Introduction
Ball grid array (BGA) packages have become very popular in modern electronics due to their high density interconnection capabilities. However, soldering BGAs onto printed circuit boards (PCBs) can be quite challenging due to their fine pad pitch and solder ball grid underneath the package. One common soldering defect seen in BGAs is pad cratering, where the solder pad gets eroded away causing an uneven and unreliable joint. This article explores the major causes behind pad cratering failures in BGA soldering and provides tips to prevent them.
What is Pad Cratering?

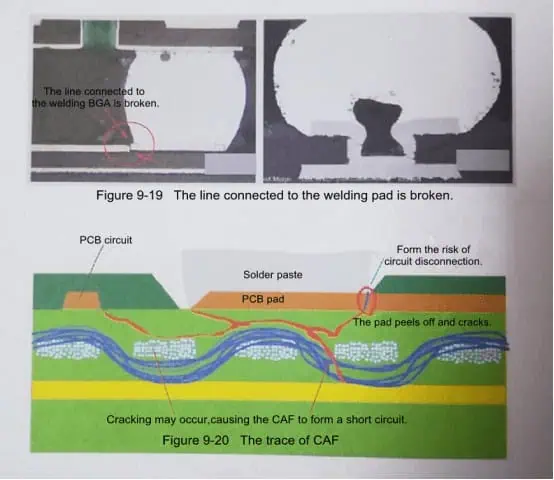
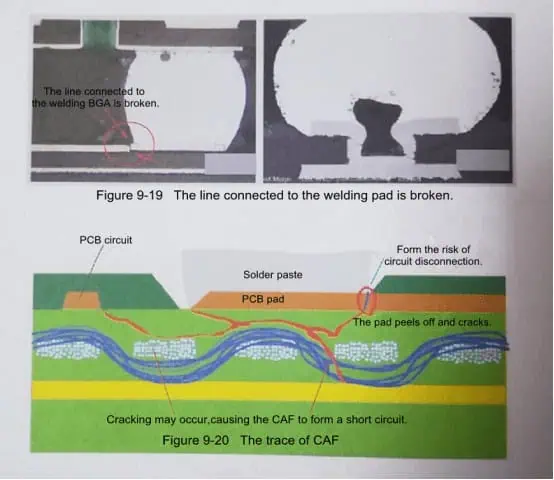
Pad cratering manifests as excessive solder being drawn out of the pad metallization, leading to a “crater” in the pad. This is often accompanied by solder voids. The pad may get so eroded that its circuit connection gets severed. The main mechanism behind cratering is an imbalance between the solder volume and wetting forces during reflow. The reasons for this imbalance are examined next.
Figure 1. Example of Pad Cratering Defect in BGA Solder Joint
Excessive Solder Volume
Having too much solder paste on the pad prior to reflow can lead to cratering. Excess solder exerts a high vertical force which draws out pad metal when molten.
Causes:
- Too much paste deposition during stencil printing
- Thick stencil aperture resulting in excess paste transfer
- Solder balls pre-attached to BGA pads
- Poorly optimized reflow profile
Solutions:
- Use thinner stencil (5-6 mils thick) with optimized aperture design
- Adjust paste printer settings for proper deposition
- Evaluate proper solder ball volume if attaching spheres
- Tune reflow profile for minimal solder balling
Poor Solderability
If the pad metallization doesn’t wet well with solder, it can enhance cratering. The high surface tension forces the solder to ball up and scavenge pad metal.
Causes:
- Oxidized or contaminated pad surfaces
- Pads not properly cleaned prior to reflow
- Low-quality pad finish like pure tin or nickel
Solutions:
- Use Ni/Au or immersion Ag pad finish for good solderability
- Clean pads thoroughly to remove residues
- Use no-clean flux designed for BGA soldering
Excessive Heating Zone
Slow heating of the solder joint allows more time for pad erosion to occur. Ideally, the joint should heat rapidly through the reflow zone.
Causes:
- Improper oven zone settings and convection
- Small pads relative to large solder volume
- Slow linear ramp up of temperature
Solutions:
- Optimize reflow profile with rapid heating (~1-3°C/sec)
- Verify proper heater zones with thermal profiling
- Use proper pad size to match BGA pitch
Voiding Under BGA
Voids under the BGA weaken the joint strength and can initiate cratering defects. They indicate poor solder paste reflow.
Causes:
- Solder paste too thick or dried out
- Oxides or residues on pads not removed
- Poor pad design not allowing venting
Solutions:
- Maintain proper paste viscosity
- Eliminate sources of surface contamination
- Use thermal reliefs and vias under BGA pads
Poor PCB Design
The pad design itself may contribute to cratering if not optimized for BGA soldering.
Causes:
- Pads too thin for the solder volume
- Lack of thermal reliefs under BGA pads
- Insufficient number of vias under pads
Solutions:
- Follow IPC-7351 pad design guidelines
- Use thick 8-10 mil pads with 6-8 mil solder mask
- Include ground pad vias and thermal spokes
Excessive Temperature Gradient

A large temperature difference between the component and board during reflow causes non-uniform solder expansion and high shear forces.
