How To Repair Damaged /Missing PCB Pads
Introduction
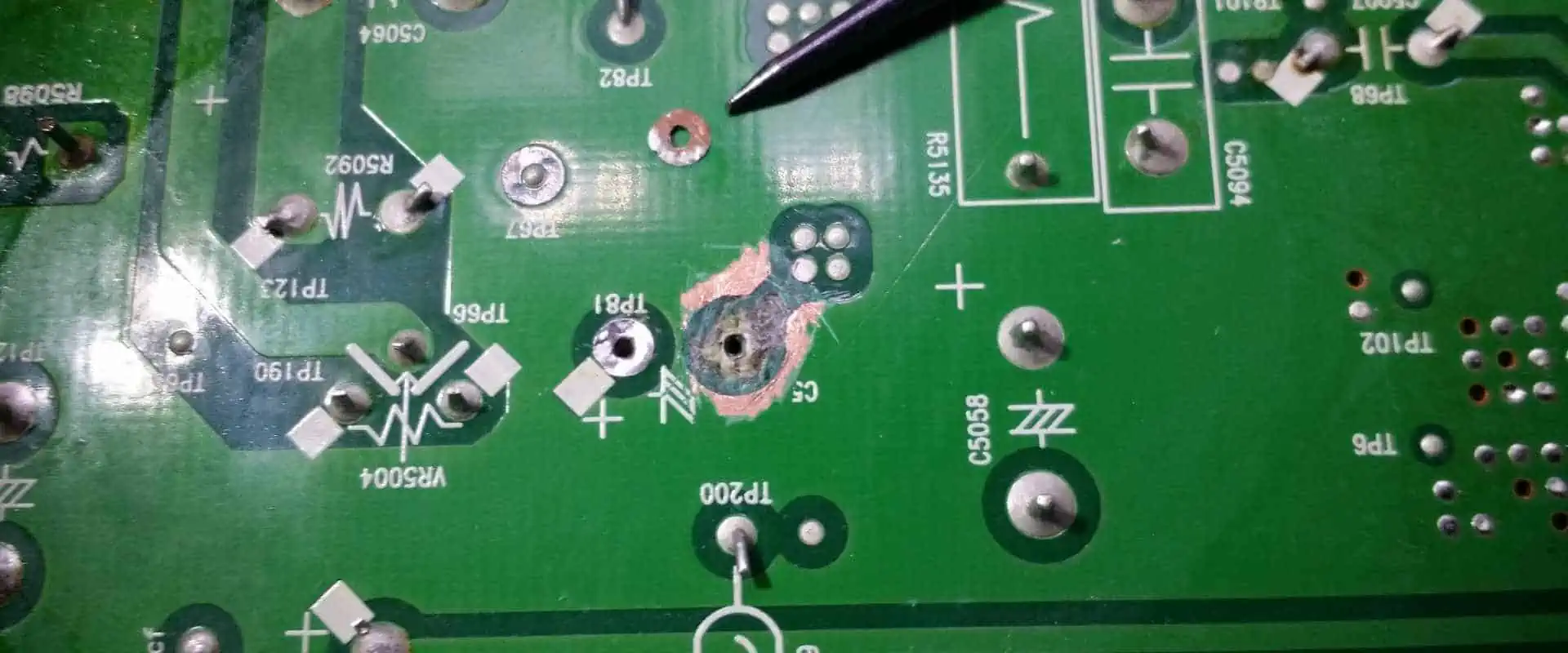
Printed circuit boards (PCBs) are susceptible to pad damage either during manufacturing or rework. Pads can become damaged or lifted off entirely from the board. This can render a PCB unusable since components cannot be soldered down properly. Fortunately, there are techniques available to repair missing or damaged pads and restore a PCB.
Pad repairs allow fixing defects rather than scrapping an entire PCB. However, all pad repairs should be approached carefully as they can affect long-term reliability if not done properly. This article provides repair methods for various pad damage scenarios.
Common Causes of Pad Damage
Some of the typical causes of pad damage include:
- Excessive heat – Too much heat during soldering or desoldering can lift pads or cause the copper to de-laminate.
- Mechanical damage – Scratches, cracks, indentations from tools can damage bond between pad and fiberglass.
- Manufacturing defects – Etching issues, handling damage or drill misalignment may impair pads.
- Corrosion – Environmental exposure leading to oxidation and corrosion under pads over time.
- Handling damage – Stresses from flexing PCBs, shock or vibration can crack pads.
