Power distribution is a critical concern when designing complex multi-board systems like servers, telecom equipment, industrial control units, etc. These systems often use large multi-layer boards or sometimes multiple interconnected boards to provide sufficient routing channels.
Implementing robust power planes within and across PCBs is key to deliver clean, stable power to all components. This article provides comprehensive guidelines on best practices for utilizing power planes in multi-board designs.
Power Plane Benefits
Dedicated power planes on PCB layers offer major benefits versus discrete power routing including:
- Extremely low impedance power distribution network
- Vast current capacity exceeding 10A with 1oz copper
- Elimination of ground loops and slow power feedback
- Prevention of switching noise coupling into signals
- Improved voltage regulation with decoupling caps
- Facilitates system level power sequencing
Power planes also simplify routing by avoiding tangles of power traces. Multi-board systems leverage these advantages by implementing power planes both on individual PCBs as well as across boards using backplanes or other interconnects.
Multi-Board Power Architecture
The first step is to define the system level power architecture and voltage domains. Key considerations for complex multi-board systems:
- Number of unique voltage rails required (+5V, +12V, -12V, etc.)
- Primary and redundant power supply modules
- Sequence of board power up for hot-swap ability
- Power budgeting for each board and interconnections
- Heat dissipation needs – airflow, heatsinks
- Fault tolerance requirements – fusing, monitoring, reporting
Architecting at the system level ensures all power requirements are fulfilled by the PCB level implementation.
Backplane Power Distribution
Backplanes or other board-to-board connectors are used to distribute power between PCBs in multi-board systems. Guidelines include:
- Assign dedicated connector pins for each required voltage rail
- Size pins appropriately for expected current draw
- Ensure even pin distribution to avoid hotspots
- Locate voltage pins adjacent to respective ground pins for local decoupling
- Consider contact resistance for both pins and connectors
- Incorporate redundancy for critical voltage rails
- Use sense traces to regulate noise at board inputs
- Add TVS diodes, fuses or polymer blocks for protection
Well designed backplane power routing avoids issues like voltage drops, noise coupling and thermal buildup across boards.
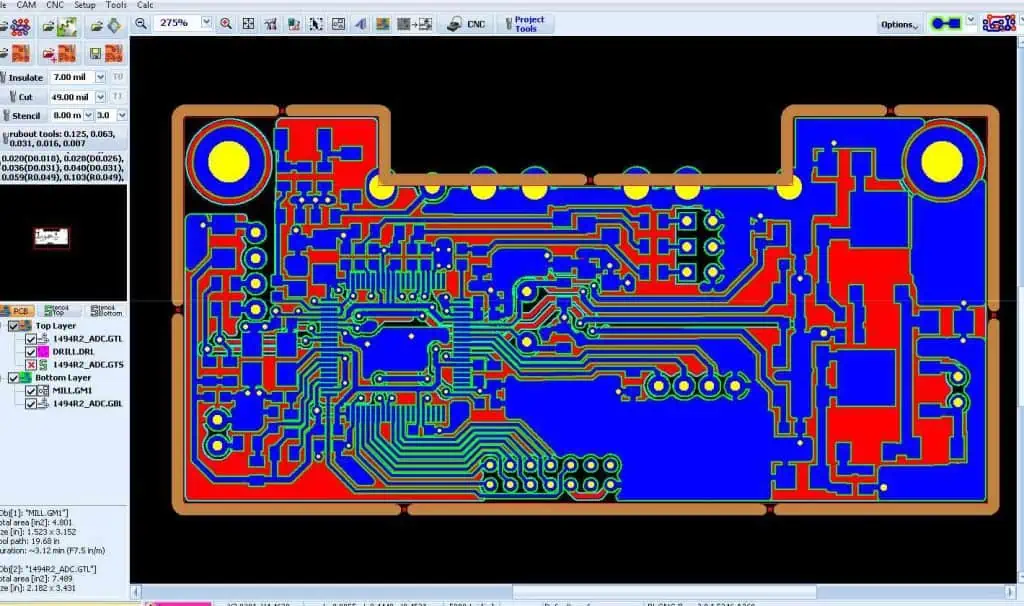
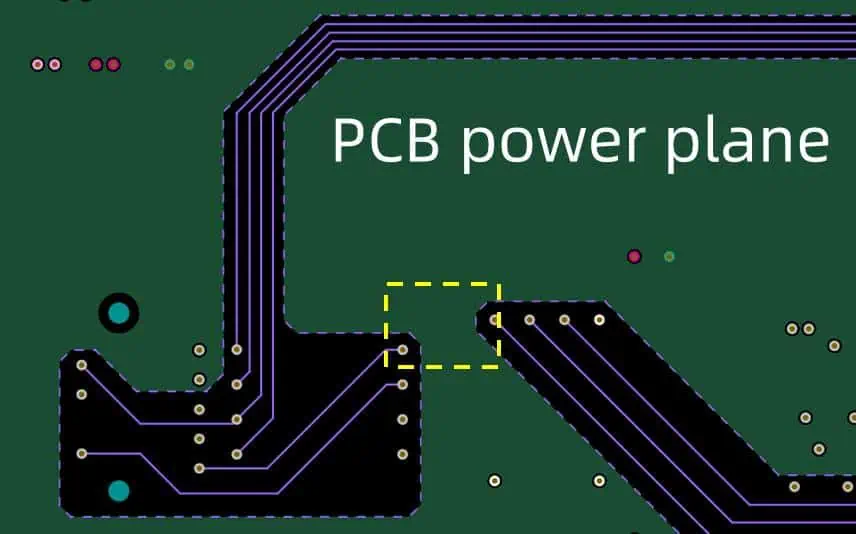
Board Level Power Planes
