Electrical contacts are present on both electromechanical and electronic components, and interconnection is the term used to describe this same electrical connection in-between both discrete contacts. To perform the desired function, electronic equipment must be connected in line with the schematic of the circuit.
A PCB cannot typically be considered as electronic product because it is a component of the entire machine, thus it needs to have an issue with the external connection. Circuit boards, as well as off-board components, PCBs, as well as equipment panels all need to be connected electrically. Among the key components of circuit board design is choosing the optimal combination of dependability, economy, and process. There are numerous ways to link externally, so you’ll have to make flexible decisions based on various factors.
Factors to Consider During Interconnect PCB Design
Although it is possible that the multi-board solution is not the best strategy as regards functionality, there really are circumstances in which you must employ this strategy.
It might be as straightforward as allowing for a specific form factor and the requirement to quickly segregate power or delicate signals. You can be accused of employing custom boards or a “off-the-shelf” circuit board to communicate with particular components (like LCD displays).
Creating for the future expansion (such as the usual Arduino shields), establishing several design configurations (perhaps the basic version as well as the advanced version), and simply making the design modular generally are additional reasons for the stacking of boards.
The finished interconnect PCB, and application would reflect the same degree of the quality preparation provided you adhere to a decent strategy and use sound principles to prevent frequent errors and dangers.
Complex projects require collaboration with a PCB assembly and manufacturing provider having engineers who have collaborated with as well as modified several layouts in advance of the assembly and fabrication of the electronic interconnects.
How do Interconnect PCB Get Processed?

The connector clip interconnection technique is frequently employed in increasingly sophisticated equipment and instruments. The structure of the “building block” not only guarantees the mass production’s quality, but also lowers the system’s cost and makes system debugging as well as maintenance easier.
Whenever a device malfunctions, maintenance staff do not need to go down to a component level; such that, they can only check the individual component for the failure’s cause. ), so far maintenance employees determine which PCB is aberrant, they can instantly replace this PCB, that not only eliminates defects in the quickest amount of time, but also reduces downtime. As a result, it can increase the device’s use rate. This replaced PCB may also be fixed over a long time and subsequently utilized as different spare parts.
In more sophisticated equipment and gadgets, this connectivity is frequently used. This approach creates its printed plug out from Circuit board edge, then the plug component is tailored to meet the specific PCB socket by taking into account the socket’s size, the connectivity points, the distance of the contact, its positioning holes, as well as other factors.
This plug section of a PCB requires being gold-plated in order to increase wear resistance as well as decrease contact resistance. This part works well for mass production because of its simple assembly, wide interchangeability, plus good maintenance performance.
This method’s drawbacks include higher PCB costs and stricter criteria for procedure and quality during PCB fabrication. Its dependability is also subpar. For instance, it frequently results in poor contact since the plug area is oxidized and the socket spring ages.
This very same outgoing lines is frequently carried out in the parallel form through contacts onto the same or the two sides of the PCB to increase the external interconnection’s reliability.
What Benefits do Interconnect PCB provide?
While prototyping, there are several different PCB types to pick from, ranging from straightforward one-sided Circuit boards to very intricate multi-layer boards. Copper tracks, and linkages between components, are often found on just one of the surfaces of the simplest prototype PCBs. Such boards are referred to as single-sided PCBs or one-layer PCBs.
These circuit boards are quite small. Engineers seeking more wiring capacity may choose HDI PCBs as one of their top choices for the engineers searching for the least circuit board having the highest output.
For those seeking smaller boards devoid sacrificing quality, HDI capacity simplifies the process to convert a 10-layered Circuit board into a four- or five-layered one. It may represent a significant design advantage because the majority of consumers favor compact devices.
