also, its space could accommodate the needed number of elements.
A multilayer board has more than 3 layers present in the design. An increase in demand for multilayer was due to the desire of end-users for small complex devices. Also, it is a perfect choice for numerous professional electronic gadgets. The 28 layer PCB consists of numerous laminated layers. It allows for extra circuitry and wiring for composite applications.
The versatility of the multilayer PCB contributed to its growth. As the request increases, so do the number of layers produced increases. Thus, the 28 Layer PCB was specifically produced to meet the demands of composite designs. Applications such as satellite systems, file serve, GPS technology, and many more.
It is crucial to note that the 28 layer PCB could come in a different layout. However, mostly it is a multilayer rigid PCB design. A rigid PCB design comprises solid materials that do not give room for bend or twist of shape. It has a high lifespan, thus it is the preferred option for use in computers like CPU and GPU.
The 28 Layer PCB being a multilayer rigid design is compact. The number of layers involved aids its compactness. These layers help to impede electromagnetic interference produced by the device. It also offers low design and installation costs for the high-volume fabricating task. It is cost-friendly due to the material selection and holes required for the manufacturing process.
Characteristic of the 28 layer PCB
This type of PCB design is being manufactured massively. Its characteristics are valuable to the growth of the electronic industry. The 28 layer PCB is a multilayer design present in devices like the computer motherboard. The following are the characteristics of a rigid multilayer PCB.
The 28 layer PCB is a conventional PCB. It has a flame retardant build-up which increases its rigidity. Also, it maintains a solid shape that can’t fold or twist to any other shape.
It also consists of copper traces and paths integrated into the single board. These copper traces connect various elements on the board. Solid substrate forms the base material of the board. It enhances the board’s strength and rigidity.
It has solid characteristics that imply the design can only maintain a certain shape. Also, it does not allow for any modification or folding.
Another main characteristic of 28 layer PCB is its cost-efficiency. It is cheaper than other types of PCBs. The multilayer PCBs are common in various electronic devices.
It is excellent at connecting multiple electronic elements on the circuit boards.
Components of a 28 layer PCB Stackup
Being a rigid multilayer design, the 28 layer PCB comprises different layers. It has a solid shape from different layers joined by adhesive and heat. To develop such design, the following materials are crucial
Substrate Layer
The substrate layer could also be referred to as the base material. It is made of fiberglass that ensures rigidity and solidity of the board. Epoxies and Phenolics could also serve as the base material. However, they are not as efficient as FR4. They are cheaper with a special lousy smell.
This explains the placement of laminated copper foil on the top of the substrate layer. Applied heat and adhesives aid in the lamination process. Both sides of the board require copper lamination. They could come with varying thicknesses described in ounces per square foot.
The solder mask layer stays above the copper layer. It serves as the insulator on the copper. This helps to avoid damages that could arise from conductive materials.
The silkscreen stands above the solder mask layer. It is the material used to add symbols and characters to the board. These characters and symbols help to understand the board better.
The structure of the board consists of the following:
Through-Hole/Via: Via is an element used to insert components on the board. It makes lines for the connection of more than two layers. However, the non-plating hole is to fix the screw during the assembling process. It is suitable for surface mount positioning.
Marking/Silkscreen: This is an unessential structure. Its primary task is to indicate each part’s name and spot frame on the board. This helps to expedite identification and maintenance after completion.
Dielectric: This material serves as the insulating layer of a 28 layer board. Manufacturers use it to bond the layers of a circuit board. It is also known as copper foil.
Conclusion
A 28 layer PCB comprises different layers of coppers. It is a reliable and functional board. The growing demands of compact devices resulted in the advent of multilayer boards. A 28 layer PCB is a great option for applications that require impedance control. Therefore, this board is well-suited in advanced electronic devices.
Sometimes, the struggle that surrounds choosing an ideal laminate material for your PCB design becomes painstaking. Perhaps, it is best understood by those who have designed printed circuit boards before. For instance, what material can work for PCB applications, yet avoid interfering with your PCB attributes?
Typically, your application area will determine and influence your PCB material choice. Regardless of the application, you must become smarter to ensure a reliable, consistent, and thermally stable PCB. It becomes more critical to design a PCB for a high-power application.
So why not forget about your typical FR4 material for a moment and think outside the box? An excellent alternative in the Taconic TSM-DS3M laminate can work wonders. This article will explore Taconic TSM-DS3M material, its attributes, and how it makes your PCB better for your unique application.
TSM-DS3M comes as a trendsetting and thermally stable low loss core. You can already get the picture when you start considering its Df of 0.0011 at 10GHz. It gets fabricated with consistency and predictability of RF4 (glass-reinforced epoxies). However, TSM-DS3M is a unique ceramic-filled (to reinforce) material with a low fiberglass content – mostly less than 5%. It rivals epoxies mainly in the fabrication of large format complicated multilayers.
A TSM-DS3M PCB by design proves ideal for high power areas of application. In such applications, it becomes necessary to ensure the dielectric material of the PCB conducts the generated heat away from other sources of heat. Therefore, TSM-DS3M has low CTE (coefficients of thermal expansion), especially for exerting thermal cycling.
In most instances, you will find TSM-DS3M combined with a fastRise 27 prepreg. With a Df of 0.0014 at 10 GHz, the material combination proves a perfect solution with the least dielectric losses only comparable to epoxy-like fabrication temperatures of 420-degree Celsius. Further, the characteristic low insertion losses can only compare to fusion bonding – where Teflon laminates get melted within a range of 550 degrees faradays.
Why Avoid Fusion Bonding?
Fusion bonding proves an expensive technique. Besides, it also leads to excessive movement of the material. It would help if you also watched out for the extra stress the movement causes on the plated through-hole. In an instance where you want to design a multilayer, the price or cost of poor yields will increase the ultimate cost of the final product. Therefore, we at RayMing PCB often advise alternative materials and parts like Taconic TSM-DS3M. The fastRise component of the material will allow for the sequential lamination of the product – TSM-DS3M at a paltry 420-degree Fahrenheit.
Important Notes to Consider when Designing Your PCB Using Taconic TSM-DS3M
The intended application should rank the highest in the factors you must consider when designing your PCB using Taconic TSM-DS3M. For instance, if you want to use your printed circuit board for RF or microwave application, then TSM-DS3M can become useful. It will ensure that the vital spaces between traces in couplers and filters have little to no movement with temperature due to the low CTE values of the x, y, and z-axis. Additionally, TSM-DS3M can get deployed with low-profile copper foils, which yield smooth edges on either side of the coupled lines.
If you desire variation and yield in copper weights, you should consider registration over numerous layers. Further, copper etching across the panel at times leads to non-linear movements. Consequently, you may end up with a non-registration of some of the pad’s drilled holes, ultimately leading to open circuits.
TSM-DS3M comes compatible with OhmegaPly and Ticer resistive foils. The resistor foil’s stability comes when you laminate at a low temperature, primarily when using AGC’s fastRise family prepreg. Additionally, TSM-DS3M’s intended application entails RF circuitry and thus needs an original electronic manufacturer design validation when intended for digital circuits.
Taconic TSM-DS3M Product Features
It is dimensionally stable and a laminate with low loss attributes
Has a Dk+ tolerance of 2.94 with a plus or minus margin of 0.05
It has a DF of 0.0011
Low Z-axis expansion
Compatibility with resistive foils
Predictable and consistent attributes during manufacturing
Benefits of a TSM-DS3M
Industry-leading PDF of 0.0011 at 10GHz)
A low Z-axis expansion, especially for military areas of applications
In most cases, the dielectric constant’s thermal coefficient gets abbreviated as T, K. However, the dielectric values from dielectric test approaches depend on the specific approaches. T, K proves similar and will rely on an approach that applies pressure with securing or clamping to eradicate air gaps between the pattern cards and dielectric substrates. Whenever you measure it with a fabricated printed circuit board, variations of circuitry patterns (width and length) can get observed. It explains why the PTFE consistently demonstrates a negative T, K.
Another crucial factor encompasses molecular vibrations or interactions that escalate with temperature. It thus results in an increase in dielectric constant (Dk) with temperature. It is a common occurrence with many epoxy-based laminates. For IPC standard approaches, clamping of the samples under pressure tends to prevent the normal expansion of the laminate in the z-axis. As a result, it may not represent the military or industrial application.
Aspects to Consider for Your Taconic TSM-DS3M Laminate
To design, develop, and use a Taconic TSM-DSM PCB, you must understand some basic aspects of the material. It includes storage, handling, layer preparation, lamination, etc.
Storage
If you want your TSM-DS3 material or laminate to stay perfect, you need to store it flat in a clean area and at room temperature. Additionally, the core gets preserved well when stored between stiffeners. It helps avert any unnecessary layer bending. You can use soft slip sheets to keep debris and dust from embossing into the material. What’s more? The storage conditions determine the shelf-life of the Taconic TSM-DS3M laminate.
Handling
The composition of the TSM-DS3M makes it a unique laminate for Taconic TSM-DS3M PCBs. Because of its properties, it becomes crucial to avoid any mechanical scrubbing. You also have to stop picking up the panel horizontally using either side of the edge or end.
Other handling considerations should entail the prevention of contaminant deposits on the copper or material, avoiding any panel stack up – one on top of the other. It is also crucial to avoid mechanically abrading the PTFE surface post etching.
Layer Preparation
It is crucial to acclimatize and scale when preparing the layers for lamination. However, during the actual lamination, you need to follow the set guidelines to ensure a proper and functioning TSM-DS3M PCB,
Final Thoughts
Taconic TSM-DS3M is an excellent laminate material for high-RF applications. However, while picking it in isolation might appeal to anyone, you have to remember that it works in combination with fastRise prepreg for best results.
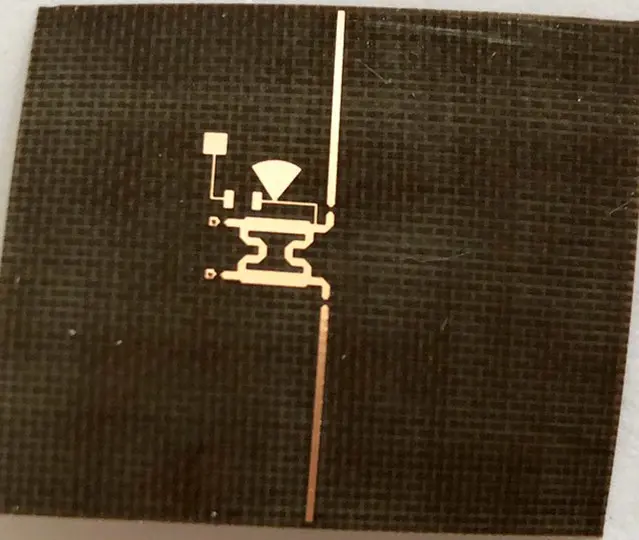
The RF-35HTC is a single-sided, thru-hole plated dielectric laminate with a silver (Ag) surface and aluminum oxide ceramic substrate. The Ag surface on the RF-35HTC laminate provides an effective heat dissipation material. At the same time, it maintains low thermal resistance. This combination makes this product suitable for high-power/high-performance applications. You enjoy this where we would require larger heatsink areas without this board. The RF-35HTC has a pre-expanded copper pad on one side to allow for larger pads on the other side of the PCB. Established manufacturers such as RayMing PCB and Assembly plate this product through a single gold (Au) layer, then exposed and plated on both sides with aluminum oxide (Al2O3). The RF-35HTC board is non-metallic, electrically conductive, and is available in many grades from 15 µin (0.058mm) to 4 in (100mm). This laminate is available in both FR and CFR material types.
