Slip rings and split rings are two important devices used in electrical and mechanical systems for transmitting power and signals across rotating interfaces. Both allow transmission between stationary and rotating components, but have some key differences in their design and applications.
In this article, we will provide a detailed comparison between PCB slip rings and split rings, including:
- Definitions and working principles
- Construction and design
- Materials and manufacturing
- Performance characteristics
- Advantages and disadvantages
- Typical applications
- Main differences summarized
Understanding the differences between slip rings and split rings enables selecting the right device for different use cases requiring rotary transmission.
Defining Slip Rings and Split Rings

What is a Slip Ring?
A slip ring is an electromechanical device that allows transmission of power and electrical signals from a stationary source to a rotating structure. It consists of a stationary part called the stator, and a rotating part called the rotor.
The stator contains conductive rings that are electrically insulated from each other. The rotor contains metal brushes that make sliding contact with the rings on the stator. As the rotor turns, the brushes maintain continuous electrical connection by sliding over the rings, allowing transmission of power/signals across the rotating interface.
Diagram showing construction of a slip ring.
Common configurations of slip rings include:
- Pancake slip ring – Rings are arranged in a flat stack.
- Cylindrical slip ring – Rings are arranged concentrically on a cylinder.
- PCB slip ring – Rings are etched on a printed circuit board.
Slip rings are bidirectional and can transmit power/signals in both directions across the rotating interface. They allow transmission of low to high power, as well as a wide range of analog and digital signals.
What is a Split Ring?
A split ring, also called a brush block commutator, is a modified slip ring designed to transmit only low power signals or currents in one direction across a rotating interface.
It consists of a rotor assembly containing conductive segments or poles isolated from each other by small gaps. Stationary brushes contact these rotating poles to transmit signals.
As the rotor turns, the brushes make sliding contact with each pole in sequence, allowing transmission in only one direction – from the rotating poles to the fixed brushes. The small gaps between the poles prevent reverse transmission or short circuiting between segments.
Diagram showing construction of a split ring.
Split rings are unidirectional and can only transmit signals in one direction – from rotor to stator. They are suitable for low power signals, and not for high power transfer.
Construction and Design
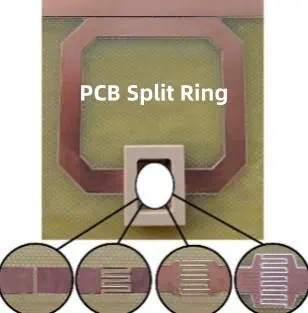
PCB Slip Ring Construction
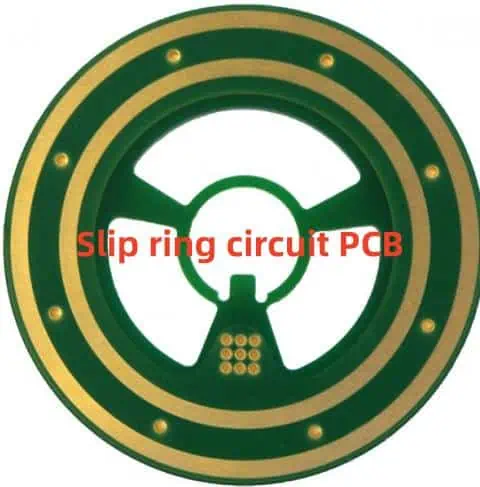
PCB slip rings are constructed from rings etched on a printed circuit board, which allows compact construction and precise control of ring placement.
Key components of a PCB slip ring include:
- Printed circuit board (FR4) that forms the stator, with conductive copper rings etched on one side.
- Rotor containing metal brushes (copper, bronze, precious metals)
- Insulating cover/housing enclosing the PCB and rotor assembly
- Bearings allowing smooth rotation of rotor
The PCB is designed with the required number of concentric copper rings etched at precise intervals needed for circuit contacts. The rotor fits over the PCB and the brushes make sliding contact with the copper rings.
Cross section of a PCB slip ring showing copper rings and rotor brushes.
Advantages of PCB slip rings include compact size, easy manufacturing, precise control of tracks, and fast assembly.
Split Ring Construction
Split ring construction consists of a rotor containing segmented conductive poles separated by small air gaps. Common materials used include copper, brass or steel.
The rotor mounts on a bearing and is enclosed in a housing. Brushes are fixed to the stator housing and make sliding contact with the rotor poles.