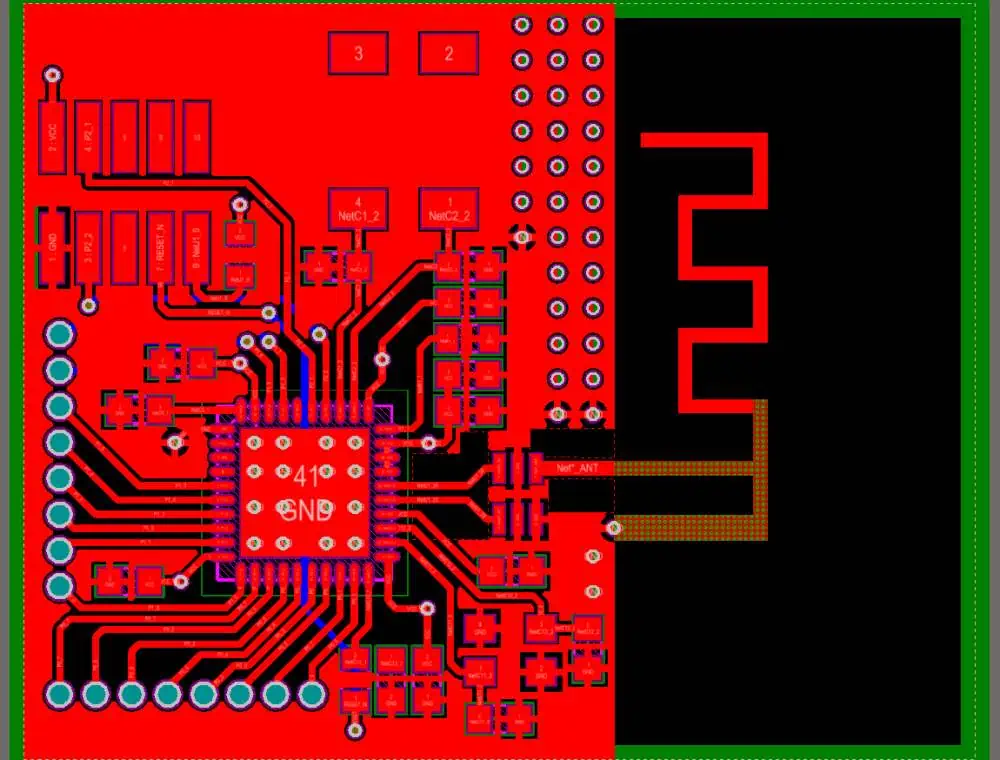
the capacity to fit more components solely on a single side. The HDI PCBs use buried and blind vias, as well as Via-in-Pad technology, to cram components closer together for quicker signal transmission. It is therefore the best technology for the RF circuits.
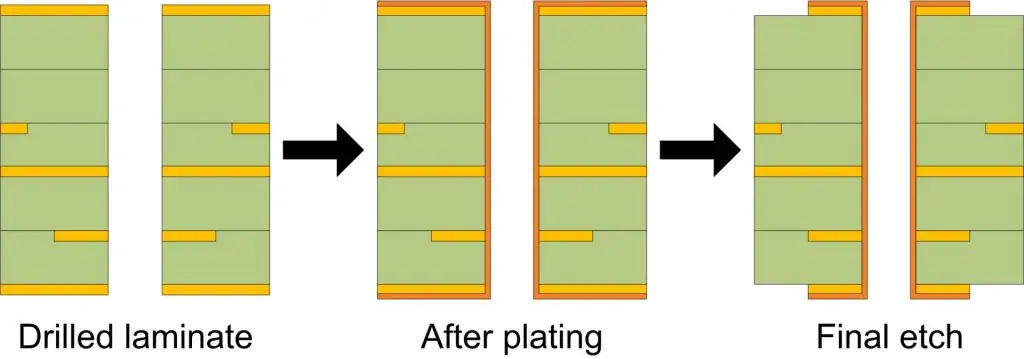
Boards are transformed into sophisticated electrical circuits using the laser drill technologies. This manufacturing method enables the use of smaller holes thus increases the board’s heat resistance.
Fundamental Design Principles for Resilient Interconnectivity

Having the proper entire product goals, consumer/market insight, as well as target standards is the first step in creating a solid PCB plan. We can start designing the pcb as well as other necessary components after this point.
This is normally done in your favourite PCB design program. There are various tools at your disposal, yet you ought to use one which excels at fusing PCBA designs as well as using the 3D visualization to supporting PCB stacking, like Cadence or Altium Designer’s Circuit design tools.
Simplify your perspective in the design program to show split planes as well as return paths in between boards. If such digital signal should indeed bridge a break in power reference planes, close the troublesome signal using 1 or 2 decoupling capacitors.