Copper Layer Information
The Taconic RF-35HTC surface plating combines an oxygen plasma etch and a tin (Sn) electroplating process. The US industrial standard (AIM) specification limits board thickness to less than 500µin via dry film. We should consider the aluminum oxide “cap” on the RF-35HTC laminate part of the overall board thickness for FR and CFR materials. Then we plate the RF-35HTC laminate with an oxygen plasma etch to pass the surface. Afterward, we plate it by an Sn electroplating process, which provides Ag anodes for the Au plating process.
They plate the RF-35HTC laminate with a tin (Sn) electroplating process. This process builds up the Ag (Ag + Sn2+) anode layer by adding another layer of Ag and Sn to the surface. The final Au layer on this laminate does not contain Ag since we anneal it. However, it does provide both electrical conductivity and a barrier against copper oxidation.
This surface is then exposed to a 400 Watt Oven bake at 50C (122F) to evaporate the Sn, leaving behind Ag. They apply a final Au plate over the entire laminate. You cannot directly bond the AU layer to the Ag layer because of the annealing process, so the Au traces and pads must electrically connect it. This Au layer is then exposed to a passive anneal.
This passive anneal softens the Au conductors, allowing them to “flow” into the grain boundaries of the Ag plating. The Au will not enter the Sn grain boundaries as it is incompatible. This flow creates electrical continuity between the Au surface and the underlying Ag plating.
The final step in this process is a second 400WO bake at 50C (122F). This second bake “evapuates” the Au out of the grains.
The RF-35HTC laminate is a dual-sided double conductive epoxy board. They plate both sides with copper via Ag electroplating. You can accomplish this by creating a copper (Cu) layer on one side and the remaining copper epoxy (CE).
We plate the Cu side similarly to the Tin side, with an Ag electroplating process and a 400WO bake.
After creating the Cu layer, we expose it to a dry film deposition (DFD) to reduce its thickness. This reduces surface impedance, spacing, and cost by reducing the thickness of the conductor. The final step in this process is a second 400WO bake at 50C (122F). This second bake “evaputes” the copper out of the grains.
They then expose the CE layer to a 400WO bake. This process evaporates the CE out of the grains, leaving behind Cu. Then we apply a final Au layer over the entire laminate. You cannot directly bond the CU layer to the CE layer since we anneal it. However, it does provide both electrical conductivity and a barrier against copper oxidation.
The conductivity of the RF-35HTC laminate
The Copper Epoxy Layers are non-metallic, electrically conductive, and are available in many grades from 15 µin (0.058mm) to 4 in (100mm). This laminate is available in both FR and CFR material types.
The RF-35HTC laminate is relatively conductive. However, it will not be an ideal board for high-power applications without a highly conductive surface layer. This is because the RF-35HTC laminate does not have the electrical resistance of a conventional PCB (the “R’ term). However, it has an effective resistance of 100Ω or less. This, combined with the high thermal resistance of this laminate, means that heat transfer and dissipation can be slow. They design this material with this in mind.
Impact Resistance of the RF-35HTC Laminate
The laminate composition is not a very good heat transfer compound. Instead, it is primarily an electrical insulator. To become a suitable heat transfer medium, it must have multiple skin effects. It must also have diffusion layers that increase its conductivity and decrease its resistance (the “T’ term). The RF-35HTC has an effective thermal coefficient of expansion (E) of 6.7×10/°C, an absorption coefficient (A) of 1.0×10/Wm, and a dielectric constant (K) of 0.36 to maximize its heat transfer. To increase this thermal expansion coefficient, the laminate consists of non-brittle materials. It has no voids or voids that will cause buckling or void formation when the temperature increases:
The E value for copper is 5.4×10/°C.
People often denote the effective thermal expansion coefficient for a laminate as E.
Also, we define it in terms of the coefficients for each material in the laminate.
The RF-35HTC through-hole copper thicknesses are 0.00254in, 0.00638in, 0.06060in and 0.125in or 2.54µin, 6.38µin and 12.7µm (0.00255mm, 0.00639mm and 0.06065mm). The RF-35HTC surface layer thickness is approximately 500µin (0.05 mm), 1/97in (1.3 µm) for FR and 400µin (0.04 mm) or 1/96in (1.2 µm) for CFR. It has a surface resistance of 100Ω or less. The entire assembly thickness is approximately 3oz (85g/m).
Benefits of using Taconic RF-35HTC PCB
The key to the low thermal resistance of the RF-35HTC surface is the increase in conductivity resulting from high-quality surface treatments applications. To increase conductivity, we use substrate materials with lower thermal expansion coefficients. We also use special techniques to create through-holes so that conduction can conduct heat transfer.
1. “Best in Class” Thermal Conductivity
The RF-35HTC is the only copper PCB with a thermal coefficient of expansion (E) less than or equal to 5.4×10/°C.
All the other copper PCBs in production use materials with a higher thermal coefficient of expansion. It increases the effective thermal resistance.
2. “Best in Class” Surface Conductivity
The RF-35HTC is the only PCB laminate with a surface resistance of 100Ω or less. Other copper PCB laminates have a higher surface resistance because of the copper thickness. The RF-35HTC laminate has a surface conductivity of 10-12W/mK. It is 30x higher than other copper laminates with similar thermal resistances available on the market.
3. Low Loss Tangent
A PCB’s weakest point is often at the edge of the copper or aluminum layer as it must interface with a device. This interface is often sharp at the copper alloy surface, causing a high angle loss and poor signal transfer. The RF-35HTC tapers along its edges to reduce its thicknesses progressively over its entire surface area. It reduces high angle loss.
4. No Glass Reinforcement
The RF-35HTC is the only copper laminate requiring glass fiber to provide support. This results in a lower thermal impedance. The glass fibers are only helpful for mechanical support. We do not need them for heat transfer.
5. Resists Thermal Oxidation
There are many materials in the RF-35HTC laminate that resist thermal oxidation. To prevent an oxidation layer from forming on the surface of the laminate, we plate it with an As (arsenic) based alloy for a thin base layer. Then, we apply additional surface treatments to further protect against thermal oxidation.
6. High Dimensional Stability
The RF-35HTC laminate has two strong surface layers limiting its dimensional instability at high temperatures. Since these surface layers are electrically conductive, they provide an insulating interface. It increases the strength of the laminate and limits dimensional changes in the copper layer.
We use the RF-35HTC in Aerospace, Avionics, Military/Navy, Medical, and High-Performance Systems. Its use in commercial industries is on the rise due to the significant advances made in its thermal properties. The RF-35HTC was previously not considered for most commercial applications. This is because of its high thicknesses and large thermal resistance (R). However, the Surface Resistance technology has reduced this thermal resistance by up to 50%. It makes it an ideal material for high-performance systems.
Satellites
We use this material for satellites as its thermal conductivity needs to be as high as possible. Its dimensional stability must also be very high. The RF-35HTC is also used in earth-to-satellite applications as it is a highly flexible PCB, and we can laminate it to any shape.
Aircraft
We use the RF-35HTC in aircraft because it has equal or better electrical properties than gold-plated copper laminates. The RF-35HTC is less electrically resistant and more flexible. It allows surface mount applications on curved surfaces without using a flat flex cable.
Military Systems
Due to the increased demand for military systems, from helicopter and UAV platforms, to warships, this material quickly becomes a critical component for military applications. This is because the RF-35HTC’s thermal conductivity needs to limit the need for high electrical insulation. It becomes more important at higher temperatures and in light of increased power dissipation.
High power applications such as filters, couplers, dividers & power amplifiers
We use the RF-35HTC in high-power applications that have rapid power changes. The RF-35HTC material is the only electrical component to handle over 1,000V of DC current. It allows for higher power consumption.
Conclusion
The RF-35HTC laminate is a premium board for high power and high heat applications. However, it does not provide a conventional board’s resistance or heat dissipation. We can use this product in any system with 100% reliability and all components attached to the PCB. It is common for systems requiring USB, Ethernet, analog, or digital signals because only this material will allow that. The through-hole construction of this laminate provides better signal integrity into ultra-thin printed circuit boards. For instance, some mobile phones and small laptop computers.
Battery internal resistance is a critical performance parameter that determines the runtime, power delivery, current capabilities, efficiency and health of a battery. Measuring the internal resistance allows you to analyze battery characteristics and performance for design optimization, production testing or periodic maintenance.
This article provides a comprehensive guide on techniques to measure the internal resistance of different battery types along with the required test circuits and calculations. We will cover:
Importance of battery internal resistance
Factors affecting internal resistance
DC measurement methods
Voltage drop method
Discharge test method
AC measurement methods
Impedance spectroscopy
AC conductance method
Calculations and formulae
Measurement errors and accuracy
Understanding suitable methods to determine the internal resistance will help you characterize battery performance for your application or properly evaluate battery condition during field use.
The internal resistance represents the resistive elements within a battery including the electrolyte, electrodes, active materials, interconnects and separators. The key aspects influenced by the battery internal resistance include:
Voltage drop under load – Higher internal resistance causes larger voltage drops during discharge. This reduces the usable capacity at higher current draws.
Power delivery – Internal resistance dissipates power as heat during operation, reducing battery efficiency.
Runtime – Increased internal resistance shortens battery life before voltage cutoff.
Effective capacity – Usable capacity is decreased due to voltage drops across internal resistance at higher discharge currents.
Current capabilities – Internal resistance limits the maximum continuous or pulse discharge currents.
State of health – Increase in internal resistance over time indicates battery aging or damage. Periodic measurement can gauge battery health.
Design factors – Internal resistance determines required cell configurations to meet voltage, current and runtime targets.
Safety – High internal resistance can lead to battery overheating during operation.
Measuring internal resistance at production or periodically during service life is critical to evaluate these battery performance factors.
What Impacts a Battery’s Internal Resistance?
Many design, material, operational and environmental factors influence the internal resistance of a battery. Understanding these effects allows interpreting resistance measurements and correlating to battery performance.
Battery Design Factors
Electrochemistry – Internal resistance varies significantly between battery chemistries.
Interconnect welds – Weak welds between electrodes and terminals increase resistance.
Operating Conditions
Temperature – Elevated temperatures reduce electrolyte resistance.
Discharge current – Internal resistance can increase at very high discharge currents due to electrochemical effects.
SOC level – Resistance generally increases at very high and very low state of charge.
Cell aging – Gradual increase in resistance due to physical and chemical changes.
Environmental Factors
Extreme temperatures – High or low temperatures increase resistance.
Mechanical damage – Cracks, dents, cause internal disconnects increasing resistance.
Improper storage – Environmental exposure can accelerate aging and resistance rise.
By measuring resistance under controlled conditions, the impact of these factors can be evaluated.
DC Measurement Methods
Internal resistance has a complex behavior based on electrochemical factors. However, it can be approximated by DC measurements under specific conditions using Ohm’s law.
