Ball grid array (BGA) packages have arrays of solder ball connections instead of leads, enabling high density interconnection with printed circuit boards (PCBs). However, the lack of visible leads and solder connections under the package presents challenges for hand soldering or reworking BGAs. Specialized techniques and tools are required. This article covers key BGA soldering considerations, processes, equipment and best practices for assembling, inspecting and reworking PCBs using BGA components.
What are BGA Packages?
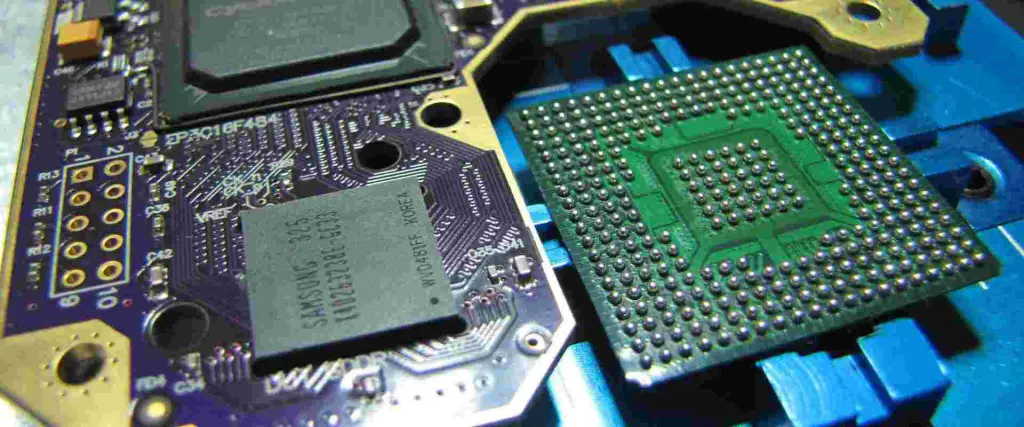
A ball grid array (BGA) integrated circuit package has an array of solder balls on the underside that connect to a matching grid of pads on a PCB surface. Some key characteristics:
- Provides direct surface mount solder connections without visible leads
- Ball pitch typically ranges from 0.5mm to 1.27mm
- High density interconnections supporting large ICs with over 1000 pads
- Often used for processors, ASICS, GPUs and chipsets
- More challenging assembly and inspection vs leaded SMT components
- Requires specialized rework equipment
The hidden solder joints under BGA packages mandate processes ensuring reliable interconnection.
Why Use BGA Packages?
BGA packages provide several advantages over leaded chip packages:
- Higher density interconnections from grid array
- Shorter electrical paths with matched PCB layout
- Smaller footprint maximizing board space
- Reduces inductance improving high speed performance
- Robust solid solder joints versus fragile leads
- Direct surface mount assembly simplifies manufacturing
- Lower profile and weight ideal for portables
The hidden solder balls allow BGAs to pack complex ICs into minimal space. But proper assembly practices are mandatory.
BGA Soldering Challenges
While enabling miniaturization, the lack of visible solder connections under BGA packages introduces challenges:
- Inspecting assembly and alignment requires X-ray or special scopes
- Reworking requires hot air or infrared no-contact methods
- Tombstoning components risks damaging balls
- Thermal stresses can crack joints under package
- Aligning small components precisely is difficult
- Voids hidden under package threaten reliability
- Coplanarity across all balls must be tightly controlled
- Environmental aging and moisture sensitivity risks
Special processes, equipment and materials help address these risks when working with BGAs.
BGA PCB Land Patterns

The PCB pad pattern design supporting BGA packages requires attention to:
- Match grid spacing to the BGA ball pitch
- Pad diameter slightly larger than balls
- Allow for positional tolerances
- Include surrounding solder mask relief
- Follow IPC guidelines for land dimensions
- optionally omit mask over pads for more solder volume
- Consider thermal pad size if present
Well-designed land patterns enable successfully mating BGAs during assembly.
