Correct PCB pad design is crucial to effectively weld components to the circuit board. For bare pad prototype pcb assembly , there are two common welding methods — SMD (Solder Mask Defined) and NSMD (Non-Solder Mask Defined), each with its own characteristics and advantages.
SMD:
SMD refers to the resistance layer opening is less than the metal pad welding process. This process reduces the possibility of the welding plate falling off during welding or dewelding. However, the disadvantage is that the method reduces the copper surface area that can be used for solder joint connections and reduces the space between adjacent pads. This limits the thickness of the trace lines between the pads and may affect the use of through-hole.
NSMD:
NSMD refers to the welding plate process in which the opening of the resistance layer is larger than that of the welding plate. This process provides greater surface area for solder joint connections and greater clearance between solder pads (compared to SMD), allows for wider line width and more through-hole flexibility, but NSMD pads are more likely to fall off during welding and disassembly. Even so, NSMD still has a better welding firm performance and is suitable for solder joint sealing pads.
Introduction
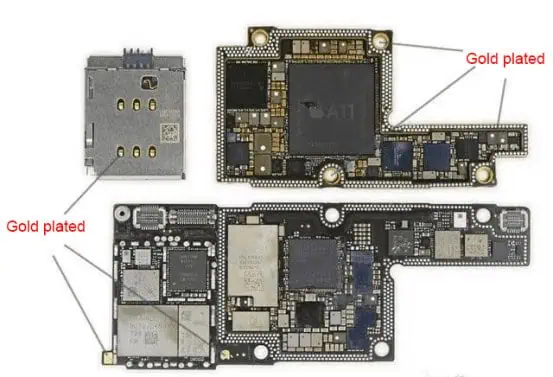
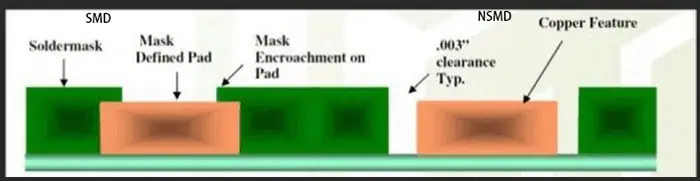
Ball grid array (BGA) packages are widely used for integrated circuits as they provide a high density of interconnections beneath the package. BGA packages connect to the PCB through an array of solder balls that serve as the leads. When defining the PCB land patterns or footprint for the BGA package, the solder mask design requires special consideration for reliability. The solder mask can either cover the copper pad completely, known as solder mask defined (SMD), or have openings larger than the pad diameter, called non-solder mask defined (NSMD).
This article explains what SMD and NSMD BGA footprints are, their differences, key design considerations, assembly process impacts and applications.
Solder Mask Defined (SMD) BGA Footprints

In an SMD BGA footprint, the openings in the solder mask layer fully cover and intersect the underlying copper pads. This results in the solder mask itself defining the final land dimensions and controlling the volume of solder paste printed. Hence the name solder mask defined (SMD) footprint.
With SMD footprint, the copper pad size is typically 20 to 60 μm greater than the solder mask opening based on registration tolerances. The key characteristics of SMD BGA land patterns are:
- Solder mask opening equals the intended land diameter for the BGA balls. This controls the amount of solder.
- Excellent registration is needed between layers to keep the pad centered in the mask opening.
- The pad shape is not critical and there is no risk of exposed copper.
- Allows smaller pad and pitch dimensions since solder mask dams prevent bridge formation.
- Solder voiding can occur more easily due to smaller paste volumes.
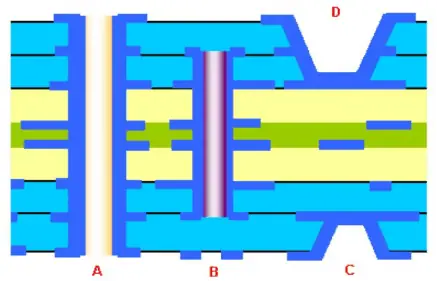
Here is an illustration of solder mask defined (SMD) BGA footprint:
The tight alignment between copper pad and solder mask opening required for SMD footprint necessitates use of the tightest manufacturing tolerances.
Non-Solder Mask Defined (NSMD) BGA Footprints
In a non-solder mask defined (NSMD) footprint, the openings in the solder mask layer are larger than the diameter of the copper pads. This exposes the entire copper pad allowing the pad size and shape to define the final land dimensions rather than the solder mask.
In NSMD footprint, the mask openings exceed the copper pad size by at least 150 μm based on registration tolerances. Key features are:
- The pad diameter determines the solder volume. Solder mask does not restrict soldering.
- Requires greater clearance between pads to prevent mask bridging since mask does not dam solder flow.
- Copper pad can be dog-bone or dumbbell shaped to allow solder filleting.
- Pad registration to mask opening is non-critical. Mask just needs to expose pad.
- Allows larger paste deposit area so less prone to solder voids.
Here is an illustration of non-solder mask defined (NSMD) footprint:
The NSMD design provides more tolerance for pad positioning within the mask opening but demands greater spacing between adjacent pads.
Comparison Between SMD and NSMD Footprints

