Introduction
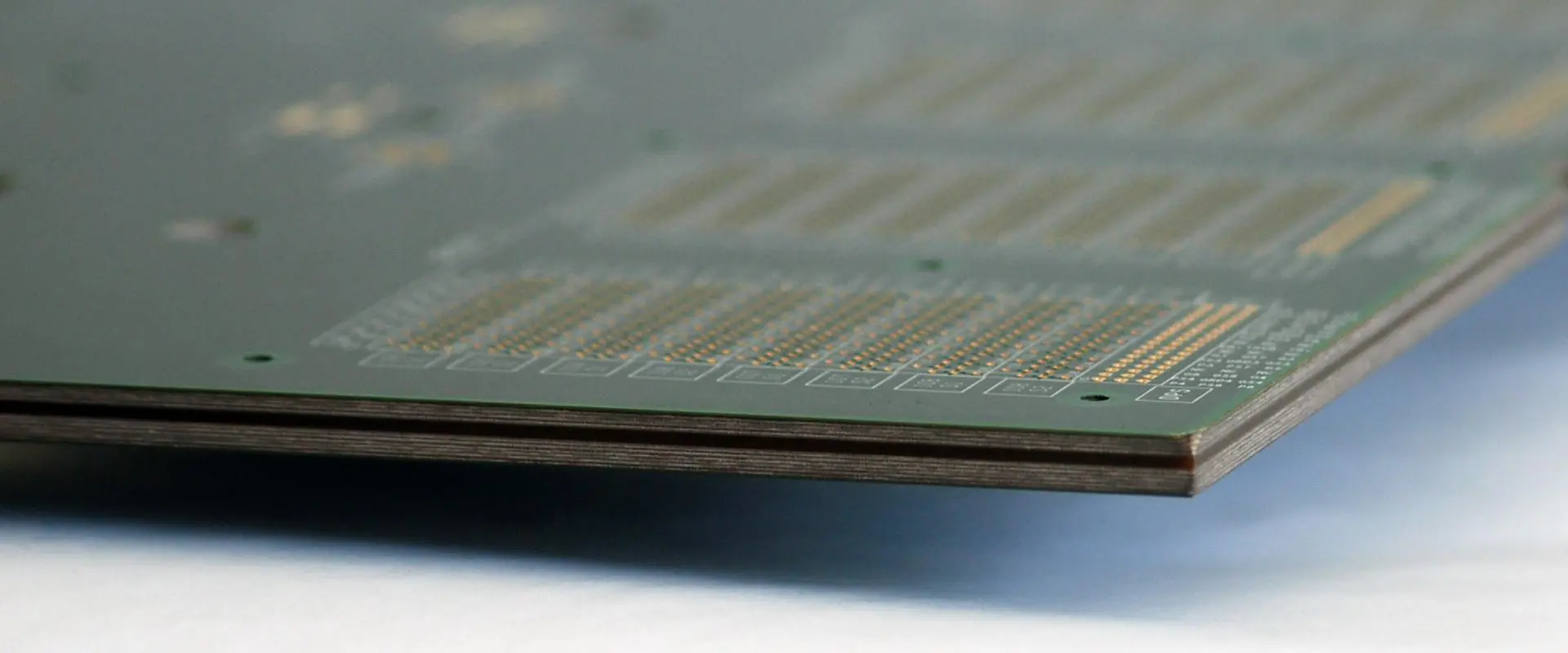
Taconic RF-35 is a popular high frequency laminate material designed for performance-driven RF PCB applications. With a dielectric constant of 3.5, low loss, and tight material uniformity, RF-35 enables excellent signal integrity for today’s high speed digital and analog circuits.
This article provides an in-depth look at RF-35 material properties, performance capabilities, design considerations, and applications. We’ll explore everything engineers need to know about specifying and working with this versatile RF material.
RF-35 Overview
Taconic RF-35 is a PTFE composite laminate comprised of:
- Woven fiberglass reinforcement
- Ceramic filler particles
- PTFE (polytetrafluoroethylene) resin system
With a dielectric constant of 3.5, it provides:
- Excellent high frequency signal performance
- Very low loss characteristics
- Tight dielectric constant tolerance
RF-35’s properties make it suitable for a wide range of radio frequency, microwave, millimeter-wave, and multi-gigabit digital applications. It strikes an optimal balance between cost and high frequency signal integrity.
Some key traits of Taconic RF-35 include:
- Dielectric constant of 3.5 +/- 0.05
- Low loss with tight uniformity
- Excellent thermal stability
- Good CTE for reliability
- Lead-free compatible
- US laminator source
- ITAR free
- RoHS compliant
- Cost-effectiveness
For designs from 10+ Gbps digital to Ku band RF, RF-35 delivers proven results across countless commercial and defense programs.
Material Properties
RF-35 is formulated from PTFE reinforced with ceramic particles to achieve:
Dielectric Constant – The k-value determines velocity of signal propagation and affects many circuit parameters. RF-35 provides an Er of 3.5 with very tight +/- 0.05 tolerance for consistent performance. This enables excellent impedance control compared to typical FR-4 (Er=4.5).
Loss Tangent – With a loss tangent of just 0.0019, RF-35 provides very low loss for high frequency energy. This maximizes Q factors in resonant circuits and insertion loss in transmission lines. Wide range of tested Dk from DC to Ku band.
Moisture Absorption – At just 0.02% moisture absorption, RF-35 resists detrimental effects of humidity and water ingress far better than conventional FR-4 material. This enhances long term reliability.
Thermal Performance – With a Z-axis CTE of 82 ppm/C, close PCB/laminate CTE matching reduces stresses under temperature cycling for excellent reliability. Good thermal conductivity (0.71 W/mK) spreads heat.
Lead-Free Assembly – RF-35 achieves high Tg (>280C) allowing compatibility with lead-free solder profiles of up to 260C for modern assembly.
Available Forms
RF-35 laminate allows flexibility through different standard offerings:
Copper Cladding
- 1⁄2, 1, and 2 oz ED copper foil
- Standard HTE copper and rolled copper available
- Double-sided cladding enables signal layers
Core Thicknesses
- From 0.005 inches to 0.125 inches
- Typical stackups use multiple 0.005″ cores
- Thicker cores provide rigidity when needed
Panel Sizes
- 18” x 24”, 18” x 36”, and 24” x 36” standard panels
- Custom panel sizes possible
- 106 and 1067 styles available
- Enables bonding multilayer board stackups
- Matching resin system
Rod and Plate
- For machined parts, spacers, and non-PCB applications
- Reduces PIM in RF assemblies
- Ideal for fixtures and testing
This range covers the needs of most RF-35 PCB implementations from prototyping to production.
PCB Performance Capabilities

