Introduction
Printed circuit boards (PCBs) and flex circuits are common technologies used to interconnect electronic components and provide mechanical support. While both utilize conductive traces and pads on an insulating substrate, there are important differences between rigid PCBs and flexible circuits.
This article will examine the variations in materials, construction methods, performance capabilities, and typical applications for flex circuits versus PCBs. Understanding the tradeoffs involved can help designers select the optimal interconnection technology for each system.
PCB Overview
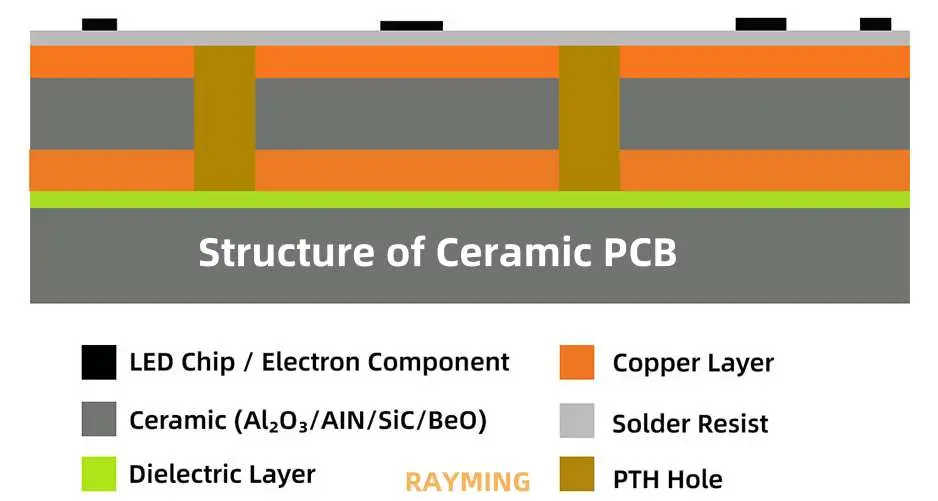
A printed circuit board consists of thin alternating layers of conductive copper and insulating dielectric substrate. The substrate material most commonly used is FR-4 fiberglass, which is rigid and relatively inexpensive. Other rigid laminate materials include FR-5, GETEK, and polyimide.
The board fabrication process generally includes:
- Drilling holes for component leads and vias
- Electroless copper plating to metallize the holes
- Laminating copper foil onto the substrate
- Photolithography to print the circuit pattern onto the copper
- Etching away unwanted copper to form isolated traces
- Applying protective solder mask over the traces
- Silkscreen printing of component designators
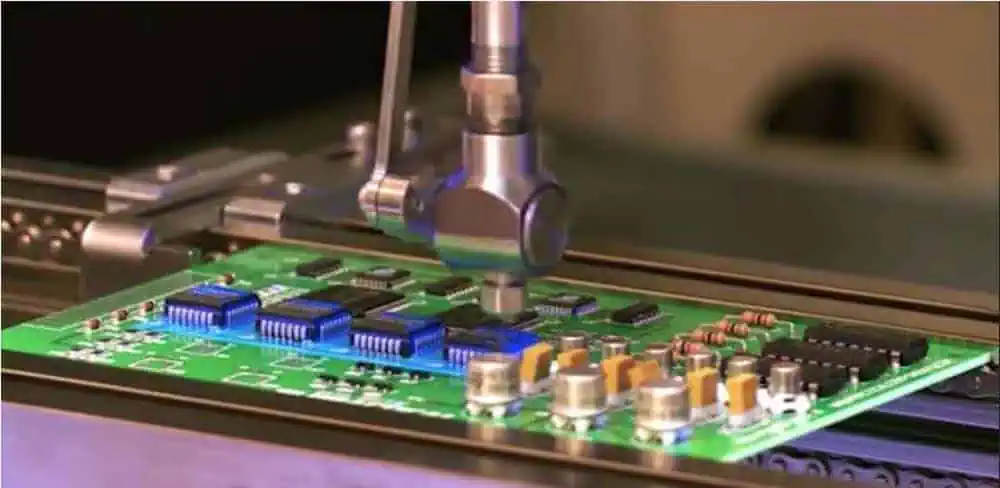
This subtractive process results in a rigid board with etched copper traces connecting surface mount and through-hole components soldered onto the pads. PCBs can be single, double, or multilayer with traces on both sides and internally between layers.
