An electrical schematic, or simply “schematic”, is a diagram that uses symbols to accurately represent the components and interconnections within an electrical or electronic circuit. Being able to read and understand schematics is an essential skill for anyone working with electronics as an electrician, circuit designer, technician, engineer and even hobbyist.
This article provides a step-by-step guide on how to read electrical schematics, identify commonly used components/symbols and trace the connectivity through circuits. By the end, you should have a basic grasp of depicting electronic systems from block diagrams to intricate circuit schematics.
Getting Started with Electrical Schematics
Some key fundamentals about electrical schematics:
- Used for depicting electronic/electrical systems ranging from high level block diagrams to precise circuit connections
- Use standardized symbols and diagrams instead of realistic pictures of components
- Lines connecting symbols show electrical connectivity to allow flow of current and signals
- Provides technical visual representation of components, connections and functions of an electrical circuit
Schematics serve varied applications across:
- Design and engineering – for prototype assembly board development, PCB fabrication, system design changes etc.
- Testing and troubleshooting – guides process of testing circuits and fault diagnosis during repair
- Manufacturing/Production – assembly instructions for technicians to populate and solder components on PCBs
- Documentation – detailed performance specifications of complex systems for future maintenance/debugging
So in summary, schematics facilitate communication between circuit designers ➡ hardware assembly teams ➡ repair and maintenance personnel ➡ and even end customers.
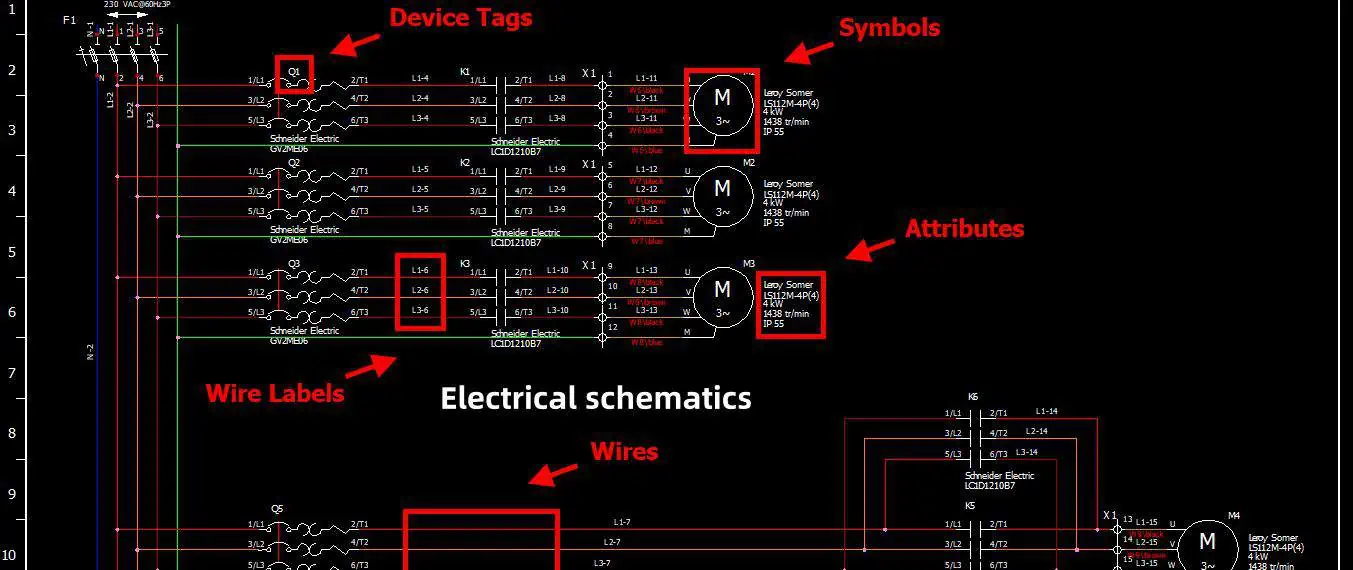
Basic Symbols and Conventions

Before diving into reading full fledged schematics, it is vital to get acquainted with some basic symbols and drawing conventions used universally:
Key aspects to note:
- Symbols use simplified versions, not necessarily look like real world components physically
- Multiple symbols possible e.g. LED shown as diode with arrows or triangle
- Polarity matters e.g. Electrolytic capacitor, diode with Cathode and Anode marked
- Symbols sized for convenience, does not represent actual dimensions
Additionally, some drawing conventions standardize schematic representation:
- Symbols aligned horizontally or vertically, not drawn haphazardly
- High voltage symbols highlighted e.g. enclosed in a circle ⭕
- Power rails labeled with terms like VCC for collector voltage or VDD to indicate drain voltage
- Connections shown clearly between terminal points, named where helpful
- Components and sections grouped appropriately e.g. power supply separated
With a grasp over basic component recognition and schematic drawing etiquettes, we can now transition to interpreting full circuit schematics.