Voltage Drop Method
This simple test involves passing a DC current through the battery and measuring the voltage drop which manifests due to the internal resistance.
Test Circuit
The battery is discharged at a low steady current ITest. A voltmeter measures the terminal voltage V1 without load and V2 under the test current drain.
Calculations
The internal resistance is calculated using Ohm’s law:
The test current should be low enough such that the voltage drop is less than 10% of the battery’s open circuit voltage. Typically 10-50mA per Ah capacity is appropriate.
Pros
Simple and fast to implement
Minimal equipment required
Cons
Only valid at low currents due to nonlinearity
Poor resistance resolution
Discharge Test Method
This test determines internal resistance based on the battery’s runtime under load to a discharge cutoff voltage.
Test Circuit
A constant discharge current load is applied to drain the battery till a cutoff voltage level. The discharge time to reach the cutoff voltage is measured.
Calculations
The battery’s theoretical capacity without internal resistance is:
$$Capacity_{Theoretical} = I_{Test} x t$$
Where ITest = Discharge current in Amps
t = Time to cutoff in hours
The actual deliverable capacity considering resistance is:
AC techniques help overcome some limitations of DC methods and provide more detailed resistance analysis.
Electrochemical Impedance Spectroscopy
This method measures the battery‘s complex impedance over a range of AC excitation frequencies.
An AC signal with varying frequency is applied to the battery and the current response is measured to determine impedance. The real part of impedance provides resistance while the imaginary part reflects reactive effects.
Measuring the impedance spectrum allows separating resistance contributions from different sources:
High frequency region correlates to electrolyte resistance
Mid-frequency region indicates charge transfer resistance
Low frequency impedance represents total internal resistance
An electrochemical impedance analyzer instrument is required for such measurements.
Pros
Provides frequency-dependent resistance behavior
Measures electrolyte, charge transfer and total resistances
Cons
Requires expensive test equipment
Complex testing and data analysis
AC Conductance Method
This method involves applying an AC current signal to the battery and measuring the conductance response to determine resistance.
An AC current of fixed amplitude and frequency is passed through the battery while measuring the AC voltage response. The conductance is calculated as:
$$Conductance = \frac{I_{acRMS}}{V_{acRMS}}$$
The internal resistance is the inverse of conductance:
$$R_{internal} = \frac{1}{Conductance}$$
Typically a 1kHz AC excitation signal is used since it correlates well with the DC resistance.
Pros
Simpler testing than full impedance spectroscopy
Good approximation of DC resistance
Cons
Still requires AC source and measurement capability
Limited frequency-dependent data
Test Procedure Guidelines
Follow these guidelines for reliable internal resistance measurements:
Discharge battery to 50% SOC before testing for best results.
Allow battery to stabilize at room temperature of 25°C ±2°C.
Securely connect test leads to minimize contact resistance.
Apply test currents for sufficient time duration for readings to settle.
For DC methods, use low currents (~50mA/Ah) to avoid nonlinearity.
Take average of multiple measurements for more consistent results.
Size test currents based on battery capacity rating.
Compare similar measurement conditions when tracking resistance over time.
Typical Internal Resistance Values
The table below provides typical internal resistance values for common battery types to provide a reference:
Battery Chemistry
Typical Internal Resistance Range
Lithium-ion (Li-ion)
50 – 150 mΩ
Nickel-metal hydride (NiMH)
100 – 300 mΩ
Lead-acid
1 – 6 mΩ
Alkaline (primary)
150 – 300 mΩ
However, factors like cell size, construction, quality and operating conditions impact the resistance. Consult manufacturer’s datasheets for expected resistance values.
Identifying battery aging and determining end of life
Diagnosing cell damage or deterioration
Verifying battery health after storage, transportation or cycling
Ensuring specifications are still met during service life
Internal Resistance Measurement FAQs
Q: What is the easiest and cheapest way to measure battery internal resistance?
The voltage drop method provides the simplest approach using just a voltmeter and DC load. But it only works at low currents. For a basic measurement, a purpose-built resistance meter is reasonably affordable and simple to operate.
Q: Which provides more accurate resistance measurement – DC or AC methods?
AC techniques like impedance spectroscopy generally provide more accurate and repeatable measurements. However, DC methods can also achieve good accuracy if properly implemented.
Q: How often should I measure battery internal resistance?
For new batteries, measure initial internal resistance as a baseline. Then re-measure periodically during service, such as every 6 months or after certain cycle counts. Check resistance more frequently for batteries exposed to high-stress conditions.
Q: How do I calculate power loss from internal resistance?
Power loss due to internal resistance is calculated using:
$$P_{loss} = I^2R_{internal}$$
Where I is the discharge current and Rinternal is the internal resistance value. This gives power loss in Watts.
Q: What is a normal internal resistance change as a battery ages?
It’s typical for internal resistance to increase up to 2x over a battery’s lifespan. For example, a Li-ion cell resistance may rise from 50mΩ to 100mΩ. Drastic or sudden resistance increases likely indicate a fault or battery failure.
Conclusion and Summary
Key points to remember:
Battery internal resistance determines runtime, capacity, efficiency and discharge capabilities.
DC methods like voltage drop and discharge testing provide simple resistance measurement but have limitations.
AC techniques like impedance spectroscopy give detailed frequency-based resistance analysis.
Test conditions like SOC, temperature, connections and currents impact results.
Compare measured resistance values to manufacturer’s datasheets.
Monitor resistance change over time to identify aging and detect battery faults.
Determining the internal resistance by suitable DC or AC methods allows fully characterizing battery performance to meet application requirements.
If you are anything like me, you can never get tired of designing printed circuit boards. Among the fundamental aspects of PCB design includes your application area. It determines the materials and parts you must incorporate into the design. However, numerous materials can confuse even the best of us at times. Do you use a Taconic RF-30A, an Isola, or something else?
You do not need to worry; we will canvass everything you need to know about Taconic RF-30A, its advantages, application, typical values, etc., to help you decide during your design process.
It is a low-loss dielectric material or substrate with a low-profile copper foil. The low-profile copper ensures stable electrical attributes with enhanced PIMD levels. It also has a lower insertion loss, especially over a range of broadband frequencies.
You also get to enjoy other aspects of RF-30A laminates like lower CTE values, more rigidity which reduces the impact of other factors on the RF components. A crucial aspect of RF-30A entails its peel strength – ½ and 1 oz RT copper. It is crucial to conduct a repeated reflow or rework the entire process. The laminate has an ultra-low moisture absorption rate with a stable loss tangent. It helps in reducing the phase shift in diverse humidity and temperature environments. Further, less dimensional motion or movement adds to the stability phase over a broadband range of frequency.
RF-30A gets its optimization from the ceramic and thus has a low Z-axis coefficient of thermal expansion for an enhanced PTH (plated through-hole) reliability. It also helps ease the fabrication of multilayer electronic circuits. You can always rely on such properties for stable performance (PIMD).
PIMD is an acronym for passive intermodulation distortion in multi-frequency communication systems. PIMD properties get influenced by a variety of factors, including the following: power density distribution, circuit design, cables, connectors, PCB processing, soldering, and base materials. Other equally critical factors encompass worst PIMD performing parts, impedance discontinuities, etc.
However, most PTFE laminates with low-profile copper foils have the best performance. It is, however, crucial to remember that in other applications such as microstrip transmission lines, extra factors influence PIM levels. But RF-30A shows stable PIM performance besides proving less amenable to external influence. It also exceeds the PIM requirements in printed circuit boards with –153 dBc with a CL1/CL1 cladding developed or processed with modern parameters and processes.
Benefits of RF-30A
It has an incredible PIM value in printed circuit boards, especially when measured below –160 dBc
RF-30A PCB has an enhanced plated through-hole quality
It has steady mechanical properties and proves stable at high temperatures and frequencies
RF-30A also has a low moisture absorption rate and an excellent performance/price ratio.
Lastly, it has an incredible peel strength.
Application Areas
You can use the RF-30A in subcomponents and antennas
If you want to design and have your FR-30A PCB fabricated, you must understand what it takes to process the material. It helps preserve its integrity and ensures optimum performance once it gets deployed. So, what processing guidelines should you consider when using a Taconic RF-30A laminate?
Handling
It is crucial to handle the RF-30A laminate with care. The laminate comes very similarly to a typical foil, and thus you must avoid scratching its surface. It is also prudent to avoid leaving your prints (fingerprints) by handling the laminate on the edges without gloves. Additionally, ensure an automatic load where no contamination or damage of the process equipment or unload equipment happens.
Precleaning
Using an RF-30A laminate unburdens you from having to bake the cores before precleaning. Further, baking can result in surface defects, which you will not want to happen. Additionally, micro-etching becomes obsolete as a requirement for roughening the surface. However, for precleaning purposes, RayMing PCB advises using an acid (5-10% sulfuric acid than a neutral to caustic rinse. It is also important to ensure it completely dries.
Resist Application
You must apply the resist material immediately after finishing the precleaning. Here, you can use the tacky roll cleaner, especially removing debris. You can also use dry film or liquid resist in optimizing pressure and temperature for dry films. However, it is vital to reduce the hold time between its application and its expose / imaging (resist).
Imaging
You have to re-scale the Artwork, especially when processing thin cores or/and tight registration. For instance, cores with a CL copper will demonstrate less shrinkage than standard cores. What makes the RF-30A more interesting in this regard includes adjusting the Artwork lines in taking advantage of the superior etch factors. For imaging, you can perform the step wedge, as this will optimize the imaging energy. It also reduces the hold time between imaging/expose and development.
Develop Resist
It allows you to perform breakpoints also adjust the speed according to what you want. For instance, you may need to reduce the Developer’s speed or raise the pH or temperature. The Insure Developer also possesses a regular or consistent cleaning schedule.
Etch Copper
Like the Develop Resist phase, you can perform the breakpoint and adjust the desired speed. However, it may become necessary to slow the stripper or raise the concentration or temperature. Further, the Insure Stripper possesses a consistent cleaning routine.
Automatic Optical Inspection
It is always important for you to process the cores immediately after the resist strip to reduce oxidation. You may also have to incorporate an anti-tarnish to the resist strip. After that, you have to optimize the inspection parameters by ensuring the following.
The CL becomes less reflective besides ensuring the thresholds get adjusted.
Possibility of de-sensitizing ‘dishdown’ channel, especially for the laser-based systems
That the part number designation ‘CL’ remains ‘CL’ to avert confusion on the settings
You standardize a single foil manufacturer as the treatment may vary from one supplier to the next.
Oxide
Begin with an alkaline cleaner before minimizing the micro-etch for this process. Optimize the Dwell Time in the oxide to get the anticipated cosmetics and weight gain. It becomes possible to reduce the time if you want to gain the same weight gain. For a minimum number of scratches, please ensure the right operator training.
Important Points to Note
CL copper offers an array of benefits in manufacturing besides desirable properties for multilayer printed circuit boards. Additionally, you can use the existing processes to consider the CL attributes and adjustments. For instance, micro-etching, oxidizing, and etching times can reduce. Stripping and Developing times can get increased. Hold times can get minimized to avert ‘lock-in,’ and finally, Artwork can require re-scaling besides the spaces/lines needing adjustment.