Within each PCB, one or more entire layers are devoted to uninterrupted power planes. Guidelines for board level power planes:
- Assign a layer for each distinct voltage domain
- Ensure adjacent power and ground planes for decoupling
- Surround planes completely by guard traces or ground
- Use thicker 2oz copper for high current applications
- Incorporate plane splits to isolate noise sensitive circuits
- Add multiple vias when routing signals through planes
- Allow for thermal expansion of planes in panel design
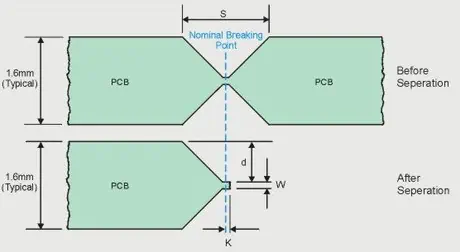
- Take care with plane edges near connectors and fingers
Robust power planes simplify routing while enabling stable power to all board sections.
Layer Stackup Configuration

Carefully configure the layer stackup to embed power planes optimally. Some guidelines:
- Position ground plane adjacent to each power plane for isolation
- Assign ground and VCC planes on inner layers adjacent to surface layers
- Ensure surface layers are ground planes for shielding
- Place critical signals layers closest to surface grounds
- Use thicker power core layers when current demands are high
- Add thin dielectric between power and ground for capacitance
- Assign digital and analog power planes to separate layers
- Split layers to provide embedded regulator supplies
Appropriate stackups avoid noise coupling and deliver clean localized power.
Decoupling Capacitors
Decoupling capacitors are mounted directly between power and ground planes to filter noise. Best practices include:
- Select low ESR, X7R or NP0 capacitor technology
- Choose appropriately sized capacitors for targeted noise frequency
- Observe capacitor parasitics – ESL, ESR and impedance are key
- Place caps as close to IC pins or packages as possible
- Use staggered values for wide frequency noise suppression
- Consider land patterns for optimal inductance and current
- Enable capacitors in parallel for very high current applications
Sufficient high frequency decoupling is essential for stable PCB power integrity.
Polygon Pours

Polygon power fills can be used to augment planes for improved thermal relief and redundancy. Guidelines:
- Assign polygons on inner layers adjacent to respective planes
- Connect polygons directly to planes at multiple locations
- Surround polygons with sufficient isolation clearance
- Break up large polygons into smaller mesh for etch relief
- Take care with polygon edges near fingers or connectors
- Adjust polygon copper weight to meet current capacity
- Keep polygon copper balanced between layers
Polygons provide supplemental power distribution with careful design.