As the rotor turns, the brushes consecutively connect with each rotor pole, allowing transmission from rotor to stator. The gaps between the poles prevent reverse transmission through the brushes.
Diagram of a split ring showing segmented rotor poles and fixed brushes.
Split rings provide unidirectional transmission and are suitable for intermittent signal contacts. Their simple construction allows low cost manufacturing.
Materials and Manufacturing
PCB Slip Ring Materials
PCB slip rings are manufactured from the following materials:
- Printed Circuit Board (FR4) – Forms the stator containing the copper ring tracks. FR4 provides electrical insulation between rings.
- Copper – Used to etch the conductive rings on the PCB. Provides excellent conductivity.
- Precious metal brushes (gold, silver, palladium) – Used for contacting the copper rings due to high durability and low contact resistance.
- Plastics like PTFE, PEEK – Used for casing and flange components. Provide mechanical stability.
- Bearings – Allow smooth rotation and consist of steel balls/rollers with a plastic retainer.
The PCB fabrication process allows high precision patterning of ring tracks in different configurations. The brushes are designed for stable low-friction contact and minimal wear. High quality materials ensure reliability with prolonged use.
Split Ring Materials
Split rings use the following common materials:
- Copper, brass or steel for the rotor segments. Copper provides the best conductivity.
- Precious metal brushes (silver, gold) for low contact resistance and reduced oxidation.
- Plastic housings like nylon, PTFE to enclose the rotor and provide insulation.
- Bearings using steel balls/rollers to enable smooth rotor rotation.
Split rings use basic materials that provide stable performance at low cost. The materials offer reasonable durability with low friction contacts between the brushes and rotor segments.
Performance Characteristics
PCB Slip Ring Performance
PCB slip rings provide the following performance characteristics:
- Number of circuits – Can support 10 to 100+ ring contacts for multiple circuits.
- Current rating – Handle currents from a few mA to over 100 A. Gold brushes allow up to 500 A on each ring.
- Voltage rating – Rated up to 1000V AC/DC for standard designs.
- Speed – Standard rings allow rotational speeds up to 1000 rpm. High speed rings support above 5000 rpm.
- Temperature range – Operate from -40°C to +80°C. Special designs work upto 250°C.
- Noise – Low noise of 10-50 mΩ allows transmission of sensitive signals.
- Contact resistance – Brush contact resistance of 1-10 mΩ allows high power transfer.
- Lifetime – Brush lifetime over 100 million rotations with precious metal contacts.
- Isolation – Up to 1000V isolation between adjacent rings.
PCB manufacturing provides precise ring dimensions and spacing for reliable transmission of multiple power/data circuits.
Split Ring Performance
Split rings have the following typical performance ratings:
- Current – Maximum current around 15-20A. Only suitable for low power signal transmission.
- Voltage – Maximum voltage rating up to 60V DC.
- Speed – Standard split rings rated for speeds up to 3000 rpm.
- Poles – Typical number of poles is 6 to 20. More poles allow more brush contacts.
- Temperature – Operating temperature range of -20°C to +80°C.
- Noise – Prone to electrical noise due to brush arcing.
- Contact resistance – Brush contact resistance around 50-100 mΩ. Higher than slip rings.
- Wear – Brush wear out faster than slip rings due to arcing and higher contact resistance.
- Lifetime – Brush lifetime around 25 million rotations. Less than slip rings.
Split rings are designed for unidirectional transmission of intermittent, low power signals. They offer lower performance than slip rings but at a lower cost.
Advantages and Disadvantages

PCB Slip Ring Advantages
PCB slip rings provide the following benefits:
- Compact size due to PCB manufacturing
- Precise control and spacing of ring circuits
- Low and stable brush contact resistance
- Low electrical noise for reliable signal transmission
- High current and voltage capacity
- High rotational speeds capability
- Long service life with minimal wear
- Bi-directional transmission through rings
- Easy integration and installation
- Suitable for data and power transfer
PCB technology enables fabrication of small, high performance slip rings with multiple circuit capacity.
PCB Slip Ring Disadvantages
Some disadvantages of PCB slip rings include:
- More complex manufacturing process
- Higher cost than basic slip rings
- Larger minimum diameter required for ring spacing
- Not easy to repair or replace brushes
- Precious metal brushes can be expensive
- Requires smooth rotor shaft and precision assembly
While PCB slip rings provide superior performance, they also have higher costs and complexity than basic slip ring types.