Another general rule is to steer clear of broadside and parallel routing because these configurations result in more PCB crosstalk compared to perpendicular routing. Whenever stacked on top of one another, traces absorb more radiation because they are wider compared to being thick.
That overall connection between the traces is reduced by making them perpendicular.
Considerations for Board Stacking
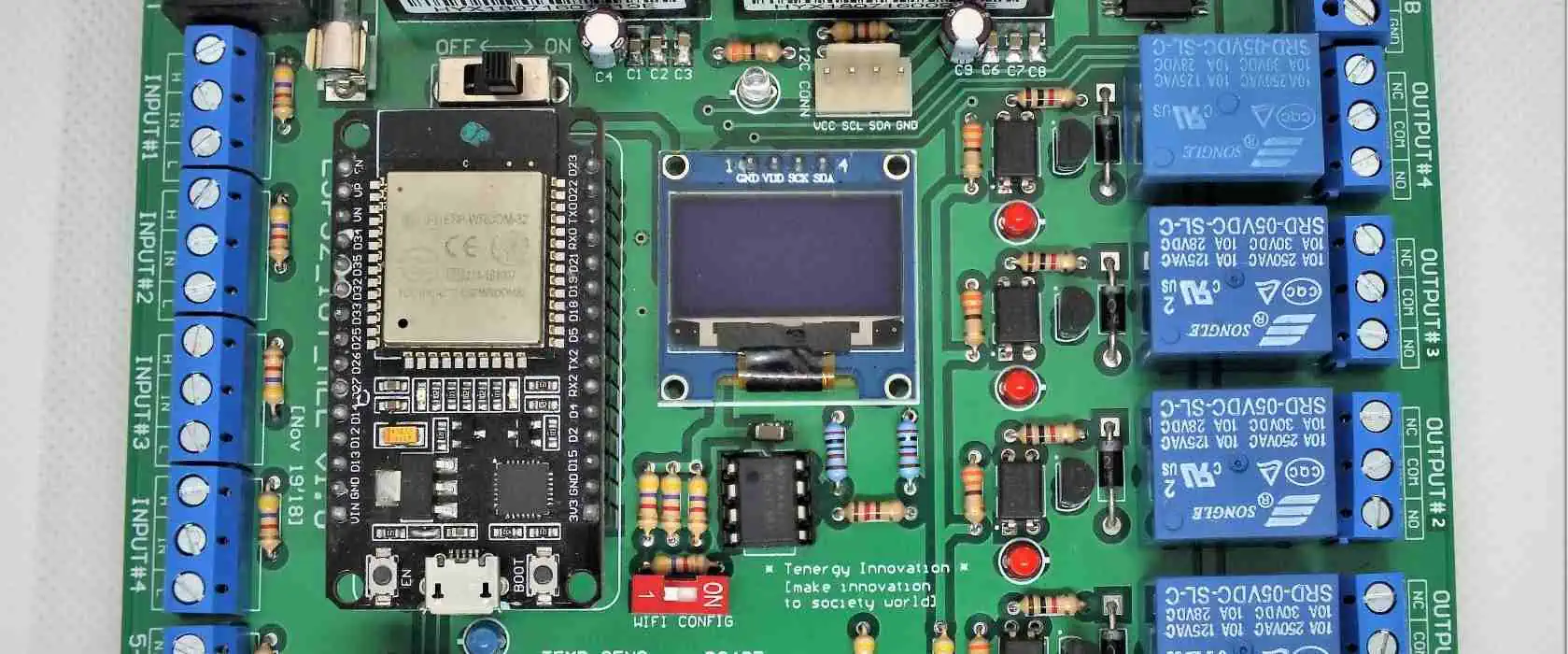
Stacking boards on the top of one another with connectors dividing the boards is a frequent method of connecting several boards. The substrate must be carefully considered when designing boards that will be stacked in order to reduce the discontinuities in impedance, too much electromagnet emissions, as well as signal coupling.
Every signal layers ought to be near to and contiguous to a continuous reference plane. Strongly tied planes significantly lower electromagnetic radiation as well as lower top-end AC impedance. By directing high-speed signals in-between the planes, radiation is even further diminished.