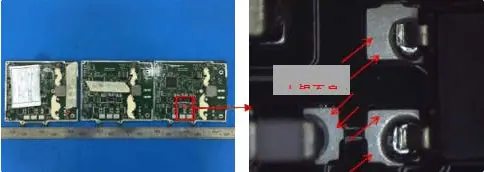
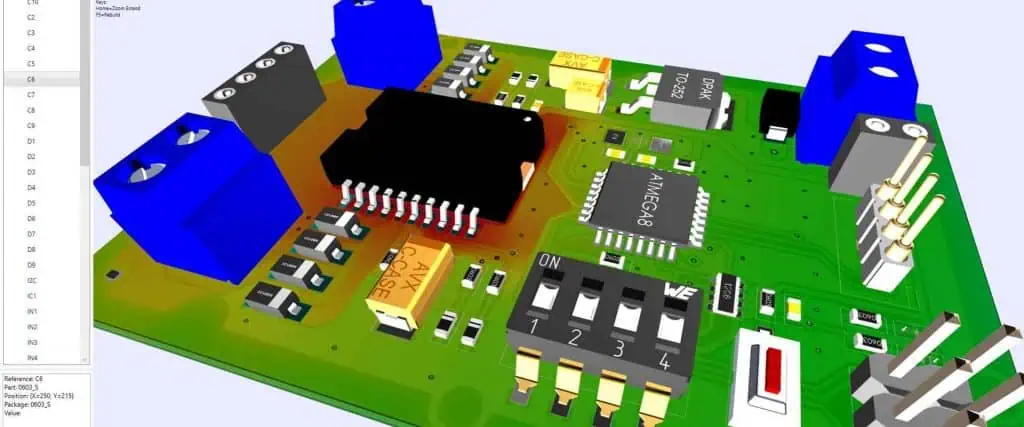
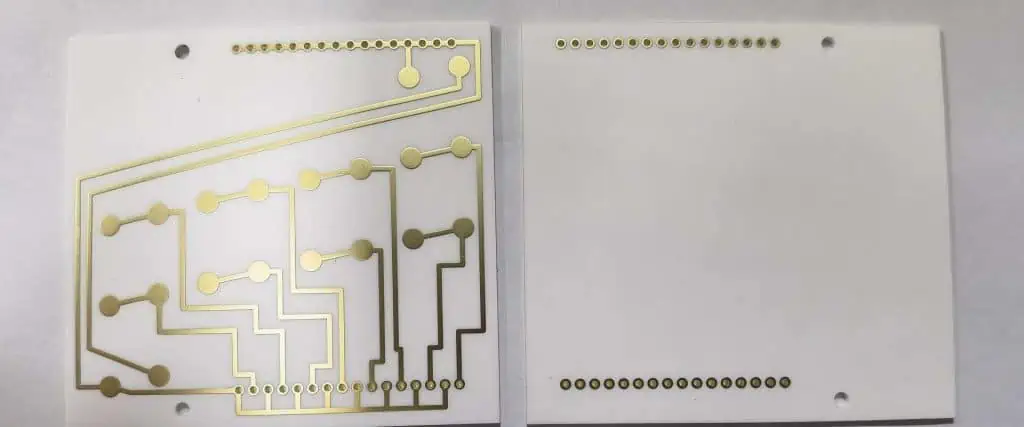
6 layer FR-4 PCB with surface mount and through-hole components
PCB Attributes:
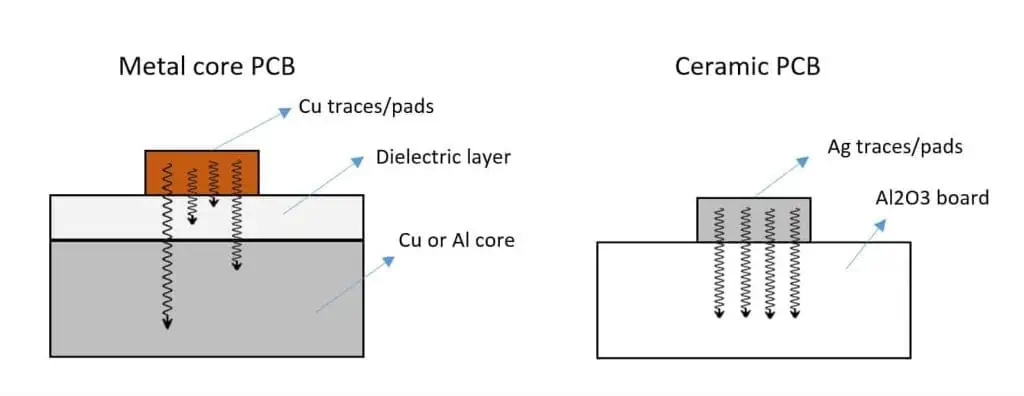
- Rigid fiberglass substrate
- FR-4, FR-5, GETEK, polyimide, ceramic materials
- Multilayer construction possible
- High density interconnects
- Fine line & space traces
- Plated through hole vias
- Lower cost process
Flex Circuit Overview

A flex circuit consists of conductive traces and pads on a flexible dielectric substrate material. This allows the circuit to bend and flex dynamically during use. Polyimide films like Kapton or UPILEX are commonly used as the flexible insulating base material.
