Introduction
In the world of Printed Circuit Board (PCB) design and manufacturing, few elements are as crucial as the Gerber file. These unassuming files serve as the bridge between the intricate designs crafted by engineers and the physical boards that power our electronic devices. But what exactly is a Gerber file, and why is it so vital to the PCB production process?
Gerber files are the industry standard for transmitting PCB design data to manufacturers. They contain all the necessary information for creating each layer of a PCB, from copper traces to solder mask and silkscreen. Without accurate Gerber files, even the most brilliantly designed circuit board would be impossible to produce correctly.

For PCB designers and manufacturers alike, a thorough understanding of Gerber files is not just beneficial—it’s essential. Mastering the intricacies of Gerber files can mean the difference between a smooth production run and costly errors that require multiple revisions. Whether you’re a seasoned engineer or new to the field of PCB design, grasping the fundamentals of Gerber files will enhance your ability to create high-quality, manufacturable designs.
In this comprehensive guide, we’ll delve deep into the world of Gerber files. We’ll explore their origins, examine their structure, and uncover best practices for creating and handling these critical PCB design files. By the end of this article, you’ll have a solid foundation in Gerber file knowledge, empowering you to navigate the PCB design and manufacturing process with confidence.
1. What is a Gerber File?
Definition and Purpose
A Gerber file is a standardized vector format used in the electronics industry to describe the layers of a printed circuit board (PCB). It contains information about various PCB elements, including copper traces, solder mask, silkscreen, and drill holes. Essentially, Gerber files serve as a universal language between PCB designers and manufacturers, ensuring that the final product matches the intended design precisely.
A Brief History
The Gerber file format has its roots in the early days of PCB manufacturing. It was developed in the 1960s by Gerber Systems Corporation, founded by H. Joseph Gerber. Initially, these files were used to control vector photoplotters, machines that exposed photoresist-coated materials to light, creating the artwork for PCB production.
Over time, as PCB design became increasingly complex, the Gerber format evolved. The original standard, known as RS-274D, was eventually superseded by the more capable RS-274X format. This newer version, sometimes called “Extended Gerber,” includes additional features that make it more suitable for modern PCB designs.
Industry Standards: RS-274D vs RS-274X
While both RS-274D and RS-274X are referred to as “Gerber” formats, there are significant differences between them:
- RS-274D (Standard Gerber):
- Older format
- Requires separate aperture definition files
- Limited in its ability to define complex shapes
- RS-274X (Extended Gerber):
- Modern standard
- Includes aperture definitions within the file
- Supports more complex shapes and features
- More efficient and less prone to errors
Today, RS-274X is the preferred format for most PCB manufacturers due to its enhanced capabilities and reduced potential for misinterpretation.
The Role of Gerber Files in PCB Production
Gerber files play a crucial role in translating PCB designs into physical boards. They act as a set of instructions for manufacturing equipment, guiding processes such as:
- Photoplotter imaging
- CNC drilling
- Solder mask application
- Silkscreen printing
By providing precise, layer-by-layer information, Gerber files ensure that every aspect of the PCB design is accurately reproduced during manufacturing. This level of detail is essential for creating functional, high-quality circuit boards that meet the exacting standards of modern electronics.
Read more about:
2. Why Are Gerber Files Important for PCB Manufacturing?
The Cornerstone of PCB Fabrication
Gerber files are the lifeblood of PCB manufacturing. They serve as the primary means of communication between designers and fabricators, ensuring that the final product matches the intended design with utmost precision. Here’s why Gerber files are so crucial:
- Universal Language: Gerber files provide a standardized format that can be understood by various manufacturing equipment and software, regardless of the original design tool used.
- Layered Information: They contain separate data for each layer of the PCB, allowing manufacturers to create complex, multi-layer boards accurately.
- Precision: Gerber files offer high-resolution data, enabling the creation of intricate designs with fine details.
How Manufacturers Use Gerber Files
PCB manufacturers rely on Gerber files to guide every step of the fabrication process. Here’s how different Gerber file layers are used:
- Copper Layers: These files guide the etching process to create the conductive traces on the PCB.
