Printed circuit board (PCB) manufacturing involves stringent quality checks to validate fabrication accuracy before shipment. Visual inspection remains indispensable for verifying PCB layer alignment, pad geometries, soldermask tolerances, and confirming drill hole sizes across boards utilizing specialized inspection microscopes providing high quality imaging.
However, with ongoing PCB technology advancements enabling smaller line widths, tighter pitches and finer tolerances, traditional stereo optical microscopes prove inadequate necessitating more advanced magnification solutions.
This article outlines key considerations when selecting PCB inspection microscopes, examines popular models, and provides a feature comparison across different price categories to help identify the best value options.

Importance of Visual PCB Inspection
Automated optical inspection (AOI) systems employing sophisticated imaging techniques provide first-line quantitative dimensional analysis checking PCB panels for defects during fabrication. However, final quality assurance requires detailed physical verification against pertinent design specs.
Engineers perform various critical validations only possible through visual examinations under microscopes, including:
Trace Width Measurements – Confirming etched conductor widths match layout rules across different PCB routing layers
Pad Spacing Analysis – Verifying clearance tolerances between closely spaced pads or vias
Soldermask Inspection – Checking for complete paste coverage with no voids or scratches
Conductor Roughness – Detecting pits, nicks or inconsistent metal etch roughness along traces
Plating Integrity – Validating uniform copper, tin, silver or gold plating thickness on pads
Drilling Circularity – Assessing drill hole diameter consistency and edge roughness
Step-and-Repeat Accuracy – Measuring alignment marks validating pattern overlay precision
wegewVoiding – Detecting insufficient filler or air gaps around pads on soldermask or metal layers
Since these dimensional verifications require micron-level imaging resolutions, PCB designers need access to advanced magnification systems during final board bring-ups while avoiding cost overkill.
Types of PCB Inspection Microscopes
Several optical instrumentation solutions assist PCB analyses:
Stereo Microscopes
Stereo microscopes contain paired eye tubes with separate light paths providing slightly offset images recombined by the visual cortex into enhanced 3D depth perception without fish-eye distortion at lower 5-100x magnification ranges. Large working distances accommodate inspecting populated PCB assemblies. However, resolution proves inadequate assessing finer fab layers.
Compound Microscopes
Compound microscopes employ a two stage magnification system with initial 10-100x magnification from an objective lens followed by added 10-15x eyepiece zoom boosting overall viewing up to 1500x levels necessary for detail PCB analyses. High numerical aperture objectives enhance resolution but limit working distances. Mounted camera modules assist image capture across smaller fields of view during PCB examinations.
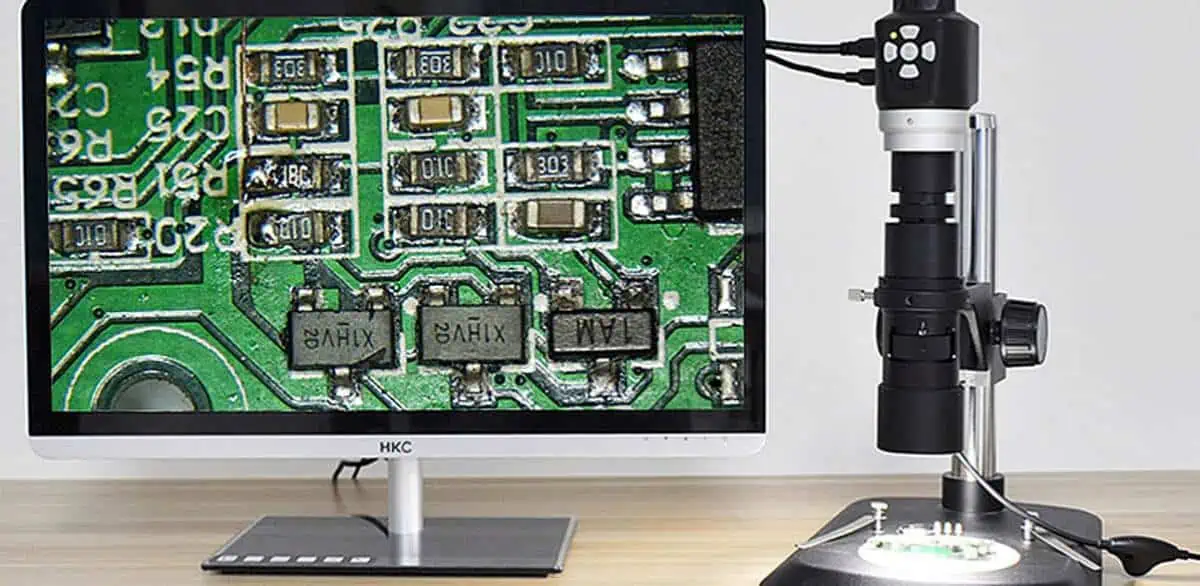
Digital Microscopes
These eliminate conventional eyepieces replacing optical tubes with high resolution CMOS/CCD imaging sensors providing magnification levels up to 300x when coupled to large HD displays. However, lower sensor pixel density restricts resolving capacity crucial for PCB work. Touchscreen manipulation conveniences standalone operation but subjects displays to contamination.
Measuring Microscopes
