Microvia failures primarily stem from thermal stresses induced during PCB assembly processes. These stresses can critically compromise the structural integrity of plated interconnects, leading to reduced product lifespan. To enhance microvia reliability, designers should implement three key strategies:
- Material selection optimized for laser drilling processes
- Strict compliance with IPC-T-50M specifications for via formation
- Careful stack-up design following IPC-2226 guidelines for HDI structures
These measures collectively address the thermo-mechanical challenges inherent in high-density interconnect designs.

What are Microvias?

Before we dive into the specifics of designing reliable microvias, it’s essential to understand what microvias are and their role in modern PCB design.
Definition and Characteristics
Microvias are small holes drilled in a PCB that connect different layers of the board. Unlike traditional through-holes or vias, microvias are significantly smaller, typically with a diameter of 150 micrometers (μm) or less. They are crucial components in HDI boards, allowing for higher component density and improved signal integrity.
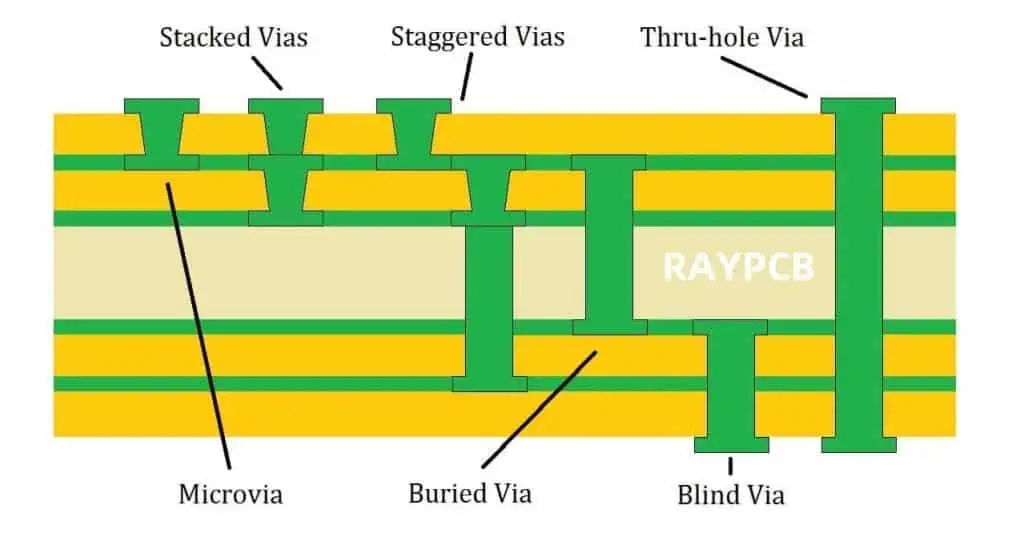
Types of Microvias
There are several types of microvias, each with its own characteristics and applications:
- Blind Microvias: These connect an outer layer to one or more inner layers but do not extend through the entire board.
- Buried Microvias: These are internal connections that do not reach any outer layer of the PCB.
- Stacked Microvias: These are a series of microvias placed directly on top of each other, connecting multiple layers.
- Staggered Microvias: These are offset from each other rather than stacked directly on top of one another.
Understanding these different types is crucial for designing reliable microvias, as each type has its own set of design considerations and potential failure modes.
Read more about:
3 Primary Factors That Contribute to Microvia Failure
Microvia failure can have severe consequences for the functionality and reliability of HDI boards. Three primary factors often contribute to these failures:
1. Usage of High-Temperature Dielectric Materials
High-temperature dielectric materials are often used in PCB manufacturing to improve the board’s thermal performance. However, these materials can pose challenges for microvia reliability:
- Thermal Expansion: High-temperature materials may have different coefficients of thermal expansion (CTE) compared to the copper used in microvias, leading to stress during thermal cycling.
- Drilling Challenges: Some high-temperature materials can be more difficult to drill accurately, potentially compromising microvia formation.
To mitigate these issues:
- Carefully select dielectric materials that balance thermal performance with microvia reliability.
- Consider using laser-drillab
le materials specifically designed for HDI applications.
2. Expansion Rate Mismatch
The mismatch in thermal expansion rates between different materials in the PCB stack-up can lead to significant stress on microvias:
- Copper vs. Dielectric: The difference in CTE between copper and the surrounding dielectric material can cause stress during thermal cycling.
- Plating Materials: The choice of plating materials for microvias can also impact the overall expansion rate mismatch.
To address this factor:
- Choose materials with compatible CTEs when possible.
- Use design techniques like staggered microvias to distribute stress more evenly.
- Consider thermal simulations to predict and mitigate expansion-related issues.
3. Multiple Lamination Cycles
HDI boards often require multiple lamination cycles during manufacturing, which can impact microvia reliability:
- Thermal Stress: Each lamination cycle exposes the board to high temperatures, potentially stressing existing microvias.
- Material Degradation: Repeated heating can degrade some PCB materials, affecting their electrical and mechanical properties.