Power Plane Splits
Power planes can be selectively split into isolated regions to prevent noise coupling when required. Some guidelines:
- Use narrow split lines to divide plane while retaining low impedance
- Place split lines to isolate sensitive analog sections
- Assign individual planes for noisy digital supplies
- Retain symmetry across plane splits for current balance
- Bridge splits with ferrite beads when some coupled noise is acceptable
- Decouple each split region independently
- Add jumper connections across splits when needed
Targeted plane splits balance overall robustness with isolation needs.
Power Routing Escape Traces
Escape traces route power from the planes out to connector pins or circuit loads. Best practices:
- Assign multiple vias when escape traces pass through ground planes
- Place vias or stitching caps when routing over plane splits
- Use thicker traces and minimum angles for lowest impedance
- Avoid running other signals in parallel with power traces
- Include power testpoints at key intersections
- Incorporate fusing on critical power lines
Careful escape routing prevents impedance spikes and noise injection across the board.
Grounding Considerations
While focused on power, grounding interrelates and requires considerations like:
- Minimize ground loops by routing ground returns next to signals
- Connect all ground planes at a single point only
- Use strategic splits in ground planes to contain return current
- Route key signals over uninterrupted ground areas
- Incorporate separate analog and digital ground planes
- Assign guarded geometries around ground plane edges
- Provide a ground return path for each power distribution branch
Robust grounding and minimal ground loops affect overall power integrity.
PDN Validation
Validate the full power distribution network (PDN) using modeling and measurement:
- Perform impedance profiling and resonance analysis
- Model PDN across frequency range for power noise
- Verify impedance targets for power rail stability
- Measure power noise directly with oscilloscope probes
- Use VCC leakage current tests for capacitance estimation
- Employ high frequency signal injection to locate resonances
- Review thermal imaging under load to check for hotspots
Thorough PDN validation ensures the design meets all power integrity targets.
Design Rule Checks
Leverage design rule checks and constraints to avoid common power integrity issues:
- Set minimum spacing between planes, traces, pads
- Control plane edge shapes and corner radii
- Limit the number of vias when signals cross planes
- Set maximum trace lengths for decoupling caps
- Require bypass caps for each power pin/terminal
- Enforce diversified decoupling values
- Flag missing testpoints or fusing
- Identify unconnected plane regions or islands
Rules and constraints codify best practices to automate checking.
Summary
- Power planes provide tremendous advantages for multi-board system PDNs.
- Architecture the system level power distribution and sequencing first.
- Carefully plan board power plane assignment, stackup, decoupling and routing escape traces.
- Leverage polyethylene filled backplane pins, card edges and connectors for interconnection.
- Validate the full PDN using modeling, measurements and thermals.
Following these guidelines delivers a robust power distribution implementation for reliable multi-board system operation.
Frequently Asked Questions
How should power be distributed between boards through backplane connectors?
Use dedicated power pins for each required voltage rail when routing connector power, with adjacent ground returns. Evenly distribute pins to avoid hotspots and use larger pin gauges or multiple pins for higher current.
What is a recommended PCB layer stackup for power integrity?
Good stackup practice is to assign ground and power planes in core layers next to signal layers. Critical signals should be next to ground planes. Place ground planes on the outer layers for shielding.
How can power plane resonance be reduced?
Strategically splitting power planes, using capacitive dielectrics between planes, and providing sufficient high frequency decoupling dampens power plane resonances. Modeling the full PDN also highlights resonant frequencies.
Why are polygon power pours used in parallel with plane layers?
Polygons provide supplemental high frequency power distribution, thermal relief for planes, and redundancy against plane breaks. But polygons have higher impedance than solid planes and introduce their own resonant effects.
What is the purpose of isolation gaps or splits within power planes?
Targeted plane splits are used to contain and isolate power noise sensitive circuitry from noisy supply regions. This prevents coupled noise while retaining robust power distribution across the overall board.