Tracing Current Flow and Connectivity

The purpose of schematics is to clearly visualize component connectivity to enable current flow for intended functioning of the overall electrical system.
Some guidelines for mapping electrical connectivity:
- Source components with power output marked e.g. battery symbol indicates start of circuit
- Lines connect between component terminals, shows potential transfer ability
- Trace lines to determine possible current flows e.g. through biasing components
- Junction points can help locate interconnections e.g. input/output stages
- Understand continuity to isolate stages e.g. transformers, relays
Let’s take an example of a simple rectifier circuit with Power input, Transformer, Diode and Filter Capacitor:
- We start tracing from power source AC with sine wave symbol
- Current flows through primary winding of center tapped transformer
- Diodes receive AC signal from transformer secondary and rectifies
- Capacitors smooth rippled output to give steady DC voltage
Through step-by-step connectivity tracing, we could understand the underlying working concept of this basic rectification circuit.
This similar approach of tracking continuity and current directionality applies more complex schematics with multiple interconnected stages as well.
Reading Electrical Schematics – Block Diagrams
We will adopt a step-wise approach to learn schematic interpretation starting from system level block diagrams and progressively transitioning to detailed circuit schematics.
Block diagrams represent a complex electronic system through functional blocks connected to portray:.
- Key sections/stages of the complete system
- Interrelationships and connectivity between these blocks
- Overall workflow and flow of signals/power
For example, let’s take a generic television set block diagram:
We can clearly interpret:
- Different stages of functionality like Tuner/Receiver, Video Processing, Display etc.
- Critical connectivity between stages for passage of video and audio signals depicted
- Indicative flow from picking up broadcast signals towards displaying output
So block diagrams are essentially top down system level representations providing a hierarchical overview before further decomposition into specific circuits.
Reading Schematics – Power Supplies
Power supplies form core building blocks across electronic systems for step-down conversion and regulation of voltages driving different stages.
Hence aptly reading power supply schematics offers vital comprehension into electrical systems. We will cover:
- AC-DC Power Supply (Basic Converter)
- DC-DC Switch Mode Power Supply (Regulator)
AC-DC Power Supply
This represents commonly used rectifier type secondary DC power supplies.
Schematic interpretation:
- AC mains input stepped down through transformer for safety isolation
- Full bridge rectifier converts incoming AC to pulsating DC
- Filter capacitor smoothens rippled output into steady DC voltage
- Regulator ICs provide stabilized DC output of common fixed values
Switch Mode Power Supply
Switch mode power supplies (SMPS) are efficient regulator modules extensively used in modern electronics due to high efficiency in a compact footprint.
Schematic decoding:
- Switched mode conversion for voltage step down
- PWM controller and Switching transistors provide pulsed power
- Output rectification and filtering to achieve steady DC
- Feedback loop with opto-isolator helps maintain regulated DC output
- Range of protections for overcurrent, thermal shutdown etc.
Reading schematics of power supplies in relative isolation helps build approach for more complex builds incrementally.
Reading Electronic Schematics – Analog Circuits
We will continue our progressive schematic reading journey towards few commonly encountered analog circuits.
Why focus on analog circuits?
Though modern gadgets are largely digital in core functionality, analog interfaces help bridge the real world sensors, inputs and outputs with digital processing cores. Hence apt understanding remains vital.
Transistor Amplifier Configurations
Transistors can be connected in various forms to design amplifiers tailored for different applications:
Let’s interpret the common emitter amplifier:
- Base biased with voltage divider network to keep transistor in active region
- AC input fed through coupling capacitor and output taken from collector
- Suitable bias resistors selected for achieving amplification
- Concept extendable to FET amplifiers by replacing base with gate
Operational Amplifier Circuits
Opamps are fundamentally versatile analog ICs providing gain, filtering and mathematical operations through different feedback configurations.
We will try deciphering a non-inverting opamp design.
Key observations:
- Dual supply connected to amplifier power pins ±VS
- Input fed directly to non-inverting terminal
- Feedback network between output and inverting terminal determines closed loop gain
- Output signal in phase with input due to non inverting topology
- Applications involve I-V converters, filters, adders, instrumentation etc.
Through practice, interpretation of opamp circuits providing amplification, integration/differentiation, subtraction, filtering can get intuitive following similar tracing approach.