Causes:
- Improper preheating prior to reflow
- High mass components heating slower
- Non-uniform oven heating
Solutions:
- Include sufficient preheating soak zone
- Minimize temperature gradients with profiling
- Use thermally balanced board designs
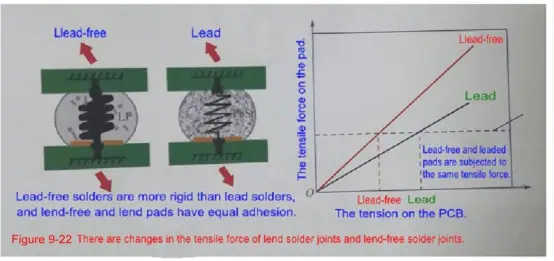
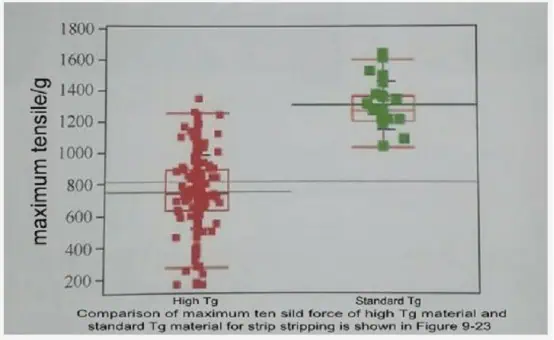
High Joint Rigidity
Increased joint stiffness restricts solder flow and enhances cratering forces. This occurs with alloys like SAC305 that have a high melting point.
Causes:
- Use of high liquidus temperature solder
- Thick solder joints with limited flexibility
- Warped components adding mechanical stress
Solutions:
- Select lower melting point SnAgCu solder
- Reduce paste deposition to control joint thickness
- Improve mechanical planarity of board and components
Poor Component Placement
Bad BGA placement orientation can create unbalanced soldering forces and joint stresses.
Causes:
- Inconsistent component placement
- Nearby tall components obstructing airflow
- Inadequate support for large BGAs
Solutions:
- Standardize BGA placement orientation
- Eliminate tall parts shadowing BGAs during reflow
- Provide sufficient anchors/clamps for large components
Problems with Rework/Repair
Excessive heating cycles during rework lead to additional voids and cratering.
Causes:
- Overheating while removing soldered BGA
- Residues trapped during re-soldering
- Damage of pads during rework process
Solutions:
- Follow careful process control procedures during rework
- Use new flux and solder paste when re-soldering
- Inspect pads carefully after component removal
Summary of Solutions
To prevent pad cratering, focus on:
- Optimizing solder paste volume and reflow profile
- Ensuring good solderability with proper pad finish and flux
- Eliminating voids with optimized paste and thermal vias
- Using suitable pad dimensions based on IPC guidelines
- Minimizing temperature gradients in the joint
- Lowering solder alloy liquidus temperature
- Careful component placement orientation
- Controlling heat and residues during rework
Conclusion
Pad cratering is a serious defect in BGA soldering which can cause joint failure and reliability issues. By understanding the leading causes like paste volume imbalance, poor wetting, pad design, temperature gradients, alloy rigidity, placement stresses, and rework problems, steps can be taken to avoid cratering defects. Matching the soldering process to the board design is key. With optimization of parameters like stencil printing, reflow profile, paste and flux, BGA and pad dimensions, alloy selection, and standardizing procedures, reliable pad connections free of cratering can be achieved.
Frequently Asked Questions
How can I identify pad cratering issues?
Pad cratering can be identified visually or through x-ray inspection of BGA solder joints. Look for uneven and eroded pad surfaces with excessive solder draw. The pad thickness would be substantially reduced. There may be large voids under balls or cracked joints. Electrical tests would reveal opens/intermittents.
What is the impact of pad cratering?
Cratering weakens the mechanical shearing and tensile strength of BGA joints and increases their propensity to crack under shock/vibration. It also severely degrades thermal cycling reliability and can cause intermittent electrical failures. Rework is difficult requiring full replacement.
How can BGA rework risks be minimized?
Use dedicated BGA rework equipment with precise temperature control to avoid overheating pads. Apply new flux and use solder spheres when re-attachting BGAs. Carefully clean pads after removal of old BGAs. Follow all process instructions and maximize operator training. Minimize handling to avoid pad damage.
What BGA pad dimensions are recommended?
For a 1 mm pitch BGA, use 8 mil diameter pads with 6 mil solder mask openings per IPC-7351 guidelines. For 0.8 mm BGA pitch, use 7 mil pads and 5 mil mask openings. The pad thickness should be 1 oz copper or thicker. Include ground pad vias.
How can I determine if poor solderability is contributing to cratering?
Do solderability tests on PCB pad finishes like wetting balance or spread tests. Examine joints after reflow for excessive balling, non-wetting, or dewetting. Review pad cleaning, oxidation, and storage procedures. Check expiry and application of solder pastes. Use no-clean flux designed for BGAs.