RF-35 laminate provides excellent RF and high speed digital performance when designed properly:
Frequency Range
- Usable continuous range from DC to Ku band (18 GHz)
- Material characterizations up to 40+ GHz
- Q factors exceeding 300 above 8 GHz
Loss
- Low loss tangent of 0.0019
- Insertion loss < 0.016 dB/inch at 20 GHz in 50Ω stripline
VSWR
- Tight dielectric constant tolerance enables excellent impedance control
- VSWR < 1.2 up to 15 GHz achievable
Propagation Delay
- Delay = 1.7 ns/inch typical at 50Ω
- Enables high data rates and rise time performance
Pulse Response
- TDR shows minimal discontinuities and reflections
- Clean time domain performance for ultra high-speed digital
Leveraging these attributes allows RF-35 PCBs to deliver highly repeatable RF and high speed digital operation.
Design Considerations
To obtain maximum benefit from RF-35 laminates, engineers should follow best design practices:
Stackup Planning
- Use multiple thinner cores instead of one thick core
- Alternating grain direction improves dimensional stability
- Model expected performance in solver
Impedance Control
- Leverage precise Er of 3.5 to maintain target impedance
- 50Ω striplines for RF and high-speed routing
- Controlled line width, dielectric height, trace geometry
Skin Effect
- Consider skin effect depth above ~ 8-10 GHz
- Utilize surface treatments like micro-etching
Signal Coupling
- Careful gap/spacing rules between traces
- Ground plane isolation techniques
- Avoid 90 ̊ bends; use arc/tapered geometries
Thermal Management
- Ensure sufficient thermal ground plane spreading
- Efficient component layout to avoid hotspots
- Consider thermal vias for heat transfer
Paying attention to these guidelines helps achieve first-pass PCB layout success with RF-35.
Recommended Stackups
Typical RF-35 PCB stackups may use configurations like:
- Multiple thin dielectric cores
- Signal routing on surface layers
- Dedicated ground planes near signals
- Buried capacitance within stackup
- Component cavities in ground planes
The thin cores and smooth copper foils of RF-35 enable tight impedance tolerance and high performance interconnects between ICs, filters, amplifiers, control logic, and other components.
Benefits vs. FR4
Compared to conventional FR-4 laminates, RF-35 provides:
Superior Loss Characteristics
- Lower loss tangent: 0.0019 vs 0.02 for FR-4
- Much flatter loss vs. frequency curve
- Maintains low loss to > 10 GHz
Tighter Dielectric Constant Tolerance
- Tolerance +/- 0.05 vs +/- 0.25 for FR-4
- Enables consistent impedance across PCBs
Improved Moisture Resistance
- 0.02% moisture absorption vs 0.2% for FR-4
- Far less susceptible to humidity effects
Higher Frequency Support
- Usable range to Ku band vs drop-off around 5 GHz with FR-4
- Significantly better Q factors at high microwave bands
For peak signal integrity at microwave and mmWave frequencies, RF-35 is a clear choice over FR-4 material.
Typical RF-35 Applications
The capabilities of RF-35 make it a frequent choice for products including:
- Satellite communications
- Radar and remote sensing
- 5G telecom infrastructure
- Automotive radar
- Wireless networking
- Microwave radio/links
- Defense electronics
- Mobile devices
- High speed digital design
- Aerospace and avionics
Any application where optimizing signal integrity, reducing loss, and maintaining consistent performance over frequency are critical requirements will benefit from RF-35 PCB material.
Pros and Cons
Like any material, RF-35 has both advantages and disadvantages:
Pros
- Excellent high frequency signal integrity
- Low loss PTFE material
