Quad Flat No-Lead (QFN) components have become increasingly popular in modern electronics due to their compact size and excellent electrical and thermal performance. However, these benefits come with challenges, particularly the risk of short circuits to ground. This article will explore the causes of short circuits in QFN components and provide comprehensive strategies to prevent them, ensuring the reliability and longevity of your electronic designs.
Understanding QFN Components
What are QFN Components?
QFN (Quad Flat No-Lead) components are a type of surface-mount integrated circuit package. They are characterized by their flat profile, absence of leads, and exposed thermal pad on the bottom of the package. QFN components offer several advantages:
- Smaller footprint
- Improved thermal performance
- Better electrical performance due to shorter connection paths
- Lower parasitic inductance and capacitance
Common Applications of QFN Components
QFN components are widely used in various electronic applications, including:
- Mobile devices
- Automotive electronics
- Internet of Things (IoT) devices
- Consumer electronics
- Industrial control systems
Causes of Short Circuits to Ground in QFN Components
Understanding the root causes of short circuits is crucial for developing effective prevention strategies. Here are the main factors that can lead to short circuits in QFN components:
1. Solder Bridging
Solder bridging occurs when excess solder forms a conductive path between adjacent pads or between a pad and the exposed thermal pad. This is one of the most common causes of short circuits in QFN components.
2. Component Misalignment
Improper placement of the QFN component during assembly can result in pins contacting the wrong pads or the thermal pad, leading to short circuits.
3. PCB Design Flaws
Inadequate spacing between pads, improper pad sizing, or incorrect thermal pad design can increase the risk of short circuits.
4. Contamination
Flux residues, moisture, or other contaminants can create conductive paths between pads and ground, causing intermittent or permanent short circuits.
5. Thermal Pad Issues
Overfilling or underfilling the thermal pad with solder can lead to component floating or solder balls, both of which can cause short circuits.
6. Mechanical Stress
Excessive mechanical stress during assembly or operation can cause component warpage or cracking, potentially leading to internal short circuits.
Preventing Short Circuits to Ground in QFN Components
To mitigate the risk of short circuits, a multi-faceted approach is necessary. Let’s explore various prevention strategies:
1. Optimizing PCB Design
Proper Pad Design
- Use the manufacturer’s recommended pad layout
- Ensure adequate spacing between pads
- Implement teardrop pads for improved solder flow
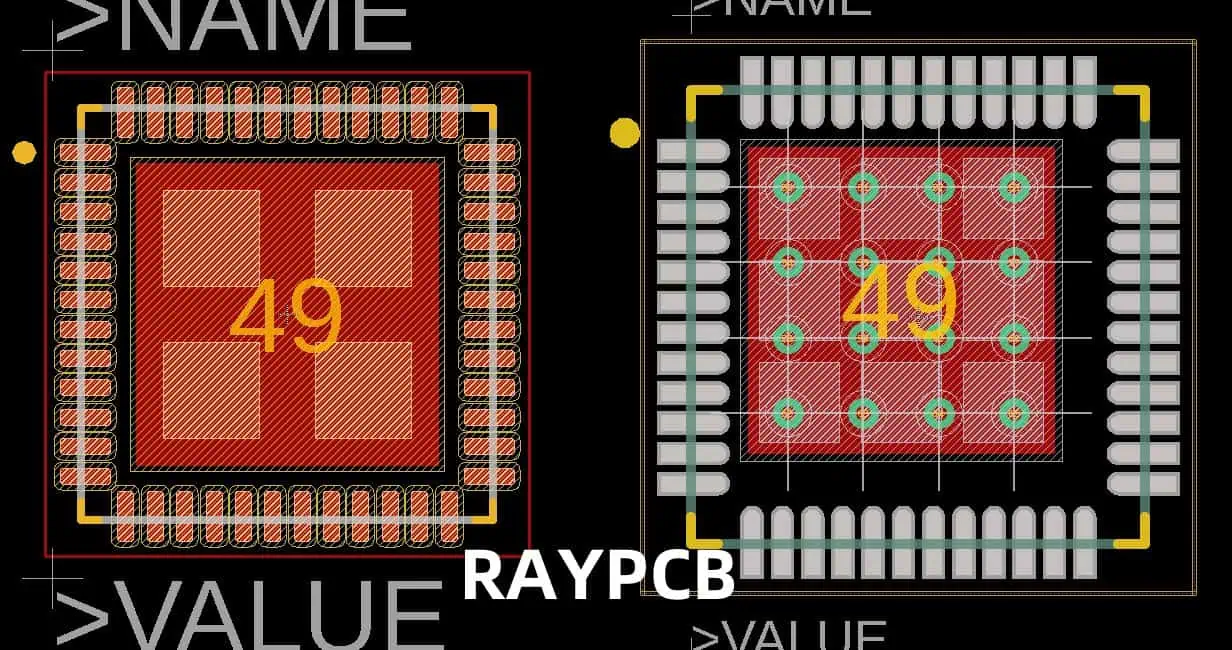
Thermal Pad Considerations
- Design the thermal pad with proper segmentation
- Use a grid of small vias for improved heat dissipation
- Implement solder mask defined (SMD) pads for better control
Ground Plane Design
- Use a solid ground plane beneath the QFN component
- Implement ground plane cutouts to prevent solder bridging
2. Improving Assembly Processes
Solder Paste Application
- Use a high-quality, fine-pitch stencil
- Optimize solder paste volume
- Consider using Type 4 or Type 5 solder paste for finer pitch components
Component Placement
- Use precision pick-and-place equipment
