Introduction
The Raspberry Pi is a series of small, affordable single-board computers developed by the Raspberry Pi Foundation. Since launching in 2012, the Pi has become wildly popular among students, hobbyists, hackers, and professionals alike.
But what exactly is the Raspberry Pi capable of? What are some common applications and use cases for this tiny PC? In this comprehensive guide, we’ll explore:
- Overview of the Raspberry Pi models
- Key technical specs and capabilities
- Common Raspberry Pi operating systems
- Programming options and supported languages
- Example uses and projects
- Media center / Retro gaming
- Networked storage
- Web server
- Home automation
- IoT and sensors
- Education and learning
- And many more!
- Accessories and add-on boards to extend functionality
- Limitations and downsides of the Pi platform
- FAQs from the Raspberry Pi community
After reading this detailed article, you’ll have a solid understanding of the many possibilities and uses for the amazingly versatile Raspberry Pi. Let’s get started!
Overview of Raspberry Pi Models
Since the original Raspberry Pi in 2012, newer upgraded models have been released. Let’s briefly cover the different versions available:
Raspberry Pi 1 – The OG Pi released in 2012 with a 700MHz single-core ARM CPU and 256MB RAM. Very basic by today’s standards.
Raspberry Pi 2 – Upgraded Pi released 2015 with a 900MHz quad-core ARM Cortex-A7 CPU and 1GB RAM.
Raspberry Pi 3 – 2016 model with a 1.2GHz 64-bit quad-core ARM Cortex-A53 CPU and 1GB RAM. Added WiFi and Bluetooth.
Raspberry Pi 3 B+ – 2018 revision of Pi 3 with a 1.4GHz CPU, Bluetooth 4.2, and faster Ethernet.
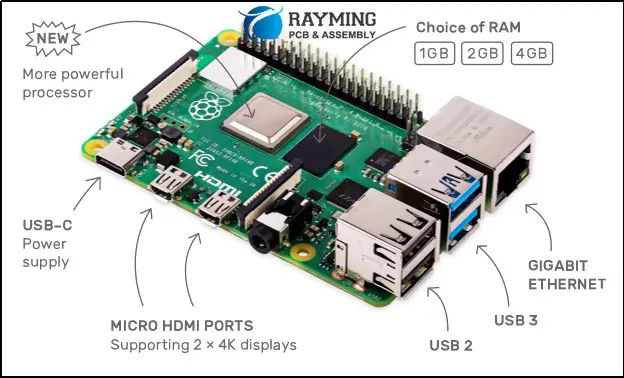
Raspberry Pi 4 – Big upgrade in 2019 to a 1.5GHz quad-core Cortex-A72 CPU, options for 1GB-8GB RAM, USB 3.0, dual monitor support via micro HDMI. Huge leap in performance.
Raspberry Pi 400 – All-in-one Pi integrated into a compact keyboard launched in 2020. Based on Pi 4 compute module.
Raspberry Pi Zero/Zero W – Tiny and ultra low cost Pi models from 2015-2017 with a 1GHz single-core CPU and 512MB RAM.
There are also variants like the Compute Module and industrial models. But this covers the major mainstream Raspberry Pi boards. The Pi 4 provides the most powerful and versatile experience currently.
Now let’s look at some key specs that enable all the Pi’s capabilities.
Raspberry Pi Specifications and Capabilities
Here are some of the most important technical capabilities of the Raspberry Pi hardware and platform:
- CPU: Modern quad-core ARM processors around 1.5GHz, capable of 32-bit and 64-bit operation. Provides good overall performance for a low-cost board.
- RAM: 1GB to 8GB LPDDR4 RAM on Pi 4. Important for running desktop OSes and applications.
- GPU: Powerful integrated graphics supports 1080p video encoding/decoding, OpenGL ES, and flexible display output.
- Video Output: Dual micro HDMI ports support up to 4Kp60 resolution. Composite video and DSI display outputs also available.
- Audio: Stereo audio over HDMI or via 3.5mm headphone jack.
- Networking: Gigabit Ethernet, 802.11ac WiFi, Bluetooth support.
- USB: 4x USB 2.0 ports, 2x USB 3.0 ports on Pi 4 for ample peripheral connectivity.