BGA Solder Paste Printing
Applying solder paste for BGA components requires advanced stencils and processes:
Laser-cut Stencils
- Precisely match PCB land pattern spacing
- Allow paste printing down to 0.4mm pitch BGAs
- Fine feature electroformed nickel/gold or stainless steel
- Nanocoatings prevent solder balling
Print Processes
- Miniature print heads deposit small paste volumes
- Optical verification ensures paste in each aperture
- Type 3 & 4 powders provide required viscosity
- Stencil cleaning every 5-15 prints due to low volumes
Advanced stencils, pastes and printers enable printing tiny deposits aligned under each BGA ball.
BGA Component Placement
Precision BGA component placement is critical due to tight positional tolerances:
- High accuracy pick-and-place machine
- Miniature placement nozzles matched to BGA size
- Split optics and prism cameras enable precise alignment
- Machine vision systems with pattern recognition
- Component self-alignment during reflow reduces stress
- Careful package handling to avoid solder ball damage
Automated optical inspection after placement verifies all BGAs are accurately positioned before reflow.
Reflow Soldering BGA Components
Applying heat to reliably solder BGA components requires following strict thermal profiles:
- Preheat to allow component self-alignment
- Soak above liquidus for thorough wetting
- Rapid cool down after reflow to solidify joints
- Bottom-side infrared heating ensures temperature uniformity
- Maximum temperature limited to avoid damaging balls
- Profile tailored for paste alloy and board/components
Carefully following thermal profile guidelines results in properly formed BGA solder joints.
BGA Solder Joint Inspection
Verifying BGA solder joint quality requires specialized inspection techniques:
- Visual Inspection – Limited to examining exterior ball appearance and footprint registration.
- X-Ray Inspection – Images through package reveal interior voids, cracks and shorts.
- Acoustic Microscopy – Transmits sound waves revealing defects.
- Automatic Optical Inspection – Scans entire assembly for package alignment issues.
- Cross-Sectioning – Physically cutting sample joints to inspect internal structure.