To minimize the impact of multiple lamination cycles:
- Optimize the PCB stack-up to reduce the number of required lamination cycles.
- Use materials specifically designed to withstand multiple lamination processes.
- Consider sequential lamination techniques to protect earlier-formed microvias.
What Leads to Microvia Failure During the Reflow Process?

The reflow process, essential for surface mount technology (SMT) assembly, can be particularly challenging for microvias. Several factors can contribute to microvia failure during reflow:
1. Thermal Shock
The rapid temperature changes during reflow can cause thermal shock, leading to:
- Microvia cracking
- Delamination at the microvia interface
2. CTE Mismatch
As mentioned earlier, the difference in thermal expansion rates becomes particularly problematic during reflow:
- Stress concentration at the microvia barrel
- Potential separation between the microvia and surrounding materials
3. Moisture Sensitivity
Absorbed moisture can expand rapidly during reflow, causing:
- Internal pressure build-up
- Delamination or “popcorning” effect
4. Insufficient Copper Plating
Inadequate copper plating in microvias can lead to:
- Weak connections that fail under thermal stress
- Increased susceptibility to fatigue failure
5. Voiding
Voids in the microvia fill material or plating can expand during reflow, causing:
- Cracking or separation
- Increased electrical resistance
To mitigate these issues, careful consideration must be given to material selection, manufacturing processes, and design strategies, as we’ll explore in the next section.
5 Tips to Design Reliable Microvias
Designing reliable microvias requires a multifaceted approach, considering materials, standards, and manufacturing processes. Here are five essential tips to ensure the reliability of your microvia designs:
1. Pick a Dielectric Material Suitable for Laser Drilling
The choice of dielectric material is crucial for microvia reliability:
- Laser-Friendly Materials: Opt for materials specifically designed for laser drilling, such as high-Tg (glass transition temperature) epoxies or liquid crystal polymers (LCPs).
- Controlled CTE: Choose materials with a coefficient of thermal expansion (CTE) that closely matches that of copper to minimize stress.
- Consider Signal Integrity: Select materials with appropriate dielectric constants and loss tangents for your application’s frequency requirements.
Key considerations:
- Laser ablation characteristics
- Thermal stability
- Electrical properties
2. Adhere to IPC-T-50M Microvia Standards
The IPC-T-50M standard provides crucial guidelines for microvia design:
- Size Definitions: Follow the standard’s definitions for microvia dimensions (typically ≤150μm in diameter).
- Aspect Ratio: Adhere to recommended aspect ratios (depth to width) for different microvia types.
- Terminology: Use standardized terminology to ensure clear communication with manufacturers and other stakeholders.
Benefits of adherence:
- Improved manufacturability
- Better consistency across different manufacturers
- Enhanced reliability through proven design practices
3. Prefer Staggered Microvias Over Stacked
While stacked microvias can save space, staggered designs often offer better reliability:
- Stress Distribution: Staggered microvias distribute stress more evenly across the board.
- Improved Plating: Easier to achieve consistent plating in staggered configurations.
- Enhanced Reliability: Less susceptible to cumulative stress failures.
Design considerations:
- Balance between density requirements and reliability
- Signal integrity implications of staggered vs. stacked designs
- Manufacturing capabilities and preferences
4. Choose a Stack-Up in Accordance with IPC 2226 Standards
IPC 2226 provides comprehensive guidelines for HDI PCB design, including stack-up recommendations:
IPC-2226 Type I
- Characteristics: Single microvia layer on each side of the core.
- Advantages: Simpler manufacturing, good for moderate density requirements.
IPC-2226 Type II
- Characteristics: Multiple microvia layers on each side of the core.
- Advantages: Higher density than Type I, still relatively straightforward to manufacture.
IPC-2226 Type III with Stacked Microvias
- Characteristics: Microvias connect three or more layers.
- Advantages: Very high density, suitable for complex designs.
- Considerations: Requires careful design and manufacturing to ensure reliability.
IPC-2226 Type III with Staggered Microvias
- Characteristics: Microvias connect multiple layers but are offset rather than stacked.
- Advantages: Better reliability than stacked microvias, still achieves high density.
IPC-2226 Type III with Filled, Capped, and Staggered Microvias
- Characteristics: Microvias are filled with conductive or non-conductive material and capped with plated copper.
- Advantages: Highest reliability, suitable for the most demanding applications.
- Considerations: More complex and costly to manufacture.
Choosing the right stack-up:
- Consider your density requirements
- Evaluate manufacturing capabilities and costs
- Assess the reliability needs of your application
5. Ensure Zero Clearance Between the Solder Mask and Microvia
Proper solder mask design is crucial for microvia reliability:
- Zero Clearance: Design the solder mask to have zero clearance with the microvia, covering the entire top surface of the via.
- Benefits:
- Prevents solder from wicking into the microvia during assembly
- Reduces stress on the microvia during thermal cycling
- Improves overall reliability of the connection
Implementation considerations:
- Work closely with your PCB manufacturer to ensure their process can achieve zero clearance consistently.
- Consider the impact on impedance control and signal integrity.