Why It’s Important to Define the Appropriate Components
While looking for the different parts you’ll need to put the circuit board together according to the design, then you have a few options. Undoubtedly, the internet is a goldmine of knowledge, but sifting via the marketing speak may be overwhelming.
Speaking with representatives from manufacturers may prove to be a fantastic means of learning about new products, but once more, you are dealing with a salesperson that, eventually is attempting to sell you a product.
Yet, a manufacturer who is prepared to share knowledge and give you access to samples, past experiences, and industry norms can be a fantastic resource.
PCB Interconnection Method Procedure

Method 1: Welding
This connection method does have the benefits of low cost, simplicity, high reliability, as well as the capacity to prevent failure due to inadequate contact; nevertheless, the maintenance and interchange are difficult. This approach is typically suitable when the component contains considerably fewer leads.
Welding of the PCB Wires
So far these wires are utilized in directly soldering the external points of connection on the circuit board towards the components as well as other components on the outer part of the board, the technique doesn’t need any connections. For instance, a radio’s speaker, the case of a battery, as well as the like.
During soldering, pay attention to how the board is connected:
- To make maintenance and soldering easier, the soldered wires pads should be placed as near the outermost portion of the PCB as possible.
- The hole must be drilled close to a solder joint present on the PCB board to ensure that the wearing of the wire is done from the printed board’s soldering surface. This will increase the wire connection’s mechanical strength and prevent the wire and these printed wires from becoming pulled off as a result of the pulling of the wire. Insert this pad hole out from the surface of the component for soldering through its via hole.
- Organize or bundle these wires properly and secure them to the plate with wire cards as well as other fasteners in order to keep them from breaking owing to movement.
Welding of PCB Cables
These two PCB boards are joined by any cable that is both reliable as well as difficult to interconnect, and their relative locations really aren’t limited.
The direct soldering present between these printed boards is a common method for making a 90-degree angle formed between both printed boards. When linked, it transforms into a single printed circuit board components.
Method 2 of PCB Interconnection: Connector Connectivity
This connector connection technique is often employed in more complex equipment and instruments. The structure of the “building block” not just ensures product quality in mass manufacturing, but it also lowers system costs and makes troubleshooting and maintenance easier.
Whenever the equipment fails, their maintenance staff are not required to inspect the level of the component (that is, to investigate the reason for the failure and trace it back to specific components). The above work takes significant time), yet once abnormal board has been determined, it may be immediately replaced, allowing for the quickest troubleshooting, reducing downtime, as well as increasing the utilization of the equipment.
This replaced circuit boards could be repaired within a reasonable period of time before being utilized as spare parts.
Socket for Printed Circuit Boards
This connector is frequently utilized in more complicated instruments. Within that manner, each printed plug has been formed from the PCB edge, and its plug part gets designed to meet the unique PCB socket based on the socket’s size, contacts, as well as the distance between contacts, the location of a positioning hole, and so on.
The plug component of the board must be gold-plated during manufacture to improve the wear resistance as well as decrease the contact resistance. The approach is easy to build, is interchangeable, and provides high maintenance performance, making it ideal for a standardized mass manufacturing.
The drawback is that printed circuit board’s production cost is reduced, but the precision of manufacturing as well as process requirements are increased; the reliability comes slightly lower, and its contact is frequently weak owing to the oxidation of its plug section or aging of the socket spring. To help improve the external connection’s reliability, this lead wire comes frequently routed in parallel across contacts on both or same sides of circuit board.
This PCB board socket method of connection is frequently utilized for products of multiboard structure, as well as the socket, printed board, as well as bottom plate contain two main types of pin and reed.
Pin Connection (Standard)
This technique is helpful for connecting this printed board to the outside world, especially in compact instruments. Both printed boards were linked by the standard pins that are normally either perpendicular or parallel, allowing for easy mass manufacture.
Conclusion
A PCB, as a component of the entire machine, cannot in general create electronic products, so there has to be an issue with external connectivity. Electrical connections, for example, are needed between PCBs, components and PCBs, PCBs as well as device panels, and so on. As a result, among the most significant topics in Circuit board is the selection of the optimal connectivity that combines reliability, economy, and manufacturability in one. There are various types of connectivity methods from which we can choose based on the various properties of distinct interconnections.