Thorough inspection proactively identifies any latent BGA soldering defects before products leave manufacturing.
Troubleshooting Poor BGA Joints
Potential root causes of bad BGA solder joints include:
- Misalignment between lands and balls
- Insufficient solder paste volume or height
- Solder ball defects or damage
- Reflow thermal profile issues
- Delamination between package and die
- Moisture absorption under package
- Thermal stress cracks
- Contamination preventing wetting
- Mechanical stresseswarping board
Finding and addressing the root cause is key before attempting BGA rework.
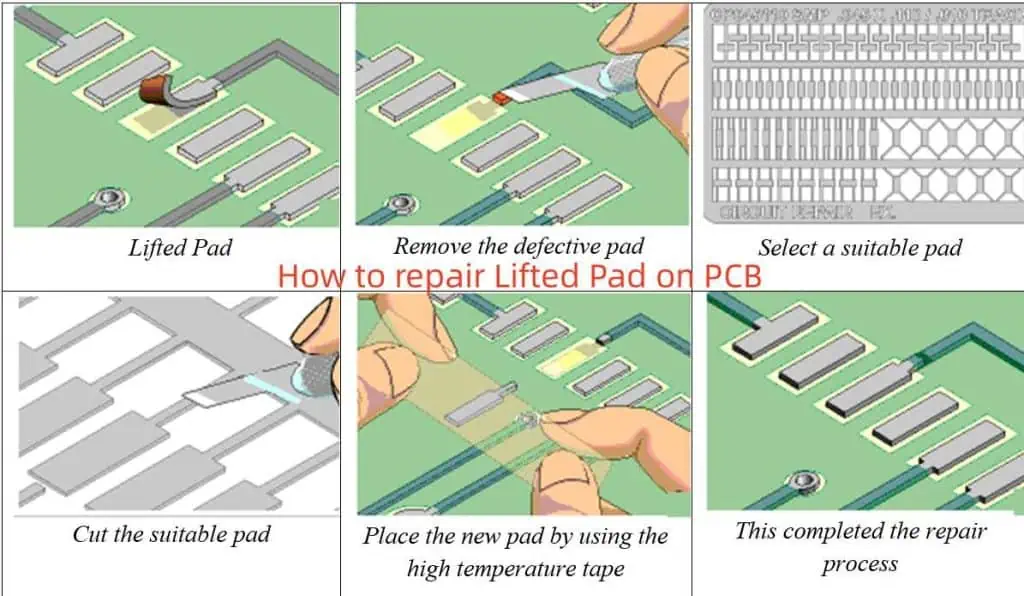
BGA Rework Process Overview

Steps in a typical BGA component rework process:
Preparation
- Review original assembly process for potential factors
- Have replacement component and tools ready
Removal
- Preheat board to reflow temperature
- Use hot air nozzle to evenly heat entire area
- Vacuum lift off or slide off component after complete reflow
Site Redressing
- Clean pads thoroughly leaving no residue
- Reapply flux to prepare for new balls
- Potentially redress pads and land PCB land pattern
Reballing
- Use stencil to apply new solder balls to BGA package
- Reflow balls to attach to package terminals
Replacement
- Use adhesive to temporarily secure component
- Carefully realign new BGA on site
- Reflow to form connections
Inspection
- Verify alignment and ball connections
- Assess any collateral damage to board or pads
Succesful BGA rework requires specialized tools, materials knowledge and process control.
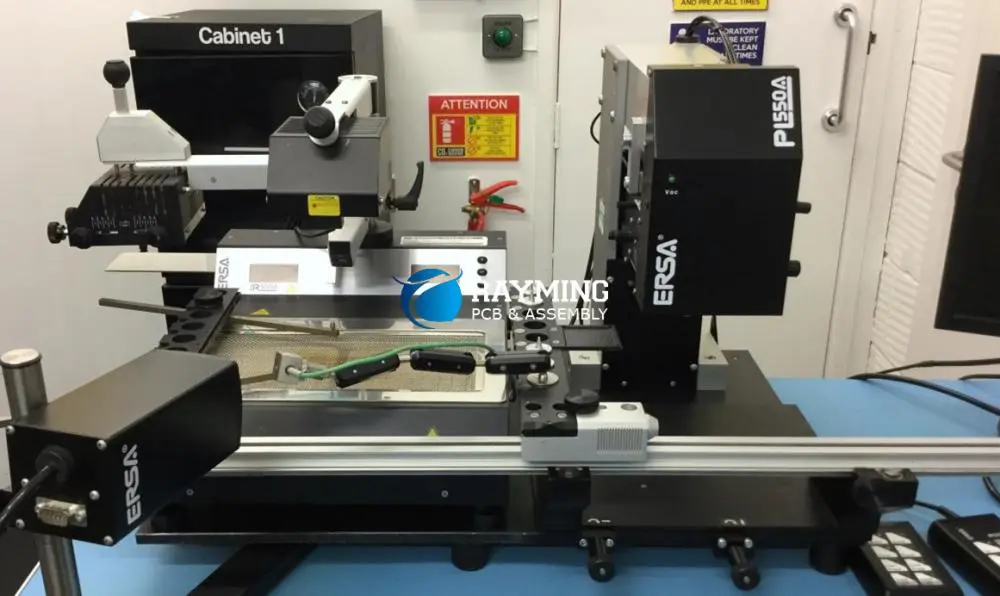
BGA Rework Equipment
Typical BGA rework equipment includes:
- PCB Support Fixture – Secure board under component to prevent warping
- Preheater – Gradually heats board to avoid thermal shock
- Convection Rework Oven – For small boards requiring full oven thermal profile
- Hot Air Nozzle – Directed heated air stream for localized heating
- Temperature Control – Closed loop temperature control of nozzles
- BGA Toolkit – Alignment guides, adhesive, fluxes, balls, stencil
- Microscope – High magnification to inspect joints and alignment
Specialty rework tools enable properly removing and replacing BGAs with minimal collateral damage.