- Storage: MicroSD card slot for loading OSes and storing data.
- GPIO Pins: 40 flexible GPIO pins to interface with electronics projects.
- Camera/Display Ports: Integrated camera and display interfaces make it easy to add those modules.
- Peripherals: Optional hardware like official 7″ touchscreen, case fans and more available.
- Operating Systems: Can run various Linux distros, Windows 10 IoT, Android Things, and more.
- Programming: Support for Python, Scratch, C/C++, Node.js, Bash, and many other languages.
This combination of capabilities makes the Pi extremely well-suited for a wide range of applications, as we’ll now explore.
Common Raspberry Pi Operating Systems
One strength of the Raspberry Pi is the ability to run different operating systems based on your needs. Here are some of the most popular OS choices:
Raspberry Pi OS (formerly Raspbian) – The official Debian-based Linux distribution. Recommended starting point.
Ubuntu – Popular Linux distro with desktop and server builds for Pi. Great support.
Windows 10 IoT – Run Windows 10 on your Pi for familiar development environment.
RetroPie – Distro focused on retro gaming emulation. Good for entertainment center builds.
OSMC – Media center focused Linux OS to transform your Pi into a streaming box.
Lakka – Another Linux retro gaming distro similar to RetroPie.
Android Things – Stripped down Android OS from Google for IoT applications.
Twister OS – Raspberry Pi OS fork adding optimizations and additional software.
Manjaro ARM – Arch Linux-based distro designed to be fast and efficient on the Pi 4.
There are also specialty distributions for privacy-focused routing, media playback, enterprise applications, and more. The flexibility to choose different operating systems helps enable different use cases. Now let’s look at programming options.
Programming Languages and Platforms
The Raspberry Pi supports many programming languages and environments for building software applications and scripts:
Python – Very popular high-level language with huge ecosystem of Pi-focused libraries. Often the first choice.
Node.js – For creating network applications and web servers using JavaScript runtime.
C/C++ – Low level languages with access to hardware capabilities and high performance.
Java – Robust general purpose language well supported on the Pi.
Go – Compiled language gaining popularity for systems programming on Raspberry Pi.
Bash – Standard shell scripting language on Linux to automate tasks and access system functions.
.NET Core/.NET 5 – Run .NET apps with C# or Visual Basic using latest .NET runtime.
Scratch – Graphical programming environment designed to teach kids coding basics.
With this diverse range of supported languages, developers can build virtually any type of application on the Pi. Combined with GPIO pin access, USB ports, onboard video/audio, and accessories, the possibilities are endless!
Next let’s look at some of the most common ways people are using the amazingly versatile Raspberry Pi.
Media Center / Retro Gaming
One of the most popular uses for the Pi is creating customized home entertainment and retro gaming rigs. Its HDMI output, graphics capabilities, and GPIO pin access make it perfect for building your own media center.
You can install RetroPie, Lakka, or other distros to easily emulate games from classic systems like Nintendo, PlayStation, arcades, and more. Pair it with controllers, gaming buttons, a case, and TV connection for an all-in-one retro gaming machine.
For streaming media playback, OSMC is a great choice optimized for the Pi hardware with easy Kodi integration. Network your media files and play them easily.
With a compact form factor, cool case options, and near-silent operation the Pi makes for a slick living room addition for gaming and watching movies.
Networked Storage / File Server
The Raspberry Pi is often used as an inexpensive network attached storage (NAS) device or local file server. This takes advantage of the Ethernet/WiFi connectivity and microSD storage to share files on your network.
Using Samba and/or NFS allows easy mounting of the Pi’s storage from Windows, Mac, Linux machines. SSH provides secure remote shell access for easy administration.
You can also attach external USB drives for increased capacity. For more performance sensitive applications, you can boot the OS from USB 3.0 flash storage.
Overall, the Pi makes accessing shared storage and files simple and cost effective.
Web Server
With its wired and wireless network connectivity, the Pi also functions great as a web server using platforms like Nginx, Apache, Node.js, and more.
Developers can easily host websites and web apps on the Pi to experiment, learn about server administration, and conveniently access the content locally.