- Solder Mask Layers: Determine where the protective solder mask should be applied or removed.
- Silkscreen Layers: Guide the application of component labels, logos, and other printed information on the board.
- Drill Files: While technically not Gerber files (usually in Excellon format), these accompany Gerber files to specify the location and size of holes and vias.
Risks of Incorrect Gerber Files
The importance of accurate Gerber files cannot be overstated. Errors in these files can lead to significant issues:
- Production Errors: Inaccurate Gerber files can result in misplaced components, incorrect trace widths, or missing features on the final PCB.
- Costly Revisions: Mistakes discovered after production require new boards to be manufactured, leading to increased costs and delays.
- Functionality Issues: Errors in Gerber files can create PCBs that fail to function as intended, potentially causing problems in the final product.
- Wasted Materials: Incorrect files may lead to scrapped boards, wasting valuable materials and resources.
By understanding the critical role of Gerber files in PCB manufacturing, designers can better appreciate the need for accuracy and attention to detail when preparing these files for production.
3. Components and Layers in a Gerber File
Understanding PCB Layers
A typical PCB consists of multiple layers, each serving a specific purpose in the board’s functionality. Gerber files provide detailed information for each of these layers, ensuring that the PCB is manufactured exactly as designed. Let’s explore the common layers included in a set of Gerber files:
1. Copper Layers
Copper layers are the heart of any PCB, carrying the electrical signals between components. A typical set of Gerber files includes:
- Top Copper Layer: Contains the copper traces and pads on the top side of the board.
- Bottom Copper Layer: Represents the copper traces and pads on the bottom side.
- Inner Copper Layers: For multi-layer boards, additional copper layers are sandwiched between the top and bottom layers.
2. Solder Mask Layers
Solder mask is a thin lacquer-like layer of polymer that is usually applied to the copper layers of a PCB to protect the copper from oxidation and to prevent solder bridges from forming between closely spaced solder pads. Gerber files for solder mask typically include:
- Top Solder Mask: Defines areas on the top of the board where solder mask should be applied or removed.
- Bottom Solder Mask: Specifies solder mask application for the bottom of the board.
3. Silkscreen Layers
Silkscreen layers contain text and symbols printed on the PCB surface, providing valuable information for assembly and future reference. These layers usually include:
- Top Silkscreen: Text and symbols to be printed on the top side of the board.
- Bottom Silkscreen: Text and symbols for the bottom side of the board.
4. Drill Files
While not technically Gerber files, drill files are crucial companions to the Gerber set. They specify the location, size, and type of all holes in the PCB. Drill files are typically in Excellon format and include:
- Plated Holes: For component leads and vias.
- Non-Plated Holes: For mounting or other mechanical purposes.
5. Board Outline
The board outline file defines the physical shape and dimensions of the PCB. It’s crucial for ensuring that the board fits properly into its intended housing or alongside other components.
Example of a Full Set of Gerber Files
A complete set of Gerber files for a typical two-layer PCB might include:
- TopCopper.gbr
- BottomCopper.gbr
- TopSolderMask.gbr
- BottomSolderMask.gbr
- TopSilkscreen.gbr
- BottomSilkscreen.gbr
- BoardOutline.gbr
- Drill.xln (Excellon drill file)
For more complex multi-layer boards, additional layers would be included, such as Inner1Copper.gbr, Inner2Copper.gbr, etc.
Understanding the components and layers in a Gerber file set is crucial for both PCB designers and manufacturers. It ensures that all necessary information is included and properly organized, leading to accurate and efficient PCB production.