BGA Rework Process Considerations
Key factors for reliable BGA component rework:
- Match ball alloy to original to avoid incompatibility
- Adhesive tack strength must allow alignment tweaks
- Bottom-side board preheating essential for even heating
- Slow ramp rates prevent damaging balls or pads
- Carefully follow thermal profile specifications
- Use minimum required air flow rate
- Lift BGA vertically without scrubbing
- Use smallest nozzle size matching component
Well-developed process experience and procedures are critical for successfully reworking BGA components.
Summary of BGA Soldering Characteristics

Key characteristics for effectively soldering BGA packages:
- Tight tolerance PCB land patterns match BGA balls
- Advanced stencils and processes print small precise paste deposits
- Robotic high precision die placement ensures alignment
- Bottom-side IR heating allows gradual uniform reflow
- Specialized tools needed for inspection after placement
- BGA rework requires hot gas directed methods
- Matching thermal profiles ensures reliable joint formation
By following the strict processes required for these hidden solder connections, reliable surface mount assembly is possible even for high density ball grid arrays.
Applications Using BGA Packages

Some common applications leveraging BGA packages include:
- Microprocessors and digital signal processors
- Graphics and memory controllers
- FPGAs, CPLDs, and ASICs
- High pin count logic and interface ICs
- RF circuits and mixed-signal controllers
- Automotive engine control units
- High frequency analog data converters
- Image processing and communications chips
The small footprint and high interconnect density make BGAs ideal for many space constrained and high performance PCB assemblies across all electronics sectors.
Conclusion
While their hidden underside connections prevent visual validation, ball grid arrays remain essential component packages thanks to their compact size, interconnect density and electrical performance. By combining robust PCB design, tight process control, specialized SMT assembly equipment and inspection methods, reliable soldering and repair of BGA components is certainly achievable. Engineers working with BGAs must simply respect their unique demands. With extra care during design, assembly, handling and rework, the potential pitfalls of these headless devices can be effectively managed over the product life cycle.
Frequently Asked Questions
What are some signs of bad or faulty BGA solder joints?
Some symptoms that may indicate faulty BGA solder joints include:
- Intermittent signal faults suggesting cracked joints
- Overheating indicating poor heat conduction from die
- Mechanical popping or cracking sounds during flexing
- Inaccurate placement or shifting from expected position
- X-ray or microscopic inspection revealing voids or cracks
- Failure during drop testing or vibration exposure
Since joints are hidden, electrical faults and testing failures may be the first sign of underlying solder joint defects.
What are some methods to improve BGA solder joint reliability?
Strategies to enhance BGA solder joint reliability:
- Optimize PCB land patterns for compliance to absorb stress
- Utilize smaller ball pitches to increase joint density and redundancy
- Improve solder masking around lands to strengthen pads
- Specify BGAs with larger ball sizes to increase joint strength
- Avoid excessive via-in-pad density under BGAs
- Characterize optimal reflow profile to balance wetting and crack resistance
- Specify BGAs with perimeter-array balls instead of full-grid for mechanical stability
- Assess encapsulation underfills which reinforce solder joints
Reliability requires balancing many interdependent factors across IC, package, board, materials, components and process.
What defects could occur when reworking a BGA by hot air?
Some potential BGA rework defects when using hot air tools include:
- Overheating adjacent components or board laminate materials
- Heat shock damaging glass fabric or plated through holes
- Oxidizing or de-wetting pads under package
- Disturbing neighboring solder joints
- Losing alignment tweaks when removing tool pressure
- Inconsistently reflowing all balls and joints
- Damaging or collapsing balls when sliding off component
- Contaminating newly exposed surfaces needing redressing
Careful process development using thermocouples, thermal indicators and trial assemblies minimizes these risks.