There are two main methods for creating a flex circuit:
Additive: An additive process is typically used for finer features. Conductive material is selectively deposited onto the substrate through masking and electroplating:
- A thin metal foil is laminated onto the substrate.
- Photoresist is applied and imaged to define the circuit pattern.
- Exposed areas are electroplated to build up the conductor thickness.
- Photoresist is stripped away, leaving the plated traces on an etched foil base.
Subtractive: A subtractive process can also create flex circuits, removing unwanted copper similarly to rigid PCB fabrication:
- An adhesive layer bonds a copper foil to the flexible substrate.
- Photoresist is laminated and imaged with the circuit layout.
- Exposed copper is chemically etched away.
- The remaining photoresist is stripped off.

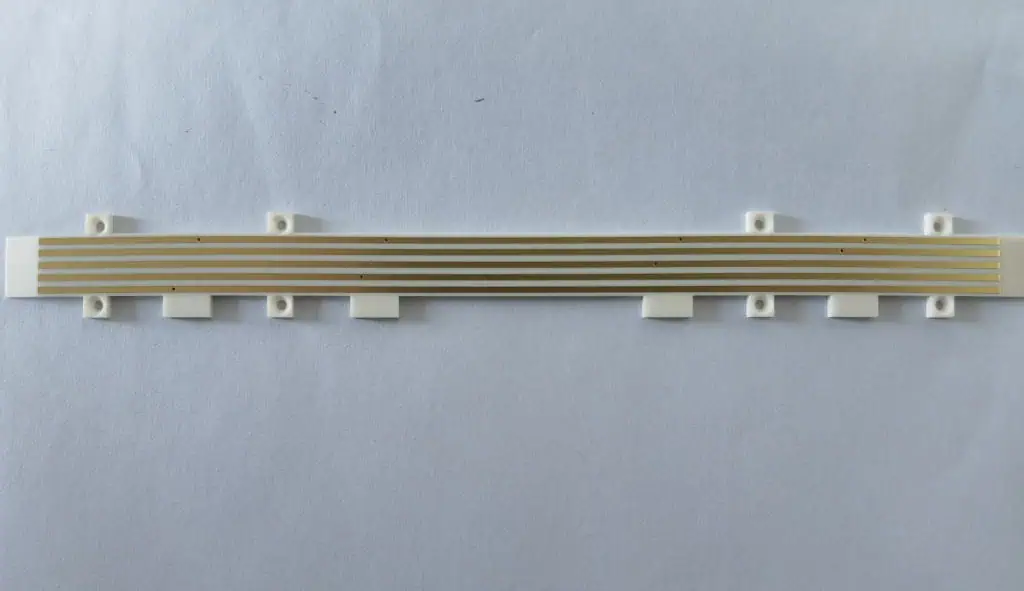
Polyimide flex circuit fabricated with an additive process
Flex Circuit Attributes:
- Thin flexible substrate
- Polyimide, PEEK, PET, TPU, PEN materials
- Difficult to make multilayer
- Tighter trace routing density
- Finer lines and spaces
- Flexible adhesive connections
- Requires special handling
Physical Construction Comparison
PCBs and flex circuits vary quite a bit in terms of their physical construction and materials used:
| Parameter | PCB | Flex Circuit |
|---|---|---|
| Substrate | FR-4, G10, GETEK, BT | Polyimide, PEEK, PET |
| Dielectric Thickness | 1.6mm, 2.4mm typical | 25μm – 75μm typical |
| Layers | Up to 30+ layers | Typically single layer or double layer |
| Conductor | 1oz – 3oz copper foil | 0.5oz – 2oz rolled annealed copper |
| Line Width | 100μm minimum | 15μm possible |
| Line Spacing | 150μm minimum | 25μm minimum |
| Via Construction | Plated through hole | Microvias, filled vias |
| Flexibility | Rigid | Dynamic flexing capability |
| Weight | Heavier | Lighter weight |
Some key differences to note:
- PCB substrates are thicker for structural rigidity, while flex circuits use thin flexible polymer films.