How does RF-30A Compare with TSM-DS3M and EZ-IO-F?
The most fundamental aspects you can always use to compare and distinguish between laminate products include their dielectric constant (DK) and tolerance, besides their loss factor. So how does RF-30A compare to TSM-DS3m and EZ-IO-F laminates?
Part Name
RF-30A
TSM-DS3M
EZ-IO-F
Loss factor
0.0020
0.0011
0.0015, 0.0014
Dk + Tolerance
2.97 ± 0.05
2.94 ± 0.05
2.80, 2.77 ± 0.05
Final Thoughts
Picking apart can sometimes prove a complicated affair, especially as a beginner in designing and fabricating printed circuit boards. However, understanding the diverse parts, laminates, and their attributes come in handy in picking the correct one. But if you want to design a PCB for a subcomponent and antenna, RF passive components, or PA, then picking an RF-30A laminate or part can work a treat. However, consider all the attributes and values before making your material or part’s decision.
As a printed circuit board designer, you must think ahead to stay ahead of the competition. You do not want to develop a PCB that becomes obsolete shortly after production, considering the heavy investment involved. An excellent way of ensuring this not only entails producing an excellent design or contracting a top-tier manufacturer but using quality materials.
So, have you heard of Taconic EZ-IO-F? This excellent printed circuit board laminate represents the next frontier for PCB materials. It fuses top-level technology with advanced materials to ensure an unprecedented quality of PCBs for diverse applications. Want to know more? Continue reading as we delve deeper to help you understand.
In most cases, the technology and materials involved in fabricating printed circuit boards inform their names. The situation is no different with Taconic EZ-IO-F PCB. It is a type of printed circuit board that uses the thermally stable (EZ-IO-F) composite that derives its existence from nanotechnology, PTFE, and spread weave.
So what makes EZ-IO-F unique? It has nanoparticle silica, ensuring an incredible drill quality that matches the FR4 material. The laminate has a low fiberglass content with a consistent impedance and dielectric constant – all suggested through skew testing.
EZ-IO-F primarily arose for next-gen digital circuitry. However, it also got developed for microwave applications that operate at an ever-increasing frequency (high). Such higher frequencies need a combination of microwave and digital circuitry onto a single printed wiring board (PWB). By design, the EZ-IO-F challenges the finest FR4 material or laminate during fabrication
EZ-IO-F primarily arose for next-gen digital circuitry. However, it also got developed for microwave applications that operate at an ever-increasing frequency (high). Such higher frequencies need a combination of microwave and digital circuitry onto a single printed wiring board (PWB). By design, the EZ-IO-F challenges the finest FR4 material or laminate during fabrication, especially for the more complex 30 plus layer for digital applications.
Benefits of Taconic-IO-F Laminates
You can always benefit from the numerous advantages of Taconic-IO-F material. It not only confines you to enjoying very low skew and nanotech-based PTFE laminate but others as well. It encompasses an incredible drill quality akin to FR4 (a thousand hits/bits). Fr4 registration, low fiberglass content of less than 10%, and a less than 0.18% dielectric constant variation also come as benefits.
Others include:
A stable dielectric constant regarding temperature
Ability to make forty plus layers, primarily on large format printed wiring boards
Hybrid FR4-based printed wiring boards – combining digital and microwave signals.
Defense and space
What about the Skew Testing?
You mostly find skew testing proposing an utmost skew of 0.3 picoseconds per inch besides a skew average of less than 0.1ps/inch devoid of artwork rotation. A 15-degree artwork rotation demonstrates a maximum skew of 0.05 ps/inch plus a skew average of almost zero. However, the skew proves flat over a 1-20 GHz frequency.
Taconic EZ-IO-F Manufacture
EZ-IO-F mostly gets manufactured on top of no-profile copper. However, please note that the most recent ULP copper performs better than rolled copper and consequently acts as the new standard when it comes to high-performance laminates. You can achieve a lot more with rolled copper or ULP copper vs. HVLP.
If you want to achieve a strip-line channel possessing a 5 wt% fiberglass, you must combine EZ-IO-F with AGC FR-28-0040-50S with a DF of 0.0018 at 10 GHz. The AGC contains a non-reinforced prepreg that makes the strip-line properties possible. AGC prepregs (fastRise) come as the lowest commercially available prepregs, which you can then laminate at a 420-degree Fahrenheit, like FR-4.
The EZ-IO-F’s low insertion loss only compares to the PTFE laminate’s fusion bonding – a costly process that results in excessive movement. An excellent example includes operating it at 77 GHz, which compares and competes with every fusion bonding laminate favorably. What’s more, it lacks the challenges and costs common with fusion bonding.
You can obtain EZ-IO-F with a remarkably low-profile resistor foil. Further, the design of the nanoparticle, besides the absence of surface porosity, allows the etching of fine lines (a range of 2-4 mils and spaces)
You need to note that all the values illustrated are typical and not specific for distinctive purposes. Additionally, the values need to get used for single-ply construction.
If you want to design or make a Taconic EZ-IO-F printed circuit board, picking a manufacturer that can source for the specific Taconic EZ-IO-F laminate becomes important. What better place to turn to than RayMing PCB for your Taconic EZ-IO-F laminate or materials? The company will take care of your material sourcing needs and your fabrication and assembly needs. But any other top PCB manufacturer with a demonstrated PCB fabrication history can also source for Taconic EZ-IO-F laminates.
Benefits of Picking the Right PCB Material – EZ-IO-F Laminate
PCB substrates, of which Taconic EZ-IO-F laminates belong, need a careful selection to ensure the PCB designs come off. Because of this, you must consider performance during your PCB design phase for your specific application. Key performance aspects include mechanical and electrical attributes, mainly when your application areas include complicated microwave areas. Therefore, it becomes crucial to ensure mechanical and electrical reliability.
A low thermal coefficient of Dk offers electrical stability, which most engineers or designers who deal with oscillators, delay lines, and filters desire. However, the good news encompasses the fact that Taconic, Rogers, and ISOLA materials prove reliable for high-speed and high-performance applications.
Crucial Aspects to Consider in Picking a Taconic EZ-IO-F Laminate
A very low Z-axis CTE (coefficient of thermal expansion) becomes necessary if you want to get superior reliability, especially for the plated through-hole.
It is also imperative to realize a narrow positional tolerance range to match the Y and X CTE (coefficient of expansion) of the Taconic EZ-IO-F material.
Enhancing the reliability of the surface mount can be realized by limiting the solder joint stress and allowing the PCB laminate to expand. As a result, it will expand to a minimum CTE, which proves beneficial due to the low tensile modulus.
The stable dissipation factor makes it possible for you to understand how and why losses occur. It also helps in understanding their distribution across the operating frequency bandwidth.
Low (Df) dissipation factor
Thermal performance
Skew mitigation attributes
Jitter reduction
Attributes to enhance rise times
Low Z-axis CTE
Conductor loss cutback
How Taconic EZ-IO-F Compares to RF-30A and TSM-DS3M
Taconic has plenty of parts and products valuable in designing and manufacturing printed circuit boards. The EZ-IO-F, therefore, comes as one of the products. But how can it compare to other trademark products or laminates from Taconic?
Part Name
EZ-IO-F
RF-30A
TSM-DS3M
Loss factor
0.0015, 0.0014
0.0020
0.0011
Dk + Tolerance
2.80, 2.77 ± 0.05
2.97 ± 0.05
2.94 ± 0.05
Final Thoughts
If you want excellent PCB material for your printed circuit board design, you need to get a Taconic EZ-IO-F laminate. While picking a Taconic EZ-IO-F material can prove difficult, the insights provided will go a long way in picking your EZ-IO-F material.
The physical construction of printed circuit boards has changed drastically over the years, not just because of how they look. Photolithography is a process that uses ultraviolet light to etch the pattern on the surface of silicon wafers. We can only do this by using a specific combination of chemicals, making it expensive and challenging to create large-scale PCBs at scale. Keeping their size small allows electronic components like semi rigid PCBs to move through water and air without impedance or damage easily.
Electronics are becoming increasingly small and powerful. Yes, they are even miniaturizing batteries and using less power. And technology continues to change the way we live as well as work. However, there is a concern that we can no longer trust electronics without a PCB. But what is a PCB? A PCB or Printed Circuit Board stands for the electronic circuit board. It can build circuits in gadgets such as smartphones, watches, airplanes, and cars, among other things. We can see it as the brain of a device from which we can connect all its components. The PCB is best for being rigid and gives precisely what’s needed to build gadgets in a uniform and stable manner.
The good thing about this circular layout is that we can use the internal structure of the PCB to build other components like LCDs and speakers. It makes it easier for electronic device manufacturers to create products for electronic users. So, with the development and improvement of bendable circuit boards, there’s no more room for other devices. The belief is that these devices are relatively inexpensive compared to older gadgets and much simpler to use. It’s now becoming popular among people. This is because electronics manufacturing can become more budget-friendly when making PCBs. We can also use electronics in a wider range of products. Therefore, electronics companies are now also investing in this field as well.
PCBs are boards with conductive wires in a single layer, the single most crucial component of your entire device. We will connect all other components to this PCB. This makes it easier to bring all your components together because of the PCB’s good layout and design. It is also lightweight and easy to carry. With the use of a PCB, there is also less problem setting it up.
PCBs are now being helpful as flexible as well. Electronic manufacturers can now use the same materials to build bendable circuit board. It also makes it more pliable, light, and effective for solar cells, batteries, and touch screens, used more often in newer devices. This will allow users to achieve quicker performance and make electronics slimmer. Thus, it makes it harder to build with other parts of the gadgets.
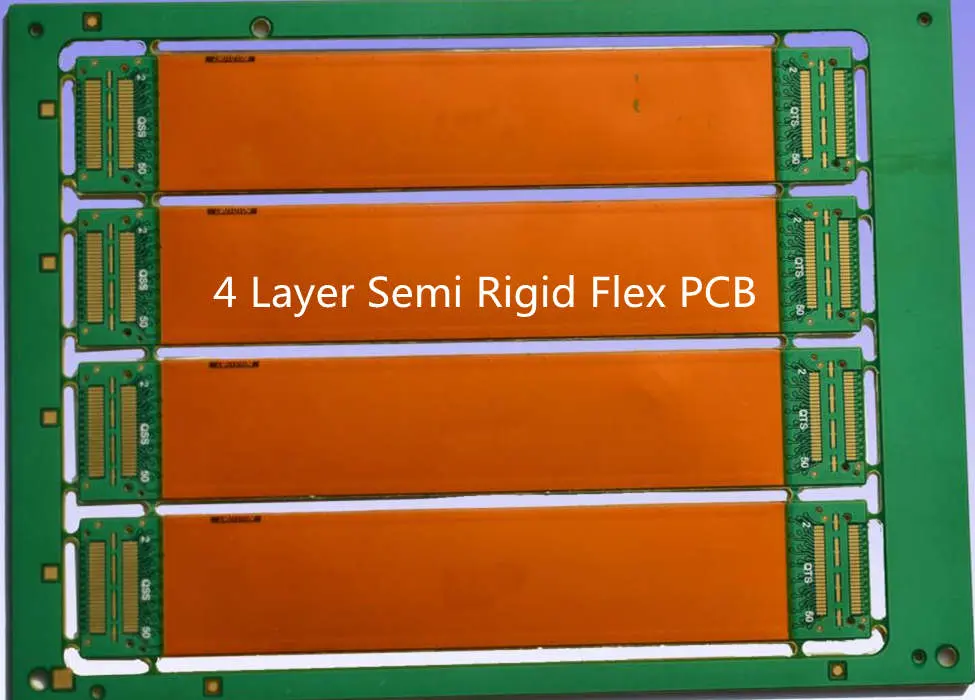
A semi rigid-Flex PCB is a flexible PCB with the flexibility and rigidity of a rigid PCB but has an external look, feel, and function of a rigid PCB. Manufacturers make the semi-rigid layer of polyethylene terephthalate (PET). It is one of the most common materials used to build flexible PCBs. PET’s main advantages are its flexibility, transparency, and toughness. They separate the semi-rigid layer with a rigid core of either FR4 or Rogers RO4003. FR4 is a glass fiber laminated circuit board material used for the PCB core. RogersRO4003 is the other commonly used PCB in producing semi rigid-Flex PCBs.