- Implement optical alignment systems
- Verify placement accuracy before reflow
Reflow Profile Optimization
- Develop a reflow profile specific to QFN components
- Monitor and control temperature ramp rates
- Ensure proper peak temperature and time above liquidus
3. Implementing Inspection and Testing
Automated Optical Inspection (AOI)

- Use high-resolution AOI systems
- Develop custom algorithms for QFN inspection
- Implement 3D AOI for improved defect detection
X-ray Inspection
- Use X-ray systems to inspect hidden solder joints
- Check for voids in the thermal pad solder
- Verify internal component integrity
Electrical Testing
- Perform in-circuit testing (ICT) for short circuit detection
- Implement functional testing to verify proper operation
- Use boundary scan testing for improved test coverage
4. Enhancing Cleaning and Contamination Control
Flux Selection
- Use no-clean fluxes when possible
- If cleaning is necessary, select easily removable fluxes
Cleaning Processes
- Implement effective cleaning processes for flux removal
- Use ultrasonic cleaning for hard-to-reach areas
- Verify cleanliness using ionic contamination testing
Environmental Controls
- Control humidity in storage and assembly areas
- Implement proper handling procedures to prevent contamination
- Use dry storage for moisture-sensitive components
5. Implementing Design for Manufacturability (DFM)
Component Selection
- Choose QFN packages appropriate for your manufacturing capabilities
- Consider using components with larger pitch for easier assembly
Fiducial Placement
- Implement proper fiducial marks for accurate component placement
- Use local fiducials for critical components
Testability Considerations
- Design for testability to improve fault detection
- Implement test points for critical nets
Best Practices for QFN Component Assembly
To summarize the key points for preventing short circuits in QFN components, here’s a table of best practices:
| Category | Best Practice |
| PCB Design | – Use manufacturer-recommended pad layouts<br>- Implement proper thermal pad design<br>- Ensure adequate spacing between pads |
| Solder Paste Application | – Use high-quality, fine-pitch stencils<br>- Optimize solder paste volume<br>- Consider using Type 4 or Type 5 solder paste |
| Component Placement | – Use precision pick-and-place equipment<br>- Implement optical alignment systems<br>- Verify placement accuracy before reflow |
| Reflow Process | – Develop QFN-specific reflow profiles<br>- Monitor and control temperature ramp rates<br>- Ensure proper peak temperature and time above liquidus |
| Inspection | – Implement high-resolution AOI<br>- Use X-ray inspection for hidden solder joints<br>- Perform electrical testing for short circuit detection |
| Cleaning | – Use no-clean fluxes when possible<br>- Implement effective cleaning processes<br>- Verify cleanliness using ionic contamination testing |
| Environmental Control | – Control humidity in storage and assembly areas<br>- Implement proper handling |
Advanced Techniques for Short Circuit Prevention
As technology advances, new techniques are being developed to further reduce the risk of short circuits in QFN components:
1. Conformal Coating
Applying a thin, protective layer of conformal coating can help prevent short circuits caused by contamination or moisture. However, care must be taken to ensure proper application and curing of the coating.