- Multilayer constructions are common with PCBs but challenging with flex circuits.
- Flex circuits can achieve finer trace widths and pitches.
- Flex circuits are inherently flexible for dynamic movement requirements.
Performance Comparison
The design objectives and use environment drives the performance requirements for an interconnection technology. Here is how PCBs and flex circuits compare for some key parameters:
Electrical Properties
| Metric | PCB | Flex Circuit |
|---|---|---|
| Dielectric Constant | FR4: 4.5 | Polyimide: 3.5 |
| Loss Tangent | FR4: 0.017 | Polyimide: 0.003 |
| Insulation Resistance | 100 TΩ typical | 20 TΩ typical |
| Breakdown Voltage | 23 kV/mm | 16 kV/mm |
| Propagation Speed | FR4: 60% | Polyimide: 85% |
- Flex circuits generally have lower loss and higher frequency performance.
- PCBs can operate at higher voltages.
- Match dielectric materials to application signal frequencies.
Mechanical Properties
| Metric | PCB | Flex Circuit |
|---|---|---|
| Young’s Modulus | FR4: 20-30 GPa | Polyimide: 2.5 GPa |
| Tensile Strength | FR4: 275 MPa | Polyimide: 231 MPa |
| Flexural Rigidity | Very low flexibility | Can bend dynamically |
| Thermal Expansion | FR4: 12-16 ppm/C | Polyimide: 20 ppm/C |
- PCBs are rigid with high stiffness.
- Flex circuits are flexible but have lower strength.
- Coefficient of thermal expansion varies.
Environmental Resistance
| Metric | PCB | Flex Circuit |
|---|---|---|
| Flammability Rating | FR4: V-0 | Polyimide: V-0 |
| Moisture Absorption | FR4: 0.2% | Polyimide: 2.0% |
| Chemical Resistance | Fair acrylics, alcohols | Good overall |
| UV Tolerance | Poor – yellows | Excellent UV stability |
| Operational Temperature | FR4: 130°C | Polyimide: 260°C |
- Both meet flammability standards for electronics.
- Polyimide has broad chemical resistance.
- Flex circuits withstand higher temperatures.
PCB vs. Flex Circuit Layout Comparison
The different construction and capabilities of PCBs and flex circuits require adapted layout strategies.
For PCBs, common practices include:
- Partitioning circuits across multiple rigid layers
- Escape routing component leads with clearance for etch and drilling
- Area fills for power and ground planes
- Grid-based placement with fixed 90° routing
- High density surface mount components on both sides
- Matching trace widths to current requirements
- Impedance control traces and serpentine length matching
Flex circuit layout is characterized by:
- Constrained to 1-2 flexible layers
- Tight component placement and routing density
- Curved traces following substrate contours
- Selective reinforcements and stiffeners
- Avoiding 90° traces and joints during flexing
- Adhesive openings to isolate rigid sections
- Careful management of cross-section changes
- Fabrication-aware keepout margins
These examples illustrate the differing approaches needed to optimize layouts.
Typical Applications
Due to their distinct properties, PCBs and flex circuits tend to be used in very different types of products and assemblies.