There are two types of semi rigid-flex: High Touch and Low Touch
They are flexible, transparent, and challenging. This semi rigid-flex PCB displays the LCDs and touch screens on most gadgets. It’s made of PET laminated to a rigid surface using either FR4 or Rogers RO4003. We commonly use it in devices that require flexibility and lightweight, such as tablets, smartphones, etc.
Low Touch Semi Rigid-Flex PCBs
They are flexible and tough but not transparent. We prepare it the same way as the High Touch Semi Rigid-Flex, but instead of being transparent, it is black. We use this type in devices that require less flexibility but durability, such as home appliances, smartphones, etc.
Both semi flex PCBs are durable and easily soldered together. This is especially with a low-temperature soldering iron. Solderability is one of the main factors that make these two durable and long-lasting electronics devices.
Most of the time, we use semi rigid-flex PCBs to build a device with the same function as a rigid PCB but with a different external look. Therefore, electronics need semi rigid-flex PCBs for their devices. The use of this kind of PCB will allow companies to create products and gadgets that we can use for almost any electronic device.
Advantages of semi rigid-Flex PCBs
It offers a plethora of advantages. First is the user-friendliness of the PCB. They are always lightweight, flexible, tough, and pliable, making them a lot easier to carry around and use. They also have an easy time setting them up on a board because of their lightweight, thinness, and flexibility. We can also use Flexible PCBs in building flexible devices such as solar cells, touch screens, and batteries. These are the main reasons electronics need semi rigid-flex PCBs for their products.
1. Reduced Packaging Size
When using semi rigid-flex PCBs, we will reduce the overall size of the finished product. Because of its greater versatility in its application. Since they’re flexible, they will allow electronics manufacturers to reduce their packaging sizes without compromising on the quality of the final product. When it comes to pricing, it’s cheaper compared with rigid PCBs while providing the same function. Semi rigid-flex PCBs are also easier to work with, making them more cost-effective for electronic manufacturers.
2. Weight Reduction
Semi rigid-flex PCB is best to be lighter compared with rigid PCBs. This is a great advantage for manufacturers because it allows them to reduce the weight and size of their products. With less weight and size, the product will also cost less. We can pass this on to their customers. Also, since it’s more lightweight and flexible, it will make using the finished products easier.
3. Improved Flexibility
Flexibility is one of the main benefits of using semi rigid-flex PCBs in products. Because it’s flexible, we can use it in many different applications. This means that manufacturers will have more jobs. They can use their products because it’s both flexible and tough, allowing them to develop devices with a lot more functionality.
By using semi rigid-flex PCBs, devices can have more dynamic stability. This will allow manufacturers and developers to build many more versatile products that provide high-quality performance. The PCB can also stretch, which means we can use it in many different applications.
5. Thin Profile
When it comes to performance, a thin profile is one of the essential things in devices today. We are building most of them smaller and smaller to fit inside pockets. The semi rigid-flex PCB is a lot thinner compared with rigid PCBs. This makes it easier to fit into devices, making them very light. Manufacturers need to keep their products as light and small as possible to minimize their overall weight. It will lower the cost of the finished product. We can use it in devices of extremely small size, such as smartphones, PDAs, digital cameras, etc.
6. Cost-Effectiveness
For electronics manufacturers, semi rigid-flex PCBs are cheaper than the rigid type. Manufacturers can then pass on this affordable price to end-users. This will make semi rigid-flex PCBs more popular among buyers because they provide better value for their money. Semi rigid-flex PCBs will also save them from developing extra work due to their lightweight and flexibility.
7. Environmental Friendly
Semi rigid-flex PCBs are environment friendly. Because it’s so lightweight, the products containing semi rigid-flex PCBs will be a lot lighter than other electronic devices that use rigid PCBs. This means it won’t require a lot of energy to carry, install and transport them. Also, semi rigid-flex PCBs are flexible, making them easier to recycle and repair. This is a great benefit for manufacturers because they can keep their products clean and pollution-free, helping the environment.
8. Ease of Use
Semi rigid-flex PCBs are a lot easier to use than rigid PCBs. Because they are flexible, there will be fewer cases of damages. This is because they’re pliable so that they can easily bend or twist due to accidental drops or bumps. They will also be easier to install and set up in devices since they can easily fit into tight corners because of their flexibility and thinness.
9. Impact resistance
Being flexible, semi rigid-flex PCBs are immensely impacting resistant. Even if it gets stuck, dropped, or bumped, it can still keep its original shape. This is unlike rigid PCBs, which are more prone to breaking when accidentally damaged. Since we hold the microchips and components in semi rigid-flex PCBs together by flexible solder bumps, they can be bendable PCB. The PCB will remain intact even when dropped or bumped because of this stronghold.
Nowadays, flexible PCBs are being used a lot in fabricating flexible electronics. We use them so much because they can be extremely tiny and thin, making them easy to incorporate into a wide range of applications. Today there are numerous types of semi rigid-flex PCBs that you can choose from to meet the needs and requirements of your application. However, before designing these semi rigid-flex PCBs, you must consider several factors that will affect the design process, such as:
1. Stiffeners
Stiffeners can provide a lot of strength and support to your semi rigid-flex PCBs. The stiffeners are usually copper or steel, which you will use to create your design. You can also use different materials like a crosshatch for the stiffener. It will help minimize the amount of deflection that occurs when there is an impact on your semi rigid-flex PCB.
2. Bending Requirements
Before designing your semi rigid-flex PCBs, it’s essential to consider the bending requirements that are helpful in the industry. The bending requirements can be a great help when designing your semi rigid-flex PCB. This will allow you to determine how the semi rigid-flex PCBs will bend. You can either use an inspection machine for this or use bend test equipment to check out how much deflection occurs in your design.
3. Mechanical Design
This can be an essential factor you must consider when designing your semi rigid-flex PCBs. It will help determine how your semi rigid-flex PCBs will bend. If you are using the conventional mechanical design procedure, you need to design the semi rigid-flex PCB to bend in a controlled manner. You must also consider the amount of deflection when bent and how much bending resistance occurs.
4. Solderability
The soldering process is an essential factor that you must consider when designing your semi rigid-flex PCBs. You will need to make sure that the solderability of your semi rigid-flex PCBs is not affected in any way. Also, when placing the components on the board, you must solder them to not interfere with the bending and flexing of the semi rigid-flex PCB.
5. Electronic Design
This can be an essential step you must take when designing your semi rigid-flex PCBs. You must make sure that the electronic design for the semi rigid-flex PCBs is correctly designed and not misdesigned. It will enable you to achieve your desired result. It would be best to consider how much power the semi rigid-flex PCB components require and their operating temperature range.
Below are a few tips that can help you in the design and creation of rigid-flex PCBs:
There are a lot of factors that will determine which semi rigid-flex PCBs you will choose. These include the level of flexibility, compatibility, material, and finish. The best way is to determine the application you will use to determine what you need.
1. Evade Pads & Vias at the Bend Zones
The semi rigid-flex PCBs will be more vulnerable to damage if they have excessively large and deep via holes. A good tip is to avoid these areas as much as possible in the design of semi rigid-flex PCBs. This will ensure that there are no excessive cuts or holes. It will also help improve the bond strength on their microchips and components. This prevents them from violation when bending the semi rigid-flex PCB and making it weak.
2. Make Use of Glass Passives
There are a lot of advantages that we can derive when using glass passives when designing semi rigid-flex PCBs. This is because it is an excellent insulator. It will also help protect the semi rigid-flex PCB from damage when accidentally dropped or bumped. There are a lot of advantages that we can gain from using glass passives in semi rigid-flex PCBs. These include:
It helps to keep the semi rigid-flex PCB cool even when used in devices with a high-power demand. This allows the microchips and components to remain stable. Also, it will enable them to be more flexible, reliable, and durable.
It prevents the semi rigid-flex PCB from bending too much when accidentally impacted or damaged.
3. Avoid Putting Too Many Connectors
It is best to leave a minimum number of connectors on semi rigid-flex boards with passive components. This will help reduce their weight and improve their flexibility and ease of installation. It would be best to place the connectors in areas where the board can easily access the flexing. This will avoid the need to solder them at a future date, allowing you to have more flexibility with the design.
Also, it would be best if you placed your connectors in a position where they will not interfere with the bending of the boards.
4. Use the Hatched Polygon when it comes to Copper Planes
If you are using copper pads for the semi rigid-flex PCB design, it is best to place them on a very large and broad EPP surface. This will help to improve their solderability when soldering. This will increase the bond strength and help ensure no cuts in the semi rigid-flex PCB during bending.
5. Ensure Empty Regionsare full withUnwanted Copper Traces
If you are using semi rigid-flex PCBs in mobile and consumer electronics, the need for small passives may affect the board’s overall weight. In this case, it is best to fill up all empty spaces with additional copper traces and vias. So, there will be a minimum amount of space for the semi rigid-flex PCB, which will give it a more stable structure and make it easier to bend.
6. Use Oblique Angle for Connectors
The use of oblique angles is an excellent way to reduce the resistance by half. This is because they are not perfectly perpendicular, so they will avoid selling them later. After designing your semi rigid-flex PCB, you can now design the rigid parts using Altium Designer. When designing the rigid parts, you must make sure they fit with your semi rigid-flex PCB.
Most companies manufacture all PCBs to be flexible. To state this differently, they engineer the PCBs to withstand certain levels of bending and twisting. They do not design the boards for extreme flexibility or extreme rigidity. The classification depends on the end-use of your PCB. Besides its primary use, one can engineer a flex PCB to fold or roll.
In general, flex PCBs classification includes:
1. Class 1
These are single-sided boards that are either plain or may contain special layers. They can bend just slightly, but we cannot roll them.
2. Class 2
These are double-sided boards with a rigid core surrounded by a thin layer of copper and laminate layers on both sides. Generally, we design this PCB for bending in one specific plane, like bending around the corners of a box, for example. We can roll flexible PCBs under this category but not folded because the rigid core bends when rolled.
3. class 3
We refer to multilayer flexible PCBs with special layers as “flip-chip” PCBs. These single-sided boards have one rigid layer and a flexible laminate layer on the other side. They can bend straight or roll but not fold.