A Define :BGA components and BGA soldering process
BGA (Ball Grid Array) appears as an evolution of PGA (Pin Prig Array). It is an Surface Mount Technology SMT (Link it to SMT articles). In the race of downsizing chips the need of high-density package technology increased, so pins become pads. These pads need to be soldered by solder balls. We’ll go through the advantages in BGA technology, the pcb soldering process and some difficult that appears on it.

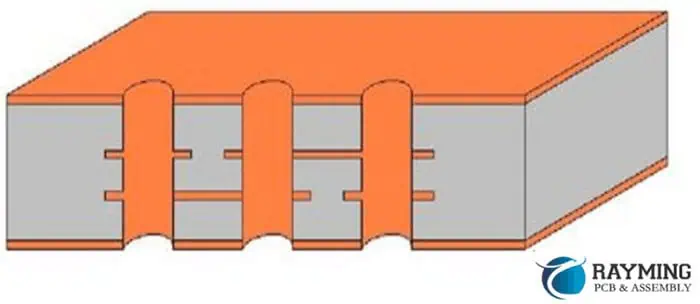
BGA technology
 | Instead of leads BGA uses solder balls. This provides higher prototype SMT assembly reliability and allows to reach smaller balls pitch which increases the density of miniaturization. The balls pitch, distance from the center of one ball to the center of the next defines what type of BGA technology we are using. One millimeter pitch is standard BGA if we go smaller than that we’re talking about micro-BGA. Micro-BGAs has pitches of 0.6, 0.4 and even 0.3 mm. |
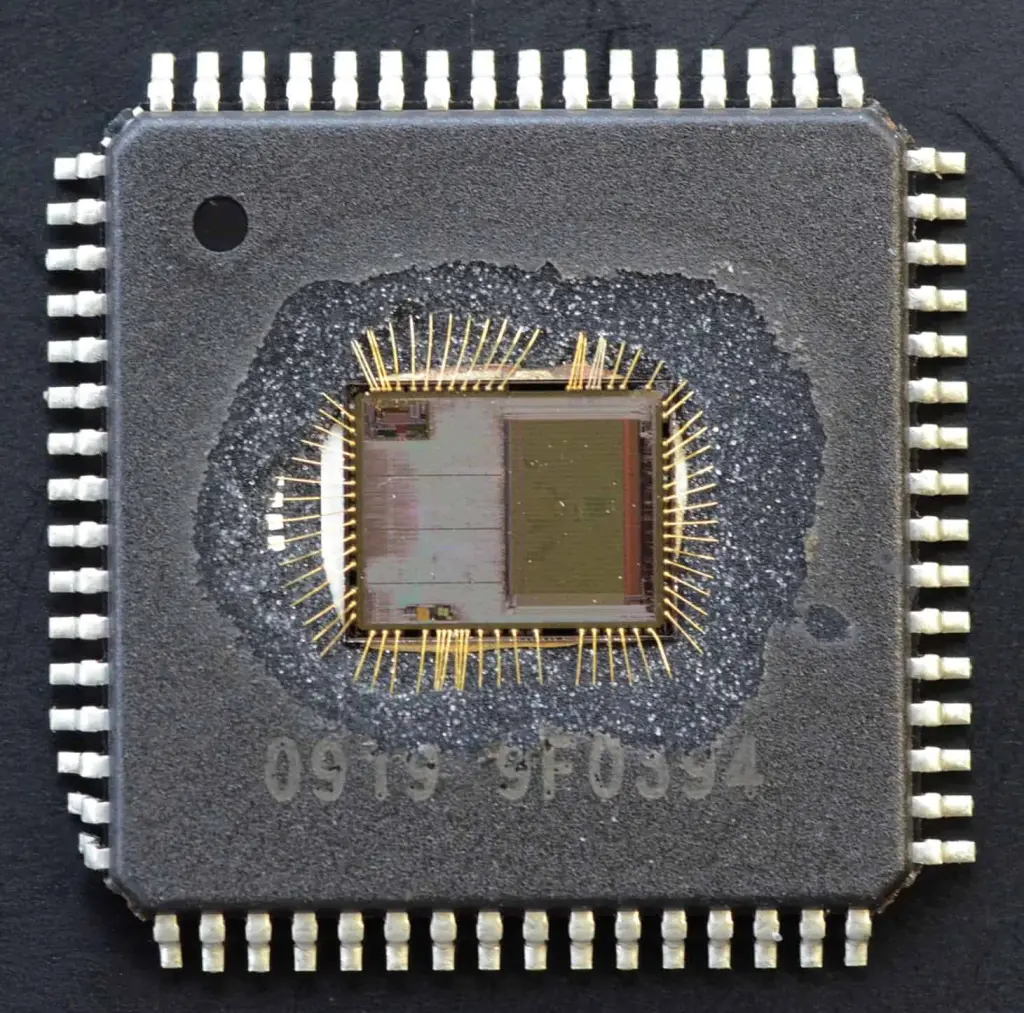
Each BGA would be identified by the number of sockets that contain, for example BGA 370 means 370 sockets. The BGA ic package contains a PCB on where the silicon die is placed, this is a high quality PCB like the one used for motherboards. Commonly uses fiber-reinforced material as BT substrate (Bismaleimide Triazine). When more flexibility is required polyimide tape is also available. Conductors are traces etched in copper foil bonded to a polymer substrate. Through-hole plated vias use allows several layer of interconnection.
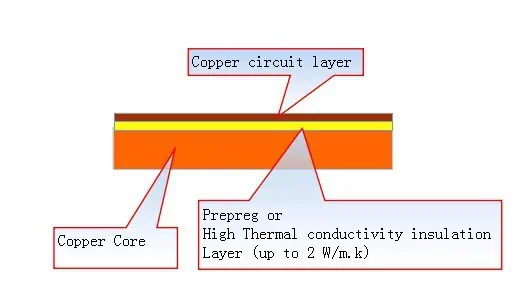
BGAs are available in plastic or ceramic bodies, another option is metal-core BGA. Lower cost of plastic bodies make them more commonly used. Ceramic packages are vastly used for telecommunications, device-under-test equipment applications and laptops. Metal-core allows to use more circuitry than other options mentioned, mini-circuitry can be placed inside the BGA package, this an a addition to the regular number of balls and circuitry already there.