Common PCB Applications:
- Computer motherboards and expansion cards
- Consumer electronics like phones and tablets
- Telecommunications infrastructure equipment
- Automotive engine control units (ECUs)
- Industrial control systems
- Power electronic converters
- LED lighting drivers
PCBs provide an inexpensive rigid interconnection foundation for electronic subsystems and complex digital circuits. The modular nature allows assembly and servicing of individual boards.
Common Flex Circuit Applications:
- Printers and scanners
- Computer disk drives
- Robotic arms
- Medical imaging equipment
- Fitness trackers and wearables
- Avionics systems
- Automotive sensors
- High temperature electronics
When dynamic flexing, tight space constraints, or projected lifetime motion cycles are involved, flex circuits can provide reliable interconnects without wires or connectors. The continuous constructions allows flex circuits to fit product industrial design needs.
Cost Considerations
For low volume, PCBs generally have a lower cost per unit compared to flex circuits. The reasons include:
- Economies of scale with massive worldwide PCB production volumes
- Lower cost raw materials like standard FR-4
- Highly automated fabrication processes
- Mature assembly ecosystems and acceptance testing
As production quantities scale, flex circuits can reach similar price points for an overall system. Other considerations like these can also impact cost:
- Layer count – Multilayer PCBs get exponentially more expensive
- Fabrication yield – Thin flex circuits can have more waste
- Connectors avoided – Flex circuits eliminate these costs
- Testing – Both require verification time and overhead
- Serviceability – Repairing flex circuits may require full replacement
The optimal choice involves weighing production volume, system complexity, product lifecycle, and manufacturing strategy tradeoffs.
Hybrid PCB/Flex Applications

In some cases, combining rigid PCBs with flex circuits provides an ideal solution. Some examples include:
- Hinge connections: Flex circuits folding around a corner or hinge to interconnect PCBs. Used extensively in flip phones and laptops.
- Screen connections: Flexible circuits connecting a display or touchscreen behind a device cover to the main PCB. Allows full range of adjustability.
- Sensor arrays: Flex circuits create dynamic conformal sensor grids that attach to rigid sensor hub PCBs. Used in robotic skin, building HVAC monitors, and body networks.
- Wearables: A rigid PCB provides processing and wireless functions, while flex circuits interconnect across clothing and accessories. Seen in rings, watches, and fitness bands.
- Printers: Flex circuits span the moving print head assembly while connecting to controller boards. Also used in cameras and scanners.
For these applications, flex circuits essentially act as 3D interconnects integrated with planar PCBs when needed.
Summary and Recommendations
Here are some best practices based on the PCB and flex circuit comparison:
- Select PCBs for static rigid boards with multilayer needs or high voltage.
- Use flex circuits when flexibility, tight space, or motion cycling are critical.
- Combine both technologies in a system when needed for modular and dynamic functions.
- Match dielectric material properties to required performance characteristics.
- Account for fabrication yield, testing, and serviceability costs.
- Adapt layout and component selection to the properties of each technology.
- Seek expert guidance to ensure a reliable design optimized for manufacturability.
Understanding these fundamental differences between printed circuit boards and flex circuits allows designers to make informed tradeoffs and utilize each technology appropriately.
FQA
What are the main differences between flex circuits and rigid PCBs?
The main differences are the flexible substrate material, thinner dielectric layers, finer traces, and dynamic flex capability of flex circuits versus the rigid multilayer FR4 construction and lower cost of traditional PCBs.
Why choose a flex circuit over a PCB?
Use flex circuits when the application requires tight space constraints, dynamic motion and flexing, or conformal shape adaptation that rigid boards cannot provide.
What are some examples of typical flex circuit applications?
Common uses include printers, disk drives, robotic joints, medical equipment, wearables, avionics, and automotive sensors. The flex circuits can adapt to motion and space requirements that PCBs cannot.
What are some typical applications for conventional PCBs?
PCBs are well suited for computers, servers, telecom systems, control systems, LED lighting, and consumer electronics where rigid support for multilayer digital circuits is acceptable.
When does using both PCBs and flex circuits together make sense?
PCB and flex circuit hybrid assemblies provide advantages in applications like laptops, wearables, printers, and sensors that have both dynamic flexible interconnections and rigid support or multilayer circuit needs.