4. class 4
We refer to specialized flex PCBs such as cards, backplane, and customized designs as “flexible” PCBs. They can bend in multiple directions to fit many applications like flip-chip, saddle, and half-layers
5. class 5 and 6
These are flexible laminate PCBs that are “half sheets” or “double-sided.” They contain rigid and flexible layers processed together. The degree of bending is greatly restricted and can bend in only one direction so that the maximum bending radius is about 8 mm.
6. class 7, 8, 9
These are special types of flex PCBs designed for specific applications like drones, military aircraft, and automotive electronics. Most manufacturers design them to withstand very high bending or twisting, and they do not intend to use them as flexible PCBs.
Flexible PCBs require special attention when designing rigid components. There are two reasons for this:
(1) The components like connectors can easily bend out of shape,
(2) Most connectors, pins, vias, etc., have thin walls that can easily break or bent during the design process.
There are many applications where companies use semi rigid PCBs to fit in space constraints and be very flexible. These include automotive electronics, medical devices, wearable electronics, and cell phones. Most of these use the flip-chip method to create the individually designed semi rigid board.
To manufacture a semi rigid PCB flex, the PCB component manufacturer must follow some steps like:
1. Making a small custom board
2. Making this small custom flexible PCB component
3. Mating these two together
In this way, we can have a nonflexible (rigid) part in semi rigid (flexible) PCB.
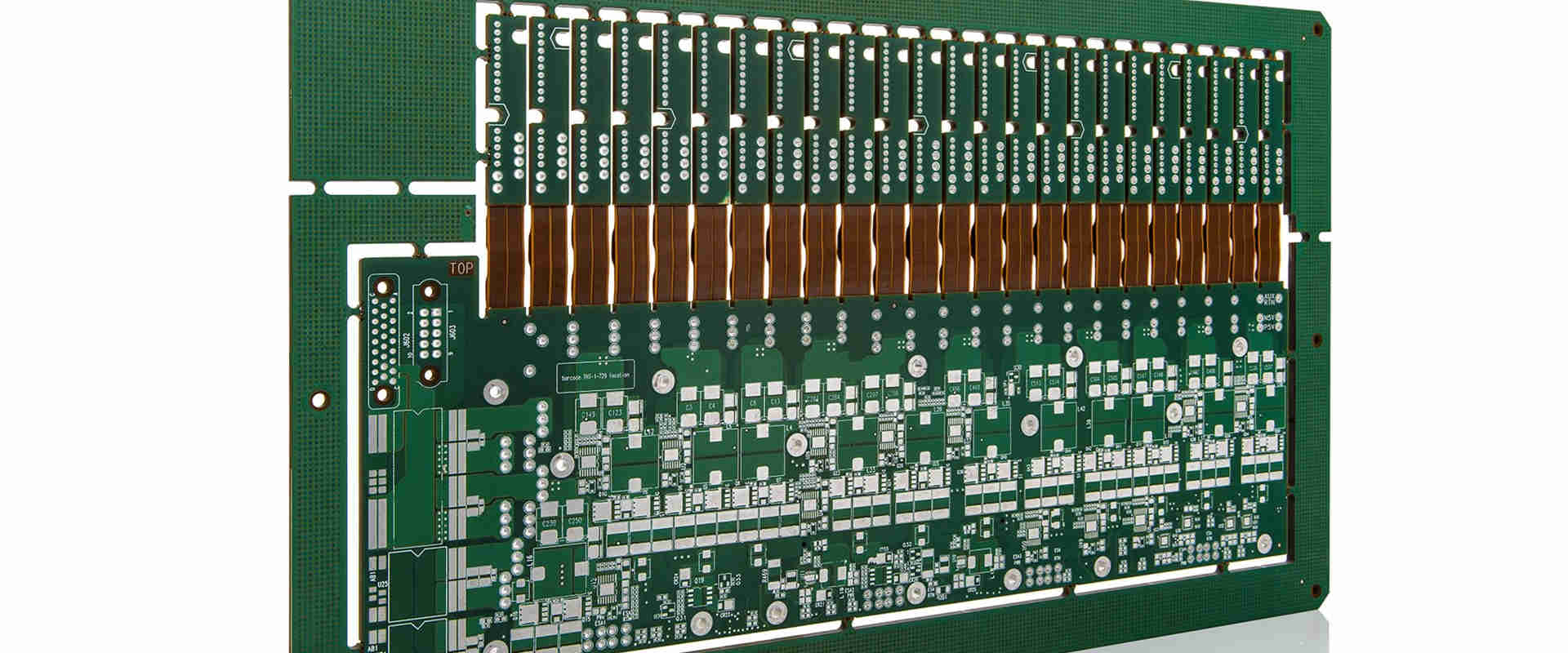
Below is a detailed diagram of semi rigid PCB process.
We make all semi rigid PCBs of three parts: solid core, laminate, and laminate on both sides. The laminated sheet only provides the lay-flat feature. They can make these components from FR4 or FR5 material by adding several layers of copper to the board. This makes the board stiffer and more resilient to bending. We make the core of the semi rigid flex PCB using a rigid material like epoxy, glass-reinforced thermoplastics, glass-filled nylon, or metal-filled nylon.
Semi Rigid flex PCBs are so versatile that we can use them in different automotive electronics, medical devices, wearable electronics, and many others. They can also be easily processed on a standard manufacturing line or a design service provider and are significantly cost-effective when the time to market.
Flexible PCBs are essential in various applications such as automotive electronics, medical electronics, wearables, and many others.
They can also be easily processed on a standard manufacturing line or a design service provider and are significantly cost-effective when the time to market.
Conclusion
Though flexible PCBs are helpful in almost every electronic device, they are still not perfect. This is because semi flex PCBs will surely be better versions of both the rigid and flexible PCBs in the future and thus more widely used. Since electronics are becoming more powerful, less expensive, and futuristic, allowing them to become more common for a wider range of products, there will be no doubt that the electronics industry will use semi rigid-flex PCBs. It seems like they are here to stay. So, with the development of semi rigid-flex PCBs, there is no doubt that electronic devices will become more powerful and better.
Do you know what a thick copper PCB is? In this guide, we will enlighten you on both the advanced and basic concepts of thick copper printed circuit boards. Reading this guide is very necessary before you go ahead to import or fabricate thick copper PCBs. This will make you an expert in the field. Before we go into details, let’s first learn what PCB is.
What is a PCB?
The full meaning of PCB is printed circuit board. This holds electric components on one platform, while offering electrical connection and structural support to the components.
Printed circuit boards decrease wire connections’ complexity, while increasing the circuit’s reliability. This allows large circuits to be created, and having this ability to link many electronic components having different functions.
Furthermore, the printed circuit board gets rid of wire complexity. It achieves this by connecting the components internally via etched conductive paths or lines.
The application of PCBs is found in various electrical equipments such as industrial machines, medical equipment, automotive industry, lighting features, and electrical appliances of different industries
Thick copper printed circuit boards contain a copper material having over three ounces for each square foot and utilized in the carrying of loads with high current.
You’ll discover that the copper material’s thickness utilized in this type of PCB falls within the range of 105 – 400 µm. Furthermore, thick copper printed circuit boards have the ability to sustain dissipation at high temperature while offering firmer connections.
In addition, this property for thermal management ensures that the thick copper PCB gets rid of thermal stress.
What is the Thickness of 5oz Copper?
In the industry of printed circuit boards, one way of expressing the thickness of copper on printed circuit boards is in ounces (oz). Now the question comes – why utilize a unit for weight in specifying thickness? Good question.
Now if copper of 1oz (approximately 28.35g) is flattened just to cover a surface area of 1 sq ft (0.093 sq meter), then the thickness that will result is 1.37 mils or 0.00348mm. Therefore, for the 5oz PCB, you should expect a thickness of 6.85 mils or 0.1740mm.
Benefits of Using 5oz PCB
Now using a thick copper PCB of 5oz, features some benefits. With this, you can use thick copper printed circuit boards in some applications.
Helps in conducting large amounts of current
With this feature, thick copper PCBs are useful in machineries or equipment having large capabilities for current like heavy machinery used in industries.
Distributes Dissipated Heat in an Impressive Manner
The 5oz PCB has great efficiency in managing thermal energy, as well as enabling the reliability of its performance. They will work fine in high temperatures and you won’t find any slack in its level of performance. In addition, this feature allows its use in any high power equipment and machinery.
Great mechanical strength
5oz PCB offers its components great foundational support, thereby making these components functionally dependable and firm. This means that it provides great support structure.
It is very compatible with some other materials
During the manufacturing of PCBs, there are other materials useful for the process of fabrication. The use of different materials could lead to compatibility problems, which leads to failure in these components. However, with 5oz PCB, there are reduced instances of these failures. This is due to the high compatibility of 5oz PCB with different materials.
5oz PCBs can serve as a very efficient option when we talk of managing the generation of heat during the process. Why this is so, is that a 5oz PCB can hold large amounts of current, and still deposit excess heat safely.
Furthermore, you will discover that your 5oz design must deliberate on your applied system’s needs. Therefore, the following are elements of design that you must emphasize.
The component’s spacing on the printed circuit board
Dimensions necessary for your PCB
Types of components you should accommodate on the printed circuit board.
Process of Fabricating 5oz PCB
You can fabricate the 5oz PCB, by the application of copper layers into the substrate.
Because copper is known to be electrically conductive, you will get a path that is conductive enough for the transfer of electric current between the components.
With respect to the application, you must consider elements of design such as type of component, spacing, and size, before you begin with the process of fabrication.
This process involves cutting the pattern into a specific surface before the highlighting of the pattern. In this case, you will pattern the conductive path’s design to the substrate. You then fill up this cut pattern with molten copper.
Plating
This has to do with adding the deposits of a material’s surface with another. You also apply this process when fabricating 5oz pcbs. Here, you deposit the copper to the substrate working with the design of its conductive path.
Concerning these processes above, you perform them on the substrate. This is achieved by making use of sidewalls, as well as holes using printing screens.
It is possible to design a 5oz PCB. This is possible using computer-aided softwares. You will find these softwares easy to use in both industrial labs and academic halls. This allows you to develop your desired PCB designs elaborately.
The softwares can either be web-based or OS-based. This software is useful in designing the diagrams of the circuit, as well as editing them schematically. Furthermore, some software offers simulation, which allows users to both export and import the desirable features into the layout of your PCB.
In addition, some permit the visualization of 3D design, coupled with allowing the incorporation of all the components of your circuit into your design. You can achieve all these from anywhere, as these softwares support different languages.
Conclusion
You can produce 5oz pcb either through plating or etching. This pcb also comes with different benefits, which makes them come with high demand. As a result of its great benefits and features, 5oz pcb will surely meet your electrical demands and requirements.
The Xilinx boards are a magnificent piece of hardware from Xilinx designed for the latest FPGA technology. They are a multipurpose board that meets the ever-changing needs of FPGA users. It comprises two different models, the extended Spartan 3A and extended Spartan 3AN.