BGA Technology Advantages
We have strong reasons for choosing this technology, most of them are mentioned in the list below:
- Higher pin density:We can now have hundreds of pins on a single package without compromising quality of the soldering neither package reliability.
- Lower inductance leads:unwanted inductance is directly proportional to distance, so less lead length provide us less unwanted inductance.
- Better heat conduction:Less leads distances ensures less thermal resistance also providing as result better flow and conduction heat in between the two components that allows better conduction heat through the board.
- Increased performance:As a result of all advantages mentioned before combined. Better electrical performance compared to other IC packaging technologies. Also provides superior performance at high speed.
BGA Package Disadvantages
- Noncompliant connections:Since connection is made of solder balls instead of leads, this elements don’t have flex capability therefore they are not mechanically compliant. Mechanical or thermal stress can fracture solder joints. Anyway, different techniques has already been applied to diminish this disadvantage. Just for naming one for example a compliant layer is added in the package that allows the balls to physically move in relation to the package.
- Difficult inspection:Potential faults became difficult to identify and fix, since solder joint is not at the surface like in other assembly technologies. X-ray is needed for this type of inspection, this increases control time and costs.
- Harder for prototyping and development instance:Imagine that using this type of solder for BGAs development is not practical, so sockets are used instead. Socket are unreliable
- More expensive:The bumping process, the substrate and inspection costs become higher costs compared to a QFN package.