Split Ring Advantages
Split rings offer the following benefits:
- Simple and low cost construction
- Compact, lightweight design
- High speed operation easily achievable
- Low friction provides smooth running
- Only basic tools needed for manufacturing
- Easy to repair and replace brushes
- No need for special materials or complex production
The simple design of split rings allows them to be manufactured cheaply and used easily in applications requiring only low power transmission.
Split Ring Disadvantages
Some limitations of split rings include:
- Only allow unidirectional transmission
- Prone to electrical noise and interference
- Low power and voltage capacity
- Limited number of brush contacts
- Short service life due to brush wear
- Cannot transmit high speed data or multiple signals
- Contact resistance is higher than slip rings
- Not suitable for continuous power transfer
Split rings are not capable of the bi-directional, high power and data transmission possible with slip rings. Their design and materials impose limits on performance.
Typical Applications
PCB Slip Ring Applications
Some common applications of PCB slip rings include:
- Industrial machinery – To transmit control and telemetry data between stationary controls and rotating machinery.
- Medical equipment – MRI machines, CT scanners, etc. use slip rings to transfer signals/power.
- Avionics – Used in radar systems, control surfaces, weapon turrets that must rotate continuously.
- Robots – For transferring signals between robot base and rotating joints or platform.
- Amusement rides – Used on rotating food trays, lighting rings and ride platforms.
- Wind turbines – Allow power transfer from rotating turbine hub to stationary conductors.
- CCTV cameras – Enable continuous video feed transmission from pan-tilt security cameras.
PCB slip rings are used anywhere continuous, bi-directional transmission under rotation is needed. Their compact size and high performance allow integration into complex systems.
Split Ring Applications
Typical applications of split rings include:
- Low voltage electric motors – For periodic power transmission to rotor coils.
- Automotive systems – Used in sliding door connectors, seat and mirror controls.
- Rotating displays – For transmitting display data from stationary controllers to rotating signboards.
- Assembly machinery – Allow power and control signals to rotating tool heads and positioners.
- Material handling – Used on continuously rotating conveyors and sorters for sensor signals.
Split rings are suitable for cost-sensitive, unidirectional transmission applications that only require low power or occasional contacts.
Main Differences Between Slip Rings and Split Rings

| Parameter | PCB Slip Rings | Split Rings |
|---|---|---|
| Construction | Copper rings etched on PCB. Precious metal brushes. | Segmented rotor poles separated by gaps. Metal graphite brushes. |
| Transmission | Bi-directional – Signals can pass in either direction. | Unidirectional – Transmission only from rotor to stator. |
| Power rating | Up to 100s of Amps, 1000s of Volts. | Less than 20A, under 60V. |
| Speed | Up to 5000 rpm for standard rings. High speed rings even higher. | Around 3000 rpm max speed. |
| Noise | Very low electrical noise. Suited for sensitive data. | Prone to electrical noise due to arcing. |
| Contacts | 10 to 100+ separate isolated contacts. | Typically 6 to 20 contacts. |
| Resistance | 1-10 mΩ brush contact resistance. | 50-100 mΩ typical contact resistance. |
| Service life | 100 million rotations or more. | Around 25 million rotations max. |
| Cost | Higher cost due to advanced materials and production. | Low cost because of simple construction. |
| Applications | Industrial, medical, military, robotics. For high speed data, video, power transmission. | Low power motors, basic machinery, intermittent signals. |
Conclusion
PCB slip rings and split rings both allow transmission across rotating interfaces, but have major differences in their design, capabilities and applications.
Key Points:
- PCB slip rings use precise etched copper rings to enable bi-directional, low noise transmission of multiple power and data circuits simultaneously.
- Split rings consist of an insulated rotor with segmented contacts, allowing only unidirectional, intermittent signal transmission.
- Slip rings handle high speeds, power, voltages and lifetimes. Split rings are limited to low power signals and shorter lifetimes.
- PCB manufacturing provides slip rings with small sizes but higher cost. Split rings have simple construction but lower performance.
- Slip rings are used where high speed rotation and reliable transmission are needed. Split rings find use in cost-sensitive applications requiring only simple unidirectional contacts.
In summary, PCB slip rings are the preferred choice wherever continuous, reliable transmission of power and high-speed data in both directions is required – such as in precision industrial machinery, robotics, medical systems and military applications. Split rings are suitable for basic low cost systems involving only simple unidirectional signal contacts, like low voltage motors, basic automated systems and rotating displays.