- Evaluate the need for via-in-pad designs and their implications on solder mask application.
Designing Test Coupons for Testing Microvia Reliability
Test coupons are essential tools for verifying the reliability of your microvia design. They allow for destructive testing without sacrificing actual production boards. Here’s how to design effective test coupons:
1. Representative Design
- Include microvias of all types and sizes used in your actual design.
- Replicate the stack-up and materials of the production board.
2. Worst-Case Scenarios
- Include areas with the highest density of microvias.
- Incorporate the most challenging aspect ratios and stack-ups.
3. Daisy Chain Patterns
- Design daisy chain patterns to allow for easy electrical testing of microvia connections.
- Include patterns that isolate different microvia types and layers.
4. Thermal Stress Indicators
- Include features that can help assess thermal stress, such as strategically placed PTHs (Plated Through Holes).
5. Cross-Section Targets
- Design specific areas intended for cross-sectioning analysis.
- Include alignment marks to ensure accurate cross-sectioning.
6. Standardization
- Follow IPC-2221B guidelines for coupon design when applicable.
- Ensure consistency in coupon design across different board designs for comparability.
Fabrication Notes for Microvia Reliability Testing
When submitting your design for fabrication and reliability testing, clear communication with your manufacturer is crucial. Consider the following aspects:
1. Manufacturing Capability
- Specify Microvia Requirements: Clearly communicate the microvia sizes, aspect ratios, and types used in your design.
- Discuss Plating Processes: Ensure the manufacturer can achieve the required plating thickness and quality, especially for high aspect ratio microvias.
- Align on Inspection Methods: Agree on the methods for inspecting microvia formation and plating quality.
2. Cost Considerations
- Balance Reliability and Cost: Understand the cost implications of different microvia designs and reliability testing methods.
- Volume Considerations: Discuss how reliability testing requirements might change based on production volume.
- Test Coupon Quantities: Determine the appropriate number of test coupons to balance cost and statistical significance.
3. Specific Testing Requirements
- Thermal Cycling Parameters: Specify the number of cycles, temperature range, and dwell times for thermal cycling tests.
- Electrical Testing Criteria: Define the pass/fail criteria for electrical continuity tests.
- Cross-Sectioning Requirements: Specify the locations and number of cross-sections required.
4. Documentation
- Provide Detailed Fabrication Notes: Include specific instructions for microvia formation, plating, and any special processes.
- Reference Standards: Clearly reference any IPC or other industry standards that should be followed.
- Request Test Reports: Specify the format and content of reliability test reports you expect to receive.
IPC-TM-650 Test Methods for Microvia Reliability
The IPC-TM-650 test methods provide standardized procedures for assessing the reliability of microvias. Here are some key test methods relevant to microvia reliability:
1. Method 2.6.27: Thermal Stress, Plated-Through Holes
While primarily for PTHs, this method can be adapted for microvias:
- Procedure: Subjects the board to multiple thermal cycles.
- Assessment: Evaluates for cracks, delamination, or other failures.
2. Method 2.6.7.2: Thermal Stress, Reflow Simulation
This method simulates the reflow process:
- Procedure: Exposes the board to temperatures and durations typical of reflow soldering.
- Assessment: Checks for microvia failures induced by reflow stress.
3. Method 2.6.26: DC Current Induced Thermal Cycling Test
This test combines electrical stress with thermal cycling:
- Procedure: Applies current through daisy-chained microvias while thermal cycling.
- Assessment: Monitors for resistance changes indicating failure.
4. Method 2.4.41.1: Plated Through-Hole (PTH) Reliability Report
While focused on PTHs, this method provides a framework for reliability reporting that can be adapted for microvias:
- Content: Includes details on test conditions, results, and statistical analysis.
- Importance: Ensures comprehensive and standardized reliability reporting.
5. Method 3.6.2: Etching, Microsection
This method is crucial for analyzing microvia structure:
- Procedure: Involves cross-sectioning and etching to reveal microvia details.
- Assessment: Allows for detailed examination of microvia formation, plating quality, and potential failure modes.
Conclusion
Designing reliable microvias for high-density PCBs is a complex but crucial task in modern electronics manufacturing. By understanding the factors that contribute to microvia failure, implementing best design practices, and utilizing appropriate testing methods, engineers can create HDI boards that meet the demanding requirements of today’s electronic devices.
Key takeaways for ensuring microvia reliability include:
- Careful material selection, particularly for dielectric materials
- Adherence to IPC standards for microvia design and stack-up
- Preference for staggered microvia designs when possible
- Proper solder mask application with zero clearance
- Comprehensive reliability testing using well-designed test coupons
As technology continues to advance, the importance of reliable microvia design will only grow. By staying informed about the latest standards, materials, and manufacturing techniques, PCB designers can create high-density boards that not only meet current needs but are also prepared for the challenges of future electronic designs.
Remember, successful microvia design is not just about following rules but understanding the underlying principles and making informed decisions based on your specific application requirements. Collaboration between designers, manufacturers, and test engineers is essential to achieve the highest levels of microvia reliability in high-density PCBs.