For production web serving, the Pi has limitations in performance and reliability versus a true server. But for personal and learning purposes, the Pi’s accessibility makes web hosting and server side development fun and practical.
Home Automation
Another common use case is home automation and IoT. The Pi’s GPIO pins allow easy interfacing with sensors, electronic components, and control systems.
Home Assistant is a popular open source automation platform with great Pi support. It allows monitoring sensors like temperature, controlling devices like lights and motors, automating routines, receiving notifications and more.
You can build one or more Pis into an automation hub to manage your smart home. The wireless and wired connectivity let the Pi communicate with various devices and cloud platforms.
IoT and Sensor Data Logging
For industrial IoT applications, the Pi works well at the edge capturing sensor data and interfacing with machinery.
It can connect to PLCs, analog sensors, serial devices, relays, motors, and digital logic easily using the GPIO pins. The Pi then logs data locally, pre-processes it, and transmits upstream.
The compact design also allows placing Pi’s with sensors in tight mechanical installations close to the monitored equipment.
Overall, the Raspberry Pi simplifies adding smarts and connectivity to industrial environments cost effectively.
Education and Learning
Education is a core part of the Raspberry Pi Foundation’s mission. The Pi has been transformational for teaching computing and IT skills to students of all ages.
Its hands-on nature, visual programming options like Scratch, and all-in-one design allows easily grasping electronics and programming basics. Lesson plans using the Pi are widely available.
Computing courses at schools and universities also use the Pi to teach operating system design, networking, security, and of course hardware interfacing skills.
It’s an affordable platform for computer science education and project-based learning. Students also learn Linux administration and practical troubleshooting skills using the Pi.
Robotics
The Pi provides an excellent integrated platform for robotics projects. Its small form factor suits mounting on mobile robots, drones, and robotic arms.
The GPIO pins allow interfacing with motors, servos, and sensors for automation and data capture. The quad-core processor can handle image processing and computer vision algorithms.
Popular robotics frameworks like OpenCV, TensorFlow, and Robot Operating System (ROS) all support the Pi. So developers have access to powerful libraries.
Affordable, packed with capability, and easy to mount, it’s no surprise the Pi has become ubiquitous in the DIY robot builder scene.
Arcade Cabinet
Retro gaming is so popular on the Pi that people build entire arcade cabinet rigs around it. By pairing the Pi with arcade controls, push buttons, an LCD panel in a customized cabinet, you can recreate the entire arcade experience at home.
Install RetroPie or a similar OS, add ROMs for all your favorite classic arcade games, and build an authentic looking cabinet for the full effect. It’s a fun electronics and woodworking project!
The Pi adequately powers even console systems like Nintendo 64 or PlayStation 1 for faithful on-screen gameplay. You can make it as elaborate as you like with marquees, artwork, speakers, etc. A weekend project that turns into a gaming masterpiece.
Security Camera
Leveraging the Pi camera module, you can construct a security camera or surveillance system. Simply add a camera to your Pi, configure streaming and recording software, and place it anywhere that needs monitoring.
MotionEyeOS or the official Pi OS work well out of the box for security camera use. You can also broadcast the stream over the network, record it to shared storage, or save locally on each Pi’s SD card.
The Pi camera supports night vision and higher resolution lenses for capturing detail. Overall, it provides an affordable yet capable backbone for a scalable multi-cam system.
VPN Server / Router
The Pi can serve as a cost effective, low power VPN server using implementations like OpenVPN or Wireguard. This allows securely accessing your home network remotely or tunneling traffic while on insecure public networks.
It’s also handy for running a Pi-hole ad blocking DNS server and Pi VPN server on the same device for privacy protection and removing ads anywhere.
For travel routers, Pi-based devices are compact yet powerful for sharing hotel and vacation rental internet connections securely with all your devices.
So the Pi pulls double duty well as a tiny private VPN server or travel router.
Weather Station
Building your own weather station is straightforward and fun with the Raspberry Pi. Various sensors can be added to collect temperature, pressure, rainfall, wind speed, lightning detection, and more.
The Pi gathers data from all the sensors and can push it upstream to weather services or your own database. It can also drive local dashboard displays to show current conditions.
Sense HAT add-ons make collecting sensor data like environmental readings very easy. The Pi easily creates a full-featured backyard weather monitor.