Measuring microscopes incorporate high precision linear encoded or rotary stages coupled to fine-adjustment focusing nosepieces providing micron-level X-Y positioning repeatability essential for dimensional metrology. Glass reticle overlays or software-based gridlines enable measuring key PCB features like conductor spacing, hole sizes or land widths. However bulk hampers manipulation flexibility.
Benchtop Microscopes
Benchtop models with boom stands keep main optical assembly base stationary while allowing adjustable slide stages or camera tubes to move facilitating inspection access across large PCBs with flexible side-on viewing. Extended working distances accommodate examining populated boards or instances needing auxiliary lenses attachment. High intensity ring lights assist surface illumination.
Key Specifications for PCB Inspection

Microscope selection factors include:
Magnification Range – 100x-500x levels necessary for tracing conductors or examining drill hole walls by resolving sub-25-micron features
Working Distance – At least 6 inches provides clearance inspecting dense bottom-side components on multilayer PCBs
Illumination – Ring lights with diffused LEDs prevent harsh reflections across copper layers
** resolving** – Diffraction-limited optics reduce aberration enhancing edge visibility
Field of View – Larger viewing facilitates quicker area scans during PCB analyses
Zoom Ratio – 10:1 or higher provides sufficient magnification latitude
Camera Sensor – High density CMOS/CCD sensor assist capturing intricate PCB details
Optomechanical Stage – Motorized precision XY stage allows programmable board navigation
Software – Measurement software checks component locations or sizes
Ergonomics – Articulating arms or boom stands improve user adjustability
By optimizing these parameters, inspection microscopes facilitate detailed PCB assessments necessary before approving boards for production deployment.
Comparison of Popular PCB Inspection Microscope Models
| Model | Key Features | Price |
|---|---|---|
| AmScope SE400-Z Professional Binocular Stereo Microscope | – Magnification up to 120x- 10x Eyepieces + 4x Objectives – LED illumination – 7″ x 5″ Stage | $170 |
| Celestron 44341 Advanced Stereo Microscope | – Magnification up to 40x- 10x Eyepieces + 4x Objectives – Diascopic illumination – Built-in 0.5MP Camera | $230 |
| AmScope SM-3TZ Professional Trinocular Stereo Zoom Microscope | – Zoom Magnification 0.7x – 4.5x – LED illumination – Camera output – 7″ x 7″ stage | $950 |
| AmScope SE306R-PZ Forward Binocular Stereo Microscope | – Magnification up to 70x – 20x Eyepieces + 3.5x Objective – Dual LED lights – Articulating boom arm stand | $600 |
| BW Optics Signature Series Compound Microscope | – Magnification up to 2000x – Siedentopf binocular head – Koehler illumination – 10x Eyepieces + range of objectives | $2,000 |
| AmScope SM-1TSZ-L6W-10M Digital Professional Microscope | – Magnification range 20x – 230x – CMOS sensor up to 5MP – WiFi connectivity – Software measurement – LED illumination | $700 |
| Vision Engineering Lynx EVO Benchtop Measuring Microscope | – Magnification up to 215x – Motorized 200x175mm stage – 36x44mm field of view – Software based measurements | $20,000 |
| Leica DMS1000 Digital Measuring Microscope | – Magnification up to 300x – Motorized 175x175mm stage – 36x44mm field of view – 0.9 μm resolution – Leica software suite | $30,000 |
This comparison summarizes capabilities across various price points highlighting factors that deeply impact resolution critical for PCB validation. Mid-range models offer best value balancing performance and affordability.