2. Underfill Technology
Using underfill materials can improve the mechanical stability of QFN components and prevent solder joint failures. This technique is particularly useful in applications subject to high vibration or thermal cycling.
3. Advanced PCB Materials
New PCB materials with improved thermal and electrical properties can help reduce the risk of short circuits. These materials often offer better dimensional stability and reduced moisture absorption.
4. Plasma Cleaning
Implementing plasma cleaning processes before and after assembly can significantly reduce contamination and improve solder joint reliability.
5. Machine Learning in Inspection
Incorporating machine learning algorithms into AOI and X-ray inspection systems can improve defect detection accuracy and reduce false positives.
Comparing Short Circuit Prevention Techniques
To help you choose the most appropriate techniques for your application, here’s a comparison table of various short circuit prevention methods:
| Prevention Technique | Effectiveness | Cost | Complexity | Applicability |
| Optimized PCB Design | High | Low | Moderate | All applications |
| Precision Assembly | High | Moderate | Moderate | All applications |
| AOI and X-ray Inspection | High | High | High | All applications |
| Conformal Coating | Moderate | Moderate | Low | Moisture-sensitive applications |
| Underfill Technology | High | High | High | High-reliability applications |
| Advanced PCB Materials | Moderate | High | Low | High-performance applications |
| Plasma Cleaning | Moderate | Moderate | Moderate | All applications |
| Machine Learning Inspection | High | High | High | High-volume production |
Conclusion
Preventing short circuits to ground in QFN components requires a comprehensive approach that addresses all aspects of the design and manufacturing process. By implementing the strategies outlined in this article, you can significantly reduce the risk of short circuits and improve the overall reliability of your electronic designs.
Remember that prevention is always more cost-effective than dealing with failures in the field. Invest time and resources in optimizing your design and manufacturing processes to ensure the long-term success of your products.
Frequently Asked Questions (FAQ)
Q1: How can I determine if a short circuit has occurred in a QFN component?
A1: Short circuits in QFN components can be detected through various methods:
- Visual inspection using high-magnification microscopes or AOI systems
- X-ray inspection to check for solder bridging or internal defects
- Electrical testing, including in-circuit testing and functional testing
- Thermal imaging to identify hot spots that may indicate a short circuit
Q2: Are there any specific design guidelines for the thermal pad of QFN components?
A2: Yes, some key guidelines for thermal pad design include:
- Follow the manufacturer’s recommendations for pad size and layout
- Use a grid of small vias for improved heat dissipation
- Implement thermal pad segmentation to reduce the risk of solder bridging
- Consider using solder mask defined (SMD) pads for better solder control
Q3: How does humidity affect the risk of short circuits in QFN components?
A3: High humidity can increase the risk of short circuits in QFN components by:
- Promoting corrosion of exposed metal surfaces
- Causing moisture absorption in PCB materials, leading to delamination
- Facilitating the formation of conductive paths between pads due to moisture To mitigate these risks, control humidity in storage and assembly areas, and use moisture-resistant materials and coatings when appropriate.
Q4: What are the advantages of using X-ray inspection for QFN components?
A4: X-ray inspection offers several advantages for QFN components:
- Ability to inspect hidden solder joints beneath the component
- Detection of voids in the thermal pad solder
- Verification of internal component integrity
- Non-destructive inspection method
- Capability to detect subtle defects that may not be visible with optical inspection
Q5: How can I optimize the reflow profile for QFN components?
A5: To optimize the reflow profile for QFN components:
- Start with the component manufacturer’s recommended profile
- Adjust the preheat slope to allow for proper flux activation and solvent evaporation
- Ensure the peak temperature is sufficient to form reliable solder joints without damaging the component
- Control the time above liquidus to allow proper wetting while preventing excessive intermetallic growth
- Use thermocouples or thermal profiling equipment to verify and fine-tune the profile Remember to consider the thermal characteristics of other components on the PCB when developing the reflow profile.