- Tight dielectric constant tolerance
- Lead-free assembly compatible
- Good thermal conductivity
- Reduced moisture absorption
Cons
- Higher cost than FR-4
- Lower flexural strength than glass-reinforced laminates
- Requires advanced fabrication processes
- Limited global supply chain
Conclusion
With its precise dielectric constant of 3.5 and low loss PTFE composition, Taconic RF-35 delivers proven performance for today’s emerging RF, microwave, and multi-gigabit digital designs. When engineered properly, RF-35 PCBs provide consistent behavior across fabrication lots and excellent high frequency response. For designers pursuing every last dB of loss or GHz of bandwidth, RF-35 remains an enabling material.
Frequently Asked Questions
Q: What are the key differences between RF-35 and common FR-4 laminates?
A: RF-35 provides much lower loss, tighter dielectric tolerance, lower moisture absorption, and extended high frequency range versus economical FR-4.
Q: What are some tips for working with thinner RF-35 cores?
A: Use dedicated layer alignment equipment, employ smaller component sizes, plan sufficient panelization spacing, and minimize handling to avoid cracking thin cores.
Q: Does RF-35 require special PCB fabrication processes?
A: RF-35 benefits from advanced PTFE processes for via formation, hole walls, and drilling. It also requires lamination processes tailored to thinner cores.
Q: What are typical finished RF-35 PCB thicknesses?
A: High frequency designs aim for overall PCB thickness under 0.030 inches. This requires precision lamination of multiple 0.005 inch dielectric cores.
Q: Are there lead-free soldering implications with RF-35 material?
A: RF-35 achieves high Tg (>280C) for compatibility with lead-free profiles up to 260C peak temperatures. Thermal relief in multilayers is recommended.
Do you know RF-35 (TACONIC material)?
Performance:
(1) low cost;
(2) Excellent peel strength;
(3) Extraordinary low loss factor;
(4) low water absorption rate;
(5) Enhanced surface smoothness.
Application:
(1) power amplifier;
(2) filters and connectors;
(3) Passive components.
1)RF-35 is an organic-ceramic laminate material in the ORCER of TACONIC products.
2)It is a reinforced glass material based on woven glass cloth, and a combination of TACONIC’s ceramic filling technology and glass fiber coated PTFE technology.
3)RF-35 is the best choice for low cost, high volume commercial microwave and wireless frequency applications.
3)RF-35 of 1/20Z and 10Z copper foil boards, even with standard epoxy materials, have excellent peel strength and provide rework at any time.
4)The glass transition temperature of RF -35 exceeds 315 ℃.
5)The ultra-low water absorption and low loss factor of RF-35 minimizes phase shift in the frequency range of use.
6)The dimensional stability of RF-35 is due to the use of woven glass cloth in its design development.
7)RF-35 laminate material, generally with single or double-sided 1/20Z, 10Z and 20Z thickness of electrolytic copper foil. Different sizes of sheets can be selected according to requirements.
8)For the RF-35 microwave material, the relationship between the thermal expansion rate in the Z-axis direction and the temperature is shown in the figure below:
9)RF-35 dielectric constant changes with temperature:

10)RF-35 dielectric loss changes with temperature:

10)The relationship between the dielectric constant and frequency of RF-35 microwave materials is shown in the figure below:

11)The relationship between the dielectric loss of RF and the frequency of microwave materials is shown in the figure below:































{kind=link}