Software Features for PCB Inspection Microscopes
Integrated software and analysis packages enhance productivity when evaluating boards:
Digital Image/Video Capture – High resolution camera sensor enables recording intricate PCB details far exceeding visual observations or basic smartphone images
Measurements Overlay – Onscreen gridlines or overlays precisely quantify X-Y distances, diameters, areas etc
Stepper Motor Driven Stage – Software-controlled motorization allows fast navigation across large boards
Image Stitching – Seamlessly stitches multiple captured frames into one composite image covering bigger board sections
Cloud Connectivity – Connects globally distributed engineering teams by sharing findings real-time over cloud servers
Custom Reporting – Automatically generates detailed PDF reports compiling measurements, annotations and visual evidence documenting PCB analyses
Such features improve inspection workflow efficiency and traceability across teams when validating during PCB fabrication events or post-assembly.
Inspection Methodology for PCB Validation
Follow these best practices when examining boards:
Whole Panel Scans – First visually inspect the entire panel utilizing lower magnification to catch potential scratches, discoloration or debris across boards
Layer Progressions – Gradually increase magnification in a methodical manner starting from outer layers before examining inner layers to map entire PCB stackups
Frequent Cleansing – Use lint-free swabs dampened with reagent grade isopropyl alcohol often when cleaning optics or boards during inspections to avoid contaminants obstructing visuals
Light Adjustments – Tune brightness levels and diffusers to clearly illuminate focus areas without blowing out sheens or producing reflection artifacts
Cross-Polarization – Adding cross polarization attachments aids enhancing contrast revealing otherwise barely visible micro-cracks or fractures in conductors
Dimensional Sampling – Take measurements across evenly sampled areas capturing edge use cases rather than focusing solely only one location
Image Captures – Extensively photograph abnormal dimensions deviating from baselines providing tangible proof of defects
Electrical Validation – Confirm minimum aperture openings satisfy target impedance levels through electrical impedance testing
Implementing careful inspection processes strengthens defect detection accuracy necessary to meet stringent quality thresholds expected of PCB solutions before deploying boards across applications.
Maintaining PCB Inspection Microscopes

Routine care optimizes microscope functionality:
- Daily Cleaning – Gently blow away loose dust using a blower before wiping down components using acceptable solvents; keep optics capped when not in use
- Storage Precautions – Engage slide locks, lower stage platforms, retract cord/cables, and cover equipment to prevent mechanical damage
- Mishandling Avoidance – Transport microscopy systems safely avoiding bumps/vibrations and store in acceptable temperature/humidity levels
- Lubrication Scheduling – Apply small drops of rotating stage lubricants biannually ensuring smooth friction-free adjustments
- Lens Checks – Periodically inspect objective lens surfaces for oil/dirt buildup degrading clarity or scratches impairing resolution
- Validation Calibration – Conduct annual calibration verification against validation standards traced to international metrological institutes to confirm measurement equipment retains precision
While proper maintenance activities ensure optimal microscope health maximizing equipment lifetime at minimum costs, lack of appropriate care risks performance deterioration or early failure losing value of analytical investments.