Here is a summary comparison of some key differences between the solder mask defined (SMD) and non-solder mask defined (NSMD) footprints for BGA packages:
| Parameter | SMD Footprint | NSMD Footprint |
|---|---|---|
| Mask opening vs. pad | Equal to pad diameter | At least 150 μm greater than pad |
| Solder volume control | Defined by mask opening | Defined by pad diameter |
| Pad shape | Limited by mask opening | Can use dogbone, dumbbell shapes |
| bridging risk | Lower – mask dams prevent solder spread | Higher – no mask dams so needs more spacing |
| Registration needs | Tight mask to pad registration essential | Pad registration non-critical |
| Solder voiding | Higher risk due to small volumes | Lower risk thanks to larger paste deposits |
| Design and assembly cost | Generally higher | Lower cost |
In summary, SMD design works best for fine pitch parts where the solder mask yields precise solder volumes, while NSMD is preferable for larger packages needing greater process and registration tolerances.
SMD Footprint Design Guidelines
When designing an SMD footprint for a BGA package, here are some guidelines to follow:
- Pad diameter should be 20 to 60 μm less than mask opening based on registration capabilities
- A minimum web of 50 to 75 μm is required between adjacent mask openings
- Laser cut mechanically drilled (LCMD) vias can be placed within pad area if space is tight
- 1:1 pad to ball ratio should be used for perimeter balls
- Non-perimeter pads can utilize area array patterns to increase routing space
- Pad shapes are largely non-critical since mask controls shape and volume
- Thermal reliefs in pad are not beneficial due to small paste volumes
- For dense footprint, use tighter mask to pad tolerances for web reduction
- Reduce pad spacing further by shifting adjacent rows/columns by 50% pitch
- Use thicker mask of at least 150 μm to prevent tacky solder damage
NSMD Footprint Design Guidelines
For non-solder mask defined BGA footprints, following guidelines are recommended:
- Pad diameter should be smaller than mask opening by at least 150 μm
- Minimum web of 225 μm should be kept between mask openings
- Dogbone, dumbbell pad shapes can be used to improve solder filleting
- LCMD vias must be placed clear of extended pad edges
- 1:1 pad assignment preferred on package perimeter
- Thermal reliefs can be incorporated in pad shapes
- Increased spacing required between pads due to lack of solder dams
- Thinner solder mask down to 75 μm can suffice if bridging risks are low
- Tighter mask to pad registration not needed allowing faster assembly
- Can shift adjacent rows/columns by 25% pitch only due to bridging risks
- Suitable for footprint sizes above 15mm × 15mm
Assembly Process Impacts
The choice between SMD or NSMD footprints for a BGA package influences various aspects of the assembly process:
Stencil Design
For SMD pads, stencil openings equal the pad size as mask defines shape. For NSMD pads, stencil openings must be smaller than pad area to control solder volume.
Solder Paste Printing
NSMD pads allow larger print deposits reducing voids. SMD pads need tighter print process control to prevent solder balls.
Pad Tolerance Changes
SMD needs tight mask to pad registration. NSMD relaxes this requirement allowing cheaper PCB fabrication.
Spacing and Routing
NSMD needs more clearance between pads forcing larger pitch. This consumes more PCB area but eases routing.
Voiding Risks
The smaller paste deposits of SMD make it more prone to voids versus NSMD pads.
Bridging Risks
Lack of mask dams means NSMD has higher bridging risks requiring careful paste volume control.
Fillet Formation
NSMD allows pad shapes to improve solder side filleting. SMD shape is restricted by mask aperture.
Rework Concerns
SMD pads limit where heat can be applied during rework. Mask restricts access to NSMD pads less.
SMD vs NSMD Applications

SMD footprints are preferred for:
- Fine pitch BGA packages ≤ 0.8mm pitch
- Small BGAs with pitch ≤ 0.5mm
- Packages with high pin counts
- Portable consumer electronics where space is critical
NSMD footprints suit:
- Lower density BGA packages with >1mm pitch
- Larger package sizes above 15mm x 15mm
- Automotive grade parts needing greater process tolerances
- Corner ball cases requiring dogbone pads for sufficient solder volume
- Boards with fewer routing layers where pad spacing is less critical
- Applications where solder voiding risks need minimization
Summary
In summary, solder mask defined (SMD) BGA footprints provide precision solder control by limiting paste volumes but demand tight fabrication tolerances. Non-solder mask defined (NSMD) pads relax tolerances but occupy more space on the PCB unless carefully designed. Making the right choice based on pitch, pad count, size constraints and process capabilities is key to designing a reliable and manufacturable BGA footprint.
FAQs
Can SMD or NSMD be used for any BGA pitch?
SMD is preferred for fine pitch below 0.65mm due to solder control. NSMD is unsuitable below 0.5mm because of bridging risks from lack of dams.
Which provides better resistance to shock and vibration?
NSMD allows larger fillets so can withstand mechanical stresses better. SMD may crack more easily at the package edges and corners.
Is NSMD also called extended pad in some datasheets?
Yes, extended pad is another term used to indicate NSMD footprint where pad extends beyond the solder mask opening.
Does NSMD increase the risk of thermomechanical fatigue?
Slightly – the larger pad size leads to higher shear stresses at the pad periphery which must be considered in reliability testing.
Can thermal vias be incorporated in BGA pads?
For SMD pads thermal vias will reduce solder volume further increasing void risks. In NSMD thermal vias can be safely placed provided they do not infringe on the extended pad area.