- Multiple reworks – Repeated rework on a pad can wear it out and cause pad lift off.
Careful process control is key to avoid pad damage during assembly. But when pad damage does occur, selecting the optimal repair method is important.
Repair Considerations
Some key factors to evaluate when planning pad repairs:
- Type and extent of damage – Missing pad, partially lifted pad, pad with crack or indentation, etc.
- Location – Is damaged pad on outer or inner layer? Is it reachable for repair?
- Pad purpose – Is it for through-hole or surface mount component? High speed or high power?
- Layer type – Can ground or power plane layers be repaired, or only signal layers?
- Available repair area – Is there sufficient space around damaged pad for repair?
- Component re-attachment – Will repaired pad allow reliable solder joint for component re-attachment?
- Costs – Does chosen repair method require additional tools, materials, or testing?
- Reliability – Will repair withstand mechanical and thermal stresses during product lifetime?
- Rework processes – Compatibility with available PCB assembly and test capabilities.
Evaluating these parameters will guide selection of the optimal repair approach.
Pad Repair Methods
Here are some common methods used for repairing damaged or missing pads on PCBs:
1. Copper Foil Patch
- Apply small copper foil square over damaged pad area. Secure with epoxy.
- Suitable for outer layer pad repairs where foil patch is accessible.
- Low cost, simple method. Reliability limited by epoxy strength.
- Works for surface mount or through-hole pad repairs.
2. Copper Tape Patch
- Use conductive copper tape over damaged pad site. Cover with non-conductive Kapton tape.
- Wider tape increases reliability compared to foil. Foil may lift off during rework.
- Easy outer layer repair method. Capable of repairing elongaged pads.
- Limitations based on space needed for tape adhesion.
3. Circuit Frame
- Glue insulating frame around damaged pad, then fill with conductive epoxy.
- Provides containment for epoxy repair material.
- Allows repair of any pad size. Handles voids under pads.
- Requires significant space around damaged pad.
4. Conformal Coating
- Use insulating acrylic coating over damaged pad area.
- Coat entire PCB area under component to insulate. Then apply conductive coating to rebuild pad.
- Allows repair when limited space around pad.
- Conformal coatings prone to thermal damage during rework.
5. Solder Mask Bridge
- Use solder mask to bridge the gap between disconnected pad segments.
- For partial pad lifts. Mask reconstitutes pad electrically.
- Requires access to solder mask artwork and selective imaging capability.
- Provides reliable repair. Maintains original pad geometry.
6. Epoxy Fill
- Inject conductive epoxy under the pad to re-adhere it. May also inject epoxy under component leads.
- Allows repair without modifying pad geometry.
- Significant process expertise needed for reliable injection. Risk of shorting under pad.
- Repaired pad prone to re-lifting if epoxy not fully cured.
7. Trace Bridge Jumper
- Solder thin insulated wire between disconnected pad segments.
- Simple method to bridge small pad gaps.
- Limited space required provided wire routing space exists.
- Wire flexing can compromise long term reliability.
8. PC Board Rework
- For multilayer boards, strip off layers to expose inner pad, repair pad, then rebuild board.
- Allows access to inner layers not repairable otherwise.
- Highly complex. Only for very expensive PCBs where re-manufacture not possible.
- Skilled technicians and specialized tools needed.
The optimal repair technique depends on the pad type, layer location, reliability requirements, and available tools.
Process Steps for Pad Repairs
Here is an overview of the typical process sequence to execute a pad repair:
- Visually inspect pad damage under microscope. Check for cracks, lifting, or missing copper.
- Remove any residual solder or component debris from pad area with solder wick and flux.
- Select repair method based on pad characteristics and constraints. Gather required materials and tools.
- Prepare pad area – remove oxide with abrasive pad, clean pad thoroughly.
- Execute pad repair procedure using selected method.
- For multilayer boards, use ohmmeter to confirm electrical connectivity after repair.
- Apply flux to repaired pad area. Solder component lead or ball to pad using soldering iron.
- Clean repaired area. Inspect joint integrity using microscope.
- Perform electrical testing and any re-programming of board.
- Conduct X-ray inspection of repaired solder joints if required.
- Qualify reliability with temperature cycling, vibration, mechanical shock testing.
With careful process control, damaged PCB pads can be repaired successfully. But appropriate materials, operator skill levels, and inspection steps are vital to ensure robust, reliable repairs.
Guidelines for Reliable Pad Repairs
Follow these guidelines when repairing damaged pads to improve repair success and long-term reliability:
- Select the optimal repair method based on damage type, pad characteristics, and PCB design constraints.