The electronics industry is moving fast towards the chip-to-chip connection using FPGA technology. The Xilinx boards provide access to both the onboard and expansion ports for easy integration with other chips. The boards have a serial flash memory for the nonvolatile storage of data. Additionally, it also has a flash memory operating in SPI mode that is accessible from the onboard USB port. The boards support the standard and extended Xilinx configuration programs and data files for different FPGA chips.
The boards support a wide range of FPGA architectures. For instance, 20,000 physical logic cells (10Mbit) – 4k x 16 general-purpose logic (gpl) cells – 10k x 32 gpl cells (2x16k bit).
The Xilinx boards are perfect for the lowest power, maximum performance FPGA. They provide a fast and flexible interface for all types of applications. The Spartan 3A is ideal for designing custom FPGA chips in small and medium-sized. We can configure them either standard or extended during the hardware setup. As a result, most people use it in instrumentation and control applications. For instance, digital oscilloscopes, multifunction I/O test equipment, or high-performance computing platforms.
The Spartan 3A is for users who want the simplest and most cost-effective FPGA from Xilinx. It has 12 digital input/output pins. The Spartan 3A is ideal for programming the FPGA chips in an embedded design.
The Spartan 3A has two onboard antennas that we can use in wireless communication systems like Bluetooth, ZigBee, and Wi-Fi (802.11).
Extended Spartan 3AN
The Xilinx boards extend the capabilities of the Spartan 3A to include one more memory configuration. An extended memory configuration.
The extended memory comprises four zones with configured-on-board flash, SPI, and Serial Peripheral Interface (SPI) memories. The Spartan 3A’s onboard flash memory has a capacity of 4k x 16 bits with a fast cycle time of 2ns. So, the SPI flash has a capacity of 32k x 16 bits with a fast cycle time of 2ns. The onboard flash is essential in storing configuration data for standard memory configurations. The onboard flash is also accessible from the host computer USB port for programming purposes.
The extended memory is also accessible from the host computer USB port for programming purposes. The SPI flash is essential in storing configuration data for the extended memory configurations. We also use the SPI flash as nonvolatile storage and can reprogram it using Xilinx’s software for configuration and data updates. The SPI integrated into the Spartan 3A can communicate with off-chip memory or other devices over various applications. For instance, personal digital assistants (PDAs) and mobile devices, phone handsets, etc.
History of the Xilinx Extended Spartan-3A/AN FPGA Boards
xilinx-spartan-6-fpga-tutorial
The Xilinx is an American-based multinational company that is one of the largest suppliers of FPGA and software for technology globally, with more than $1billion. It has been in operation for over 40 years, and its market capitalization exceeds $9 billion.
Ross Freeman founded the company in October 1983, along with Bernard Vonderschmitt, formed Xilinx Inc. The corporation’s headquarters are in San Jose, California. The company was formerly known as MOS Technology Inc. up until their name changed to Xilinx in 1998. The Xilinx boards are available at a nominal cost from several distributors, including Digi-Key.
It is almost certain that the boards are available to the public domain through resellers. Still, there are no technical specifications or files found anywhere on the Internet for these devices. People widely use boards in many industries. For example, aerospace and defense, automotive and transportation, energy, and natural resources. The company is constantly competing with Altera Corporation in the FPGA industry.
We can use the Xilinx boards to program an FPGA chip in a variety of configurations. The boards provide the easy programming of the FPGAs via a USB cable. Additionally, the board has serial flash memory for the nonvolatile storage of data. Top users of these boards include RayMing PCB and Assembly.
Features
Xilinx FPGA boards are available in a wide range of configurations. The latest addition to the Xilinx family is the Spartan-6, which offers 12 digital input/output pins. As a result, the board has two onboard antennas that we can use for wireless communication applications like Bluetooth, ZigBee, or Wi-Fi (802.11). Common features include:
On-Board Flash Memory:
The onboard flash memory helps in storing the configuration settings for the FPGA board. This storage function helps set up the FPGA board at different locations. It helps maintain the continuity of much data when plugging another unit into a system. The Spartan-3A’s onboard flash memory has a capacity of 4k x 16 bits with a fast cycle time of 2ns. The SPI flash has a capacity of 32k x 16 bits with a fast cycle time of 2ns.
On-Board Antennas:
We can use the two onboard antennas with the FPGA boards for wireless communication applications like Bluetooth, Wi-Fi, or ZigBee.
Xilinx is one of the major players in the FPGA industry. It makes it possible to have all their products available at a nominal cost from numerous distributors, including Digi-Key.
Clock Sources:
The Spartan-3AN board has a clock source that we can use with the FPGA for synchronizing with another hardware or software program. The FPGA has a clock input and output, which is very important in the operation of many applications. The Spartan-3AN board has a Real-Time Clock (RTC) to help maintain the system’s time and date. This helps in synchronizing the FPGA with another hardware or software program.
The programmable logic blocks can install complex functions using the hardware description language. The programmable array logic and the programmable logic devices perform complex logical operations. These two types of circuits are also known as field-programmable gate arrays. They help customize the circuit function.
Character LCD Screen:
The LCD screen is a very useful tool for a technician to use. We can use it to verify the programmed design and provide a visual representation of the FPGA data. The LCD screen has a specific band that we can be program using the software. The user can display various configuration settings, clock values, fault values, and other information.
Network Interface:
The Spartan-3AN board has an onboard network interface to help connect with other network devices such as personal computers or servers. We can connect the board to a network using a 10/100 Mbit Ethernet LAN interface, commonly used for networking.
USB Interface:
The Xilinx board has an onboard USB interface that makes it easy to connect with other peripheral devices using USB cables. We can use these cables for synchronizing data between two devices. This feature is convenient for transferring data between the flash memory and the computer’s hard drive or vice versa.
Power Source:
The Spartan-3AN board uses a 7 V to 16 V power supply system. It makes it adhere to all electronic test equipment (ETE) and can power up/down and loading/unloading memories.
VGA Display Port:
The Xilinx board has a VGA display port connected to the host computer using the video adapter. The video port is an interface that connects to the VGA display. It does it through technical standards for digital data transfer, such as DVI, HDMI, DVI-D, and others.
Dual UART:
The Xilinx board also has a dual UART with two channels, which can communicate with the host computer using serial port communication. The UART is an interface that we can use for asynchronous data transfer from one device to another. For instance, from the computer to the Xilinx board or vice versa.
Xilinx Extended Spartan-3A/AN FPGA Boards design
The Xilinx extended Spartan-3A/AN FPGA boards design makes it easy to create a custom design. The user can use the embedded Logic Analyzer, and the onboard debug probe to find out why their design is not working as desired.
The Xilinx FPGA board comes with a Spartan-3AN FPGA, which one can reprogram using a computer and Vivado Design Suite software. The user needs to use the programming software to connect with the Spartan-3AN board through a USB cable.
The Spartan-3AN FPGA has more than 1,000 digital and analog inputs and outputs. There is also a VGA display port and an onboard network interface, connecting with other servers or personal computers. We can use the onboard flash memory of the Xilinx board for storing data of more than 1MB. The Spartan-3AN board also has a PAL and a PLD to implement complex functions in the digital world.
Some of the advantages of using the Xilinx Extended Spartan-3A/AN FPGA Boards include:
1. Performance
The Xilinx Extended Spartan-3A/AN FPGAs provide high performance, which we can enhance using a clock source. The FPGA has a clock input and output, which is very important in the operation of many applications. These boards have a fast cycle time of 2ns. Compared with the Spartan-3A, this board has eight digital inputs/outputs and six programmable logic blocks. The user can implement complex functionality using hardware description languages (HDL).
2. Customizable designs
We can customize the Xilinx extended Spartan-3A/AN FPGA boards using the hardware description language to fit the user’s design criteria. The user can create complex designs using this board, which we can then implement into their system. All the standard elements present in a Spartan-3A/AN FPGA are also present in this board. These include flip-flops, D-type latches, and a DSP48E1 processor. The flip-flops can create stable circuits, while we use the D-type latches to store multiple data bits. The user can also create more complex designs with the help of loopback paths, which are present in these boards.
3. Cheap
The Xilinx extended Spartan-3A/AN FPGA Boards are very cost-effective. It makes them easy to obtain and implement in commercial applications. The user can get several boards cut for a fraction of their cost without compromising on the performance. The extended Spartan-3A/AN boards are also reprogrammable, making it possible to use the same boards multiple times.
4. Support for older Spartan FPGAs
The Xilinx extended Spartan-3A/AN FPGA Boards support an older Spartan family of FPGAs as well. This makes them cost-effective for users who may not wish to change their boards manually, even if their FPGAs require upgrades. The Xilinx extended Spartan-3A/AN FPGA boards can upgrade older Spartan FPGAs and make them compatible with newer features.
We can expand the Xilinx extended Spartan-3A/AN FPGA Boards with more digital inputs and outputs. It expands the functionality of the current board. One makes this possible using IC sockets on these boards. The user can create an entire system of their own with the help of these boards.
6. Multiple options for programming
We can program the extended Spartan-3A/AN FPGA boards using several preferred options: USB, Ethernet, and clock lines. The onboard flash memory makes it possible to store data that we can retrieve at any time using any of these options. This offers the user great flexibility when deploying their designs into real systems.
7. Availability of FPGA design software
The Xilinx extended Spartan-3A/AN FPGA boards come with several pieces of software that we can use for programming the user’s designs. These include Xilinx ISE, the industry standard for HDL programmers, and development systems for different programming languages such as VHDL and Verilog.
8. Low power consumption
The Xilinx extended Spartan-3A/AN FPGA Boards provide low power consumption compared to the usual FPGAs. We can attribute the low power consumption of these boards to their architecture. It does not perform as many operations as other boards. This makes them ideal for places where there is a problem with excess heat and noise, such as factories and data center environments.
9. Education
The Xilinx extended Spartan-3A/AN FPGA Boards are excellent for educational institutions. Especially for students learning about FPGAs. We can use these boards to create exciting designs that the user may deploy in the future. The user can also learn more about HDLs. It will increase their knowledge of hardware-oriented programming languages.
Limitation of Xilinx Extended Spartan-3A/AN FPGA Boards
The Xilinx extended Spartan-3A/AN FPGA Boards have several limitations as well:
1. Compliant with ISO 26262
The Xilinx extended Spartan-3A/AN FPGA Boards only comply with the ISO 26262 specification. This means that we cannot use them in disaster and industrial systems. The user will also need to ensure that they mount the board safely, verified beforehand before deployment.
2. Low-quality I/O pads
The Xilinx extended Spartan-3A/AN FPGA Boards use low-quality pad patterns. It is incompatible with specific operating environments. The pads can short circuit, which can cause severe damage to the board and the system.
3. High power consumption
The Xilinx extended Spartan-3A/AN FPGA Boards have a high-power consumption of 300 mW. It makes them unsuitable for use in areas with strict environmental conditions. The high-power consumption can cause the board to overheat, which is a risk in industrial areas.
The Xilinx extended Spartan-3A/AN FPGA Boards have a low-quality PCB. It can cause problems with the board’s stability and reliability. The user should not use these boards for critical applications in applications that require high reliability and stability. This is especially true when we use it in industrial environments where there are strict environmental conditions.
5. USB output power
The Xilinx extended Spartan-3A/AN FPGA Boards have a limited amount of power on the USB port, which can cause problems with the user’s application. The user should use a separate research power supply for their designs, as drawing enough current from USB ports may not be possible.