4. How to Generate a Gerber File from PCB Design Software

Creating accurate Gerber files is a critical step in the PCB design process. Most modern PCB design software packages include built-in tools for generating Gerber files. While the exact process may vary between different software, the general principles remain the same. Let’s look at how to generate Gerber files using some popular PCB design tools:
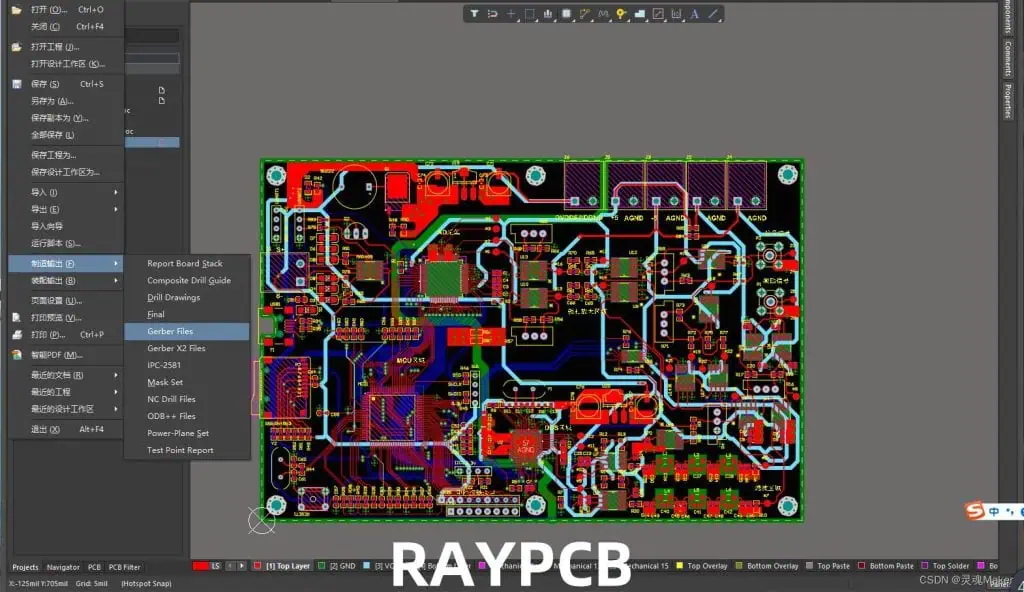
Altium Designer
- Open your PCB project in Altium Designer.
- Go to “File” > “Fabrication Outputs” > “Gerber Files”.
- In the Gerber setup dialog, ensure all necessary layers are selected.
- Set the output directory and other parameters as needed.
- Click “OK” to generate the Gerber files.
KiCad
- Open your PCB layout in KiCad’s PCB Editor.
- Go to “File” > “Plot”.
- In the Plot dialog, select the layers you want to export.
- Choose your output directory and format (typically, use “Gerber” format).
- Click “Plot” to generate the files.
- For drill files, use the “Generate Drill Files” button in the same dialog.
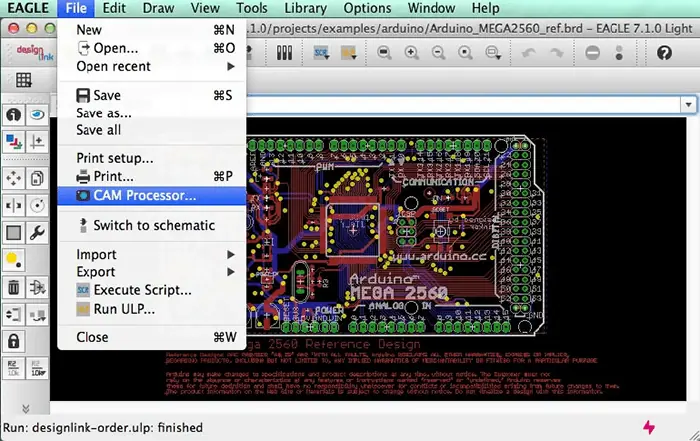
Eagle
- Open your board layout in Eagle.
- Go to “File” > “CAM Processor”.
- In the CAM Processor, select a suitable job file (e.g., “gerb274x.cam” for extended Gerber).
- Verify that all necessary layers are included.
- Click “Process Job” to generate the Gerber files.
EasyEDA
- Open your PCB design in EasyEDA.
- Click on the “Fabrication” button in the top toolbar.
- In the Fabrication Output dialog, ensure “Gerber” is selected.
- Choose your layer setup and other parameters.
- Click “Generate Gerber” to create the files.
Common Export Settings to Check
Regardless of the software you’re using, there are several important settings to verify when generating Gerber files:
- Units: Ensure the correct unit (inches or millimeters) is selected.
- Format: Choose the appropriate Gerber format (typically RS-274X for modern designs).