Future PCB Inspection Technology Trends
Emerging solutions improve microscope-based printed circuit analyses:
Automated Platforms – Motorized programmable XY stages with cameras, precision movements and onboard analyses minimize user intervention while tirelessly executing inspection test suites at machine vision levels unattainable manually
Hyperspectral Imaging – Advanced sensors providing enhanced spectral contrast discern minute material variances better differentiating conductor edges or minuscule defects
Artificial Intelligence – Trainable computer vision techniques reliably classify defect types automatically without operator expertise speeding analytics
Holographic Imaging – Laser-based holographic interference magnification achieves nanometer-scale 3D optical resolution better resolving microstructural intricacies within glass fibers or laminate weaves
Big Data Trending – Extensive archival image datasets pooled across PCB batches subjected to advanced analytics algorithms determine control thresholds differentiating acceptable process variations from true defects highlighting only statistically significant outlier conditions requiring corrective actions
Such emerging technologies will significantly advance reliability, repeatability and accuracy of future PCB inspection systems well beyond conveniences provided by basic optics thereby further enhancing fabrication quality.
Conclusion

This guide examined why achieving optimal magnification, contrast, working distances and resolution prove essential for verifying key electrical, dimensional and structural parameters during printed circuit analyses using microscopes. Mid-range models balance affordability without sacrificing longevity or analytical flexibility expected for PCB design applications, whereas premium microscopes deliver ultimate precision necessary for leading-edge solutions. Adopting robust inspection methodologies coupled with proper instrument care maximizes measurable returns when evaluating bare PCB boards primed for electronics integration. Going forward, continued innovations across AI-enabled automation, sensor technologies and imaging modalities will reshape quality assurance processes.
Frequently Asked Questions
What kind of microscope is needed to inspect PCBs?
Validating modern complex PCBs requires stereo microscopes offering at least 70x magnification with 8x eyepieces plus 5x zoom capacity and extended 10+ inch working distances for inspecting populated boards. Adjustable ring lights prevent reflections across bare copper layers. Boom arm stands aid ergonomics while probes inspectors access hard-to-reach solder joints or vias across boards.
Why are measuring microscopes used to examine PCBs?
Measuring microscopes incorporate precision movement stages, reticle overlays and metrology software needed for quantifying key PCB conductor widths/spacings, annular rings, drilling registration marks or step-and-repeat spacing essential for verifying dimensional accuracy and overlay alignment critical before deploying boards lacking normal length-scale visual cues available for assessing macro-sized objects.
What are must-have features PCB inspection microscopes?
Quadruple air objective revolvers ensure highest magnification range up to 500x examining ultra-fine traces below 100 microns coupled with adjustable focus to accommodate onboard components. Wide 22mm fields of view quicken inspection together with flexibility to add auxiliary lenses. Long working distances facilitate examining hidden solder joints. XY motorized stages enable automatic beneath-board navigation. High color rendition ring lamps prevent metallic sheen blowouts.
Why is ESD protection needed when inspecting PCBs?
Since even intermittent ESD discharges risk irreparable damage destroying susceptible onboard electronics during power-up initialization, technicians must follow stringent anti-static protocols including wearing grounded wrist straps; avoiding nylon clothing during analysis; operating microscopes only at grounded workstations equipped with ESD flooring, point ionizers and humidity controllers; while preventing static charge buildup across objective lenses or PCB handling carts through topical sprays helping safeguard inspected boards.
What level of optical magnification is necessary for inspecting 01005 passives?
With ultra-miniature 01005 SMD components measuring just 0.4mm length/width above boards, validating solder fillet profiles, pad alignments or marking legibility requires minimum 250x magnification with the optical resolution to discern micron-scale features only feasible using high power objectives available with premium compound microscopes configured for such extreme CMOS silicon wafer metrology thereby allowing engineers characterize fabrication efficacy necessary for handling next-generation 01005 density assembly demands.