6. Cannot reprogram
You cannot reprogram the Xilinx extended Spartan-3A/AN FPGA Boards with specific programming languages. It limits users’ ability to modify their designs. The user should look for a board that supports whichever programming language they prefer.
7. Incompatible with LVDS
The extended Spartan-3A/AN FPGA boards are incompatible with LVDS. It makes them challenging to use in some industrial applications. The user should look for boards that support LVDS to avoid such problems.
8. Low throughput
The extended Spartan-3A/AN FPGA boards have low throughput. It makes them less suitable for industrial applications. The user should look for boards that support higher Throughputs. It ensures compatibility with the application’s hardware interfaces.
9. Low efficiency
The extended Spartan-3A/AN FPGA boards are inefficient compared to other FPGAs. It is an issue for industrial applications where power is expensive. The user should look for boards that run on a lower power supply to avoid spending excess money on power at the end of their designs.
10. Incompatible with other FPGAs
The Xilinx extended Spartan-3A/AN FPGA Boards are not compatible with other FPGAs from Xilinx. It is an issue when the user needs to use different types of boards for their designs.
We use FPGA boards in various systems. Some of the applications include
1. Printed Circuit Boards (PCBs)
The Xilinx extended Spartan-3A/AN FPGA boards can design Printed Circuit Boards (PCBs) for digital systems. These boards can develop PCBs for consumer products, such as memory cards, cell phones, and video game consoles. The boards are also suitable for use in military applications since they are compliant with several safety certifications. They are also ideal for use in industrial environments, especially in systems that require low noise and high reliability.
2. Smart grid
We can use the extended Spartan-3A FPGA boards to develop smart grids for managing energy consumption. These boards are ideal for use in these systems because they have a high speed of processing data. It allows them to collect real-time information on the consumption and distribution of energy. This makes them more efficient than traditional systems. It cannot process this information simultaneously due to limited computing power.
3. Security
We can use the extended Spartan-3A/AN FPGA boards to design security systems. Additionally, we can use these boards for energy management, smart cards, and biometrics applications. The user can use this board to create encryption algorithms resistant to attacks. It establishes secure systems that prevent unauthorized access. This makes them ideal for military, intelligence agencies, and government networks. It requires high security in its operations.
4. Industrial Control System (ICS)
The extended Spartan-3A/AN FPGA boards can manage industrial and process control systems. We can use these boards to manage and control internal processes, such as material transport and storage. This makes them ideal for use in the food and beverage, medicine, and oil industries. It requires secure and reliable processes to ensure optimum production output.
5. Wireless networks
We can use the Xilinx extended Spartan-3A/AN FPGA boards to create wireless networks. Additionally, we can use these boards to develop mobile devices, such as smartphones and tablet computers. The user can use this board to create 802.11 wireless networking systems. It is ideal for use in areas requiring high-speed data transmissions, such as vehicle dashboards and Wi-Fi access points.
6. Automotive
The Xilinx extended Spartan-3A/AN FPGA boards can create automotive systems. We can use these boards to design infotainment units for vehicle dashboards and systems that control the vehicle’s fuel supply and airbags. The user can also use this board to create a diagnostic tool to read a car’s ECU data. It helps prevent breakdowns and other problems that arise during a car’s operation.
7. Real-time systems
The extended Spartan-3A/AN FPGA boards can create real-time systems. We can use these boards to develop embedded processors. For example, smart digital watches and calculators, and guided-missile tracking devices, and other applications that require real-time processing.
Tools and software packages written specifically to use with these boards:
1. Nios II
We can program the Xilinx extended Spartan-3A/AN FPGA Boards using Nios II, a soft processor for embedded systems. We can use Nios II to develop compact and reliable motor control systems and power distribution units with high system integration.
2. LabVIEW
LabVIEW is a graphical programming language developed by National Instruments Corporation. This software allows the user to create programs that control various hardware devices. It includes signal processing devices and robotics controllers. The user can use LabVIEW to create systems for controlling processes in industries such as oil and gas and systems for testing engines and other components.
3. MATLAB
MATLAB is a high-level programming language developed by MathWorks. This software allows the user to develop control, simulation, and data analysis programs that are easy to modify. Moreover, we can use MATLAB for various purposes, including creating control room displays, real-time processing systems for wireless networks, and automation of production processes in industries such as oil refining.
4. AVR Studio/GCC
We can program the extended Spartan-3A FPGA Boards using AVR Studio, which Atmel Corporation developed specifically to program embedded devices. Since this is an open-source compiler, the user can use the tool for compiling C programs for different programming types of components and systems running on different operating systems. So, the user can use this tool to create low-power microcontrollers for motor control systems and PWM generators for wireless technology.
5. MCS Software
We can program the Xilinx extended Spartan-3A/AN FPGA Boards using MCS Software. Xilinx developed it in collaboration with Mentor Graphics Corporation. This software allows the user to develop software for creating processors that run on specific hardware devices. The user can use this software to create low-power controller systems embedded in water meters, turnstiles, and high-performance microcontrollers that run high-end robotics systems.
Xilinx Extended Spartan-3A/AN FPGA Boards
Common specifications include:
Made In Japan
Non-use of 6 Restricted substances of RoHS directive
· XC3S1400A: 8 DCMs, 32 Multipliers, 576 K Total Block RAM Bits, 100 Maximum user I/O pins (Board), 161 Maximum user I/O pins (Device), 176 K Maximum Distributed RAM Bits, 25,344 Logic Cells, and 1400 K System Gates
· XC3S700A: 8 DCMs, 20 Multipliers, 360 K Total Block RAM Bits, 100 Maximum user I/O pins (Board), 161 Maximum user I/O pins (Device), 92 K Maximum Distributed RAM Bits, 13,248 Logic Cells, and 700 K System Gates
· XC3S400A: 4 DCMs, 20 Multipliers, 360 K Total Block RAM Bits, 100 Maximum user I/O pins (Board), 195 Maximum user I/O pins (Device), 56 K Maximum Distributed RAM Bits, 8,064 Logic Cells, and 400 K System Gates
[XCM-304] Xilinx Spartan-3A VQG100 FPGA board
· XC3S200A: 4 DCMs, 16 Multipliers, 288 K Total Block RAM Bits, 48 Maximum user I/O pins (Board), 68 Maximum user I/O pins (Device), 28 K Maximum Distributed RAM Bits, 4,032 Logic Cells, and 200 K System Gates
Conclusion
The Xilinx extended Spartan-3A/AN FPGA Boards provide the user with a power-efficient and cost-effective option for implementing their designs in real systems. These boards are straightforward to use, making them ideal for learners and professionals alike. The user can deploy their designs once and then implement them several times using the same boards using different programming languages. The Xilinx extended Spartan-3A/AN FPGA Boards also provide low power consumption due to their architecture.
Flex Printed Circuit Boards (PCBs) provide unmatched design flexibility, enabling innovative solutions across industries like aerospace, medical devices, and consumer electronics. Renowned for their ability to bend and fold, flex PCBs deliver substantial space and weight savings, making them ideal for compact and lightweight applications.
Below, explore our image gallery showcasing the flex PCB manufacturing process. From material preparation and etching to drilling, plating, and final fabrication, each step is meticulously executed to ensure precision and quality.
What is Flex PCB?
Let’s start with the basics. A Flex PCB, or Flexible Printed Circuit Board, is exactly what it sounds like – a circuit board that can bend! Unlike their rigid cousins, Flex PCBs are made with materials that allow them to twist and turn without breaking.
Why are Flex PCBs so cool? Here’s why:
They’re bendy: You can fold them without damaging the circuits.
They’re light: Much lighter than regular PCBs.
They’re space-savers: Perfect for tight spots in gadgets.
They’re tough: They can handle shakes and vibrations better.
They’re good with heat: They can spread heat more effectively.
These features make Flex PCBs perfect for smartphones, smartwatches, and even cars!
First things first, we start with cleaning. The flexible material (usually polyimide or polyester) is thoroughly cleaned. It’s like giving the PCB a bath before its big day!
2. NC Drilling
Next up, we drill holes. But not just any holes – precise, computer-controlled holes. These will help connect different parts of the circuit later.
3. Copper Plating Process
Now, we give the board a copper coat. This step is crucial because copper is what makes the board conduct electricity.
4. Dry Film Lamination
Think of this step as putting a sticker on the board. We apply a special light-sensitive film that will help us create the circuit pattern.
5. LDI Exposure
Here’s where it gets cool. We use lasers to draw the circuit pattern on the film. It’s like a high-tech laser show, but for circuit boards!
6. Develop /Etch/ Stripping
This step is a bit like developing a photograph. We remove parts of the film and copper to reveal our circuit pattern.
7. AOI Testing
Time for a quality check! Cameras inspect the board to make sure everything looks good. It’s like giving the board an eye test.
8. Coverlay Layup
Now we add a protective layer called the coverlay. It’s like putting a jacket on the circuit to keep it safe.
9. Coverlay Lamination
We use heat and pressure to stick the coverlay to the board. It’s like ironing the jacket onto the circuit.
10. Hole Punching
We punch more holes for things like mounting the board or connecting components. Precision is key here!
11. Surface Finish (Immersion Gold)
We give the board a golden touch. This thin layer of gold protects the copper and makes it easier to solder components later.
12. Silkscreen Printing
Now we add labels and markings. It’s like giving the board its own set of instructions.
13. Electrical Test
Time to see if it works! We run electricity through the board to check if all connections are good.
14. Stiffener Application
Some parts of the board need to be rigid. We add stiffeners to these areas, like giving the board a backbone.
15. Outline Punching
We cut the board to its final shape. It’s like giving the PCB its unique identity!
16. FQC (Final Quality Control)
One last check to make sure everything is perfect. We inspect the board from top to bottom.
17. Package and Shipping
Finally, we wrap it up and send it off. The Flex PCB is ready for its new home in a cool gadget!
Single Layer vs. Double Layer: A Tale of Two Flex PCBs
Flex PCBs come in two main flavors: single-layer and double-layer. Let’s see how they differ.
Single-sided Flexible PCB: The Simple Sibling
Single-sided Flex PCBs have circuits on just one side. Here’s a quick rundown of how they’re made:
Cut the material
Drill holes
Add the circuit pattern
Protect the circuit
Add finishes and labels
Test and ship
It’s simpler and cheaper, perfect for basic designs.
Double-sided Flexible PCB: The Complex Cousin
Double-sided Flex PCBs have circuits on both sides. Their manufacturing process is a bit more involved:
Cut and drill
Add circuits to both sides
Connect the two sides
Protect the circuits
Add finishes and labels
Test thoroughly
Cut to shape and ship
This type allows for more complex designs but takes more time and money to make.
Wrapping It Up
And there you have it! From a simple flexible sheet to a high-tech, bendable circuit board, the journey of a Flex PCB is quite amazing. Whether it’s the simpler single-sided or the more complex double-sided version, these flexible marvels are changing the way we design electronics.
Next time you use your smartphone or put on a smartwatch, remember the incredible process behind the flexible circuits that make it all possible. The world of Flex PCBs is constantly evolving, paving the way for even cooler, more flexible gadgets in the future. Exciting times ahead in the world of electronics!