- Layers: Verify that all necessary layers are included in the export.
- Precision: Set the coordinate precision (usually 2:4 or 2:5 for inches, 3:3 or 4:4 for millimeters).
- Apertures: For older formats, ensure apertures are correctly defined.
- Drill File Format: Typically, use Excellon format for drill files.
By carefully checking these settings and following the correct procedures for your specific PCB design software, you can ensure that your Gerber files accurately represent your PCB design and are ready for manufacturing.
5. Best Practices for Preparing and Checking Gerber Files
Preparing and verifying Gerber files is a crucial step in ensuring successful PCB manufacturing. Following best practices can help you avoid costly errors and delays. Here are some key strategies to implement:
Importance of Design Rule Checks (DRC)
Before exporting Gerber files, it’s essential to run a thorough Design Rule Check (DRC) in your PCB design software. DRC helps identify potential issues such as:
- Trace width and spacing violations
- Clearance errors
- Unconnected nets
- Drill and pad size mismatches
Resolving these issues before generating Gerber files can prevent many common manufacturing problems.
Using Gerber Viewers for Verification
After generating Gerber files, it’s crucial to verify them using specialized Gerber viewer software. This step allows you to visually inspect your design and catch any issues that might have been missed. Popular Gerber viewers include:
- Gerbv: An open-source Gerber viewer for Linux, macOS, and Windows.
- ViewMate: A free Gerber viewer from PentaLogix.
- GerberLogix: A comprehensive Gerber file viewer and editor.
When using a Gerber viewer:
- Load all layers and check their alignment.
- Verify that all expected features are present.
- Check for any unexpected artifacts or missing elements.
- Confirm that drill holes are correctly placed.
Common Mistakes to Avoid
When preparing Gerber files, be aware of these frequent pitfalls:
- Missing Layers: Ensure all necessary layers (copper, solder mask, silkscreen, etc.) are included in your Gerber set.
- Incorrect Layer Polarity: Verify that positive and negative layers are correctly defined, especially for solder mask and silkscreen.
- Mismatched Units: Ensure consistency in units (inches or millimeters) across all files.
- Outdated Design Elements: Remove any unused or outdated elements from your design before generating Gerber files.
- Incompatible Drill File Format: Make sure your drill file format is compatible with your manufacturer’s requirements.
- Inaccurate Board Outline: Verify that the board outline is correctly defined and matches your design intentions.
- Insufficient Precision: Use appropriate numerical precision in your Gerber files to ensure accurate representation of your design.
Additional Best Practices
- Use Descriptive Filenames: Name your Gerber files clearly and consistently (e.g., ProjectName_TopCopper.gbr).
- Include a README File: Provide a text file explaining the contents of your Gerber package, including any special instructions.
- Double-Check Drill Files: Ensure that your drill files accurately represent all holes in your design.
- Verify Against Manufacturing Guidelines: Check your design against your chosen manufacturer’s specific guidelines and capabilities.
- Use Panelization Carefully: If panelizing your design, ensure that the panel layout is correct and includes necessary features like fiducials and breakaway tabs.
By following these best practices and carefully checking your Gerber files before submission, you can significantly reduce the risk of manufacturing errors and ensure a smoother PCB production process.
6. How to Submit Gerber Files to PCB Manufacturers
Submitting Gerber files to PCB manufacturers is the final step in bringing your design to life. Proper submission ensures that your design is interpreted correctly and manufactured efficiently. Here’s a guide to help you through this crucial process:
Zipping and Naming Gerber Files
- Create a Zip Archive: Compress all your Gerber files and associated documents into a single ZIP file. This makes it easier to upload and keeps all files together.
- Use Clear, Consistent Naming: Name your ZIP file clearly, including the project name and version number (e.g., “ProjectName_v1.0_Gerbers.zip”).
- Organize Internal Folders: If your Gerber set is complex, consider organizing files into subfolders within the ZIP (e.g., “Gerbers”, “Drills”, “Documentation”).