Smart Mirror
A smart mirror powered by a Raspberry Pi hidden behind a two-way mirror is a creative IoT project. Using a touchscreen lets you interact with the mirror to view news, weather, calendars, todo lists and more.
It provides a central smart home dashboard and easy access to information for your day in an innovative way. Voice control can also be added for hands-free interaction.
While fun to build, it’s also practical as an informational hub mounted in your bathroom, bedroom, or kitchen. A fully-customized smart home assistant designed just how you want.
Cluster Computing
The affordability of the Pi allows forming surprisingly powerful clusters with dozens or even hundreds of nodes. These provide low cost access to high levels of parallel computing power.
Clusters of Raspberry Pis are great for learning about distributed computing while also serving real workloads for research, universities, and hobbyist experimentation.
Kubernetes and Docker Swarm can orchestrate containers across a Pi cluster to run microservice-based applications. With LEGO cases and network wiring, you can build supercomputing-like setups on your desk.
Pi Laptop
For the ultimate portable Pi experience, one popular project is creating a Raspberry Pi laptop. This transforms your Pi into a custom mobile computer.
By integrating a display, battery pack, keyboard, and other peripherals into a case, you can make a Pi-powered laptop. Some kits are even available.
It makes for a fun electronics project while resulting in a practical portable device. With 8GB RAM, the Pi 4 has enough memory to run main desktop OSes like Raspberry Pi OS for a proper laptop experience.
The options and versatility of the Pi enable all kinds of creative computing projects like this.
Accessories and Add-Ons
The Pi foundation and third parties offer various official and unofficial accessories to expand the capabilities of the Pi in your projects:
- Official 7″ Touchscreen – Fully integrated monitor with touch support.
- Sense HAT – Board with sensors and 8×8 LED matrix.
- Camera Modules – Official 5MP and 8MP camera units for photos/video.
- Pibow Cases – Unique multi-color 3D printed enclosures.
- Pimoroni – Wide range of fun add-ons like light strips, audio cards, sensors, and more.
- PiJuice – Uninterruptible power module for continual operation during outages.
- Snap360 – Camera mount for capturing 360 degree photo spheres.
- Fan SHIM – Integrated fan with programmable speed control.
The ecosystem of add-ons help tailor your Pi precisely for specialized applications. The sky’s the limit!
Limitations of the Raspberry Pi Platform
While remarkably capable, the Pi does have some limitations to keep in mind:
- Performance – Can struggle with heavy multimedia workloads sometimes. Not a powerhouse.
- Memory – 1GB base RAM on older Pis is quite constrained. 8GB on Pi 4 helps tremendously.
- Storage – booting from microSD cards is slow. USB SSD helps, but not as fast as laptop drives.
- Peripherals – Limited USB ports makes connecting lots of accessories difficult. Hubs help.
- Power – Maximizing capabilities draws more electrical power. Careful component selection required.
- OS Support – Some newer operating systems no longer maintain older Pi compatibility.
So while extremely versatile, the Pi cannot fully replace a high-end PC workstation or server for intensive tasks. But it covers 80% of use cases remarkably well!
Frequently Asked Questions
Here are some common questions that arise when using the Raspberry Pi:
Q: Does the Raspberry Pi replace an Arduino or other microcontrollers?
A: The Pi is like an Arduino on steroids – more powerful CPU and OS, but lacks the precise timing and analog inputs of an MCU. The two are complementary depending on your specific needs.
Q: How difficult is the Raspberry Pi for kids to learn on?
A: Thanks to kid-friendly environments like Scratch and Python, the Pi is quite accessible for introducing children to programming. But may still require parental guidance below age 10.
Q: Which model Raspberry Pi should I get as a starter option?
A: The newer Raspberry Pi 4 Model B with 4GB RAM provides the best overall experience balancing cost, performance, and longevity. Avoid older models like the Pi 1 or Zero.
Q: Is overclocking the Raspberry Pi recommended for extra performance?
A: Overclocking is possible through config tweaks, but be careful! It voids your warranty and puts stability at risk. Modest overclocks may work but expect crashes if pushed too far.




























{kind=link}