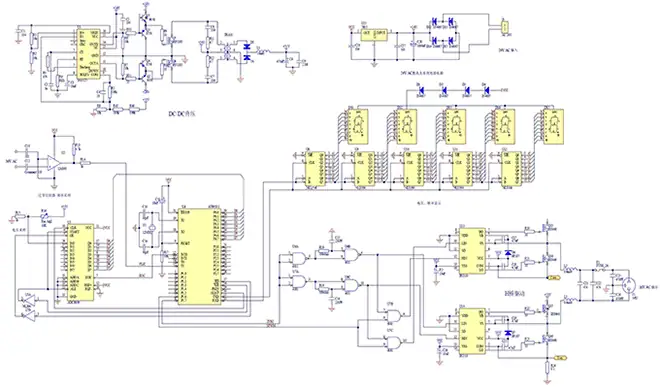
Reading Advanced Electronic Schematics

Finally we transition towards deciphering real world schematics for electronic devices, appliances and circuits by applying our layered learning.
Switch Mode Battery Charger
Modern gadgets employ switch mode chargers for efficient power delivery typically involving:
Schematic mapping:
- High frequency switched mode power conversion
- Voltage and current regulation through feedback loop
- Control MCU and peripheral ICs for charge management
- Interfaces and indicators for battery connection
This provides a glimpse of SMPS based designs with digital control, interface and analog stages.
Servo Motor Driver
Servo motors have applications across appliances, robots, industrial automation etc. Driving them involves tailored amplifier circuits for position/speed control.
Key sections:
- Power supply regulation and noise suppression
- Motor driving signal generation through PWM and opamps
- Current sensing resistors and potentiometers
- Interface connectors for external control
We can thus interpret application specific circuits by applying fundamental concepts.
Tips for Rapid Schematic Comprehension
- Get context – Note down specifications about nature of circuit for reference
- Scan sections – Do a pass through identifying key stages e.g. power, control, IO
- Group chunks – Logically cluster associated circuit blobs in schematic sheet
- Label stages – Annotate functional objective of each section
- Trace critically – Follow possible flows using pen/finger for organic learning
- Be visual – Draw simplified sketches of building blocks focusing on connectivity
- Revisit difficult parts – Spend extra time where tracing gets ambiguous
- Cross-verify with datasheets – Check manufacturers specs for ICs/Components
- Take breaks – Let subconscious mind connect dots through background processing
With regular practice across diverse schematics, interpretation can gradually become second nature complemented through referencing technical catalogs.
Applications of Schematics
Beyond aiding design and development, schematics serve varied critical downstream applications:
PCB Population – Production floor operators populate printed circuit boards following schematics for placing components
Equipment Maintenance – Field technicians leverage schematics for diagnosing and repairing faults through methodical testing
Technical Writing – Writers incorporate schematics to illustrate working concepts spanning textbooks to equipment manuals
Academic/Vocational Training – Students and trainees get hands on practice transforming schematics to functioning prototypes
Product Development – Schematics guide effort estimation, test plans and development processes as key technical artifacts
Regulatory Approvals – Safety, interference and compliance testing agencies scrutinize schematics as part of product certification
Patenting – Novel topologies submitted as illustrations for intellectual property protection
Thus apt comprehension remains vital across electronics industry ecosystem.
Future Evolution
- Simulation Models – Detailed replica of schematics modeled in software like SPICE for functional validation through simulation
- Interactive Navigation – Leverage graphs/trees for tracing multi page schematics and finding interconnections
- Augmented Views – Overlay schematics over physical PCBs and equipment to visualize real world correlation
- Dimensioning/Tolerancing – Special callouts for precise production specification communicates designer intent
- Integration with Mechanical – Unified electrical-mechanical illustrations for complete product design passage
- Living Schematics – Hosted on cloud enables collaborative review/redline for rapid design iterations
- AI Assistance – Contextual help from search to design rule checking recommendations using machine learning
Thereby with increasing systems complexity, schematics are evolving both in terms of comprehension aids as well as integration across product realization workflows.
Frequently Asked Questions
Q1. What are the essential elements of an electrical schematic?
The key aspects of a schematic are – standardized symbols to depict electronic components, connecting lines to show electrical continuity and annotations/labels to highlight key functions, voltages or signal types.
Q2. Is it possible for a beginner to learn to read complex schematics?
Yes, with practice starting from basic symbols towards real world multi-page schematics, novice engineers can progressively get better at tracing connectivity and interpreting functions. Using context, creating sketches and taking breaks help in gradually developing visual comprehension.
Q3. How are electrical schematics different from wiring diagrams?
Wiring diagrams focus specifically on physical cabling connections between equipment and devices in a system. On the other hand, schematics abstract underlying functions through symbols and lines irrespectively of tangible wiring/harnesses.
Q4. Can electrical schematics be read like flowcharts?
Yes, high level block diagrams can be mapped similar to flowcharts with cascading processes transferred through connecting lines analogous to flowchart decision blocks and connectors. This helps in establishing a logical framework for reading elaborate schematics.
Q5. Which industries/domains require the ability to read schematics?
Across electronics, electrical, aerospace, defense, automotive and allied verticals, professionals like technicians, test engineers, maintenance crews and even technical writers need to leverage schematics constantly for design, assembly, troubleshooting and repair applications.