Manufacturer-Specific Requirements
Different PCB manufacturers may have specific requirements for Gerber file submissions. Always check with your chosen manufacturer for their particular guidelines. Common requirements include:
- File Format Versions: Confirm which Gerber format (e.g., RS-274X) and drill file format (e.g., Excellon) the manufacturer prefers.
- Layer Naming Conventions: Some manufacturers have specific naming conventions for Gerber files (e.g., GTL for top copper, GBL for bottom copper).
- Additional Documentation: Many manufacturers require a fabrication drawing or assembly drawing along with the Gerber files.
- Board Specifications: Provide details such as board thickness, copper weight, and material type in a separate document.
Example of a Submission Checklist
To ensure you’ve covered all bases, use a checklist like this when submitting your Gerber files:
- Gerber files for all PCB layers (copper, solder mask, silkscreen, etc.)
- Drill file (Excellon format)
- Board outline file
- Fabrication drawing (if required)
- Bill of Materials (BOM) for assembly orders
- Pick and place file for assembly orders
- README file with any special instructions or notes
- Confirmation that all files use consistent units (inches or mm)
- Verification that file naming follows manufacturer’s conventions
- Check that the Gerber format matches manufacturer’s requirements
Tips for a Smooth Submission Process
- Use the Manufacturer’s Online Platform: Many PCB manufacturers offer online portals for file submission, which often include automatic design rule checks.
- Communicate Special Requirements: If your design has any unusual features or requirements, communicate these clearly to the manufacturer.
- Request a Design Review: Some manufacturers offer a design review service. Take advantage of this to catch any potential issues before production.
- Keep Versions Organized: If you need to submit revised files, clearly indicate the new version number and what changes were made.
- Backup Your Files: Always keep a backup of the submitted Gerber files for your records.
By following these guidelines and maintaining clear communication with your PCB manufacturer, you can significantly increase the chances of a successful and efficient production run.
7. Common Errors and How to Fix Them
Even with careful preparation, errors can occur in Gerber files. Recognizing and addressing these issues promptly can save time and resources. Here are some common Gerber file errors and how to fix them:
1. Misaligned Layers
Problem: Layers in the PCB design do not align correctly when viewed in a Gerber viewer.
Solution:
- Check the origin point settings in your PCB design software.
- Ensure all layers use the same coordinate system.
- Re-export the Gerber files with corrected settings.
2. Missing Apertures
Problem: Certain features are missing or appear incomplete in the Gerber viewer.
Solution:
- Verify that all necessary apertures are defined in your design.
- Use the RS-274X format, which includes aperture definitions in the file.
- Check your PCB design software’s export settings for aperture-related options.
3. Incorrect Board Outline
Problem: The board outline in the Gerber file doesn’t match the intended design.
Solution:
- Ensure the board outline layer is correctly defined in your PCB design software.
- Check that the board outline is a closed polygon without any gaps.
- Verify that the board outline is included in the Gerber export process.
4. Drill File Mismatches
Problem: Drill holes don’t align with pads or are the wrong size.
Solution:
- Confirm that the drill file uses the same unit and origin as the Gerber files.
- Check for any scaling issues in the drill file export process.
- Verify that hole sizes in the design match those in the drill file.
5. Layer Polarity Issues
Problem: Negative layers (like solder mask) appear positive or vice versa.
Solution:
- Check the layer polarity settings in your PCB design software.
- Verify that the Gerber file export process correctly handles layer polarities.
- Use a Gerber viewer to confirm the correct appearance of each layer.
Tips for Troubleshooting
- Use Multiple Gerber Viewers: Different viewers may catch different issues.
- Compare with Original Design: Open your original PCB design alongside the Gerber files to spot discrepancies.
- Check Software Settings: Review your PCB design software’s export settings thoroughly.
- Consult with Manufacturers: Many PCB manufacturers offer design for manufacturing (DFM) checks that can catch common errors.
- Learn from Mistakes: Keep a log of errors encountered and their solutions for future reference.
By being aware of these common errors and knowing how to address them, you can improve the quality of your Gerber files and reduce the likelihood of manufacturing issues.
8. Future of Gerber Files in PCB Design
While Gerber files have been the industry standard for decades, the PCB design and manufacturing landscape is constantly evolving. Let’s explore the current trends and potential future of Gerber files in PCB design.