BGA Component Soldering Technologies
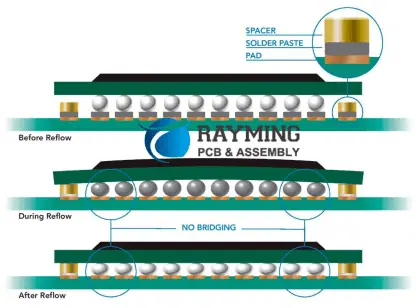
A simple explanation of the BGA soldering process would be:
1. Solder paste is printed on pad array on PCB, this could be stencil or flux is coated onto pad.
2. Pick and place automated machine places BGA components onto PCB, here the alignment is critical.
3. PCB is ready to go reflow soldering in reflow soldering oven.
Key factors to consider in BGA soldering process
BGA Components storage
BGA are a thermal-sensitive and humidity components. The storage environment should be dry and temperature controlled. Typically uses temperatures from 20°C to 25°C and less than 10%RH humidity. Nitrogen gas would be the recommended option.
BGA components should be used after 8 hours from pack opening. Ii is a common failure in the process to exceed this time limit. Baking temperature used is around 125°C. A lower temperature will not achieve correct dehumidification, while higher temperature than needed could affect metallographic structure between solder balls and components
Stencil printing
PCB Stencils are made of stainless material, their thickness, aperture sizes and the use of frame or non-framed stencils is very important to ensure the proper and accurate dispensing of solder paste onto the board. stencil thickness should be limited within the common range from 0.12mm to 0.15mm, and laser cutted.
Too much paste could create shortcuts in between fine-pitch BGA balls and too little paste insufficient wetting and cold solder joints. Balancing the wetting by ensuring sufficient flux is needed. Pressure range will go from 35N to 100N and printing speed from 10 mm/s to 25 mm/s
Is essential in this process not only the quality of course but also the correct particle diameter should be chosen. Regarding quality we look forward to excellent printability and solderability, also less contaminant.
Solder particles need to be coherent with the pad and lead size. We could think that smaller the pitch smaller the particle but is not always so lineal this relation and particular considerations will be done in each case. As general recommendation solder paste below 45μm particle diameter will cover both needs
BGA components placement and mounting
Accurate mounting here is criticall, although solder balls would self center we need to complete this operation with high precision. BGA/CSP rework station and chip mounter is used for this, precision of chip mounter reaches approximately 0.001mm. Solder can be inspect, searching coplanarity defect and recognize some other defects such as missing balls. Local fiducial marks are set or a couple of fold lines are set as fiducial marks for manual inspection after assembly.
Going further in guarantee solderability, BGA components can be controled by 25.41μm to 50.8μm by height, also we applied during 400 ms a delay shutdown vacuum system. This way solder balls and solder paste contacts together and void soldering of BGA components can be decreased.
This is the most difficult phase to control, also a dificulting issue to attend is that BGA reflow temperature curves are not exactly the same in SMDs tan in BGAs. Temperature curve setting is crucial in the soldering joints forming process. So this would be something to really take care off.
BGA rework
After soldering, process includes a rework station. Here each chip can be reworked independently ion so that the BGA components can never be used again once they are disassembled from circuit board. A hot air reflux nozzle with the right size is used to cover the BGA area without affecting the surrounding components
BGA Soldering inspection
Different type of solder defects could appear. An open solder joint could be the result of insufficient temperature during reflow. This is because the existence of a non-collapsed ball. Also we could have intermittent connections, known as BICs (BGA Intermittent Connections). This will cause a aleatory failure very hard to detect once the PCB is fully assembled. Balls could be cracked causing short circuit or open circuit.
X-ray inspection in BGA technology
 |
Since the joints are not on the surface, another method is necessary to guarantee quality, so X-ray technologies are applied. 2D inspections searches for cracks, bridging, bad alignment or also insufficient solder. this is the low cost option. 5D X-ray solution will also compare the inspected PCB with the CAD file.We can analyze three individual slices between the BGA and solder balls, also get inside the solder balls and deeply analyzes the connection between the balls and the pad, Thus, our engineers can find flaws that with another technique would be impossible.