- Remove all solder and oxides from pad area before attempting repair. Scrub with abrasives if needed.
- Ensure repair materials are compatible with PCB and components. Conduct material testing if unknown.
- Follow manufacturer instructions for surface prep, application procedures, cure times, etc.
- Repair area should exceed damaged area by at least 2X for reliable adhesion.
- Visually inspect for cracks, uneven surface, or voids after repair before rework.
- Soldering profiles may need adjustment to avoid re-lifting repaired pad during attachment.
- X-ray inspection of solder joints validates proper lead/pad interface.
- Conduct environmental stress testing at temperature and load extremes expected in application.
- Monitor initial field failures to identify any long-term reliability trends.
With careful process control and testing, PCB pads damaged during fabrication or assembly can be restored successfully.
Summary
- Pad damage on PCBs can occur due to manufacturing issues or operational stresses. This can impair board function.
- Assessing the pad characteristics and constraints guides optimal repair method selection.
- Common repair techniques include copper foil or tape patching, epoxy injection, solder mask bridging, jumper wires, and full PCB rework.
- Process steps encompass pad cleaning, material preparation, repair execution, soldering, inspection, and qualification testing.
- Following repair guidelines will improve reliability. But evaluation under operational loads is key to validating pad repair integrity.
FAQ
What is the easiest PCB pad repair method?
The simplest repair methods are copper foil or copper tape patching. These allow quick repairs of outer layer pads, require minimal tools, and have low material costs. However, long-term reliability may be limited.
Can conformal coating be used to repair PCB pads?
Yes, a conformal coating can be applied over the damaged pad area to insulate, then a conductive coating added to rebuild the pad. This technique provides reliable repairs when space around the pad is very constrained.
Is it possible to repair inner layer PCB pads?
Yes, options like epoxy injection or full PCB rework allow access and repair of inner layer pads. But these approaches require significant expertise and are far more complex than outer layer repairs.
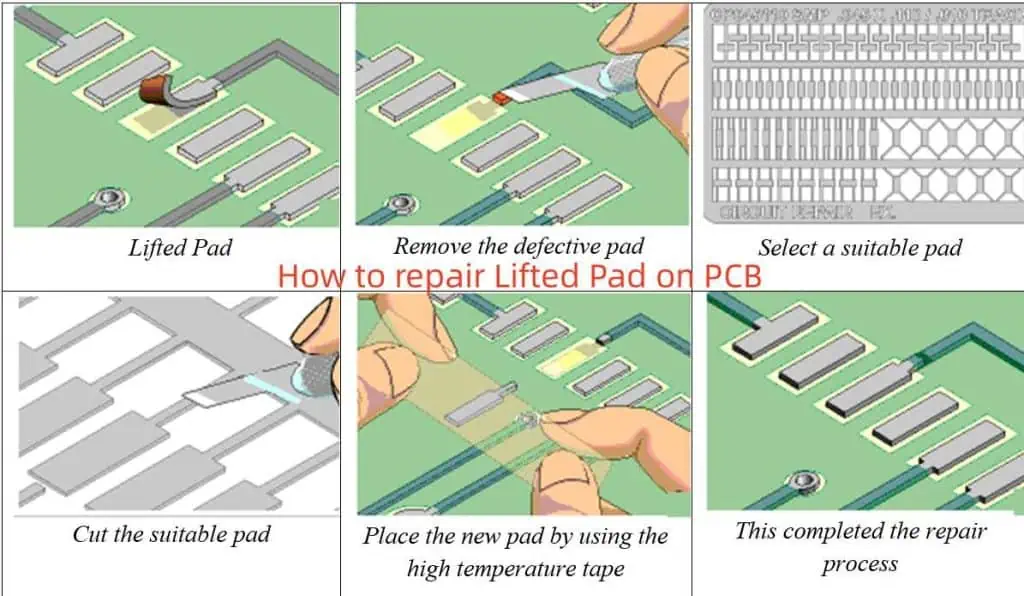
How do you repair a lifted PCB pad?
For partially lifted pads, epoxy injection to re-adhere the pad is an option. Solder mask bridging can also reconnect segmented pads. Completely missing pads need to be rebuilt using conformal coating or frame + epoxy methods.
Can jumper wires be used to repair PCB pads?
For small pad gaps or tears, soldering thin insulated jumper wires can bridge across and reconnect the damaged pad segments. This provides a simple way to repair pads when trace routing space permits bridging.