Introduction of New Formats
- ODB++: Developed by Mentor Graphics, ODB++ is a comprehensive data format that includes not just PCB layout data, but also component information and manufacturing instructions.
- IPC-2581: This open standard, developed by the IPC (Association Connecting Electronics Industries), aims to provide a single, unified data format for PCB manufacturing, assembly, and testing.
Will Gerber Files Still Dominate?
Despite the introduction of these new formats, Gerber files continue to be widely used due to several factors:
- Industry Inertia: Many manufacturers and designers are familiar with Gerber files and resistant to change.
- Proven Reliability: Gerber files have a long history of successful use in PCB manufacturing.
- Continuous Improvements: The Gerber format has evolved over time to meet new requirements, such as the introduction of the X2 format.
- Universal Support: Nearly all PCB design software and manufacturing equipment support Gerber files.
However, the limitations of Gerber files, such as the need for multiple files to represent a single board and lack of built-in component information, may gradually lead to increased adoption of newer formats.
Trends in Smart Manufacturing
The future of PCB design and manufacturing is likely to be influenced by broader trends in smart manufacturing:
- Increased Automation: More sophisticated data formats may be required to support fully automated manufacturing processes.
- Digital Twins: The concept of creating digital representations of physical products may drive the need for more comprehensive data formats.
- Industry 4.0: As factories become more connected and data-driven, there may be a push for more integrated design and manufacturing data formats.
- AI and Machine Learning: These technologies may be employed to optimize PCB designs and manufacturing processes, potentially requiring more detailed data than traditional Gerber files provide.
While Gerber files are likely to remain important in the near future, PCB designers and manufacturers should stay informed about emerging standards and be prepared to adapt to new technologies and data formats as they gain traction in the industry.
Conclusion
Gerber files remain the cornerstone of PCB design and manufacturing, serving as the critical link between designers’ visions and the physical reality of printed circuit boards. Throughout this guide, we’ve explored the intricacies of Gerber files, from their basic definition to best practices for their creation and use.
We’ve learned that Gerber files are more than just simple design files; they are a universal language in the PCB industry, enabling clear communication between designers and manufacturers. Their importance cannot be overstated, as accurate Gerber files are essential for producing high-quality, functional PCBs.
Key takeaways from this guide include:
- The structure and components of Gerber files, including various layers like copper, solder mask, and silkscreen.
- Best practices for generating Gerber files from popular PCB design software.
- The importance of thorough checking and verification of Gerber files before submission.
- Common errors in Gerber files and how to address them.
- The future of Gerber files in the context of evolving PCB design and manufacturing technologies.
As we look to the future, it’s clear that while new formats may emerge, Gerber files will continue to play a crucial role in PCB manufacturing for the foreseeable future. However, staying informed about new developments and being prepared to adapt to changing technologies will be crucial for PCB designers and manufacturers alike.
Remember, the key to successful PCB production lies in attention to detail and a thorough understanding of the Gerber file format. By mastering the creation and handling of Gerber files, you can ensure that your PCB designs are accurately translated from digital designs to physical boards, paving the way for innovative and reliable electronic products.
FAQ Section
- What is included in a Gerber file? Gerber files typically include data for various PCB layers such as copper traces, solder mask, silkscreen, and board outline. They may also include drill files, though these are often in a separate format like Excellon.
- How do I open a Gerber file? Gerber files can be opened using specialized Gerber viewer software. Popular options include Gerbv, ViewMate, and GerberLogix. Many PCB design software packages also include built-in Gerber viewers.
- What software creates Gerber files? Most PCB design software can generate Gerber files. This includes popular tools like Altium Designer, KiCad, Eagle, and EasyEDA, among others.
- Are Gerber files still used? Yes, Gerber files remain the industry standard for PCB manufacturing. While newer formats like ODB++ and IPC-2581 are gaining traction, Gerber files are still widely used and supported by manufacturers worldwide.
- What’s the difference between Gerber and Excellon files? Gerber files typically contain PCB layer information, while Excellon files are specifically used for drill data. Both are usually required for PCB manufacturing, with Excellon files complementing the Gerber set.