Light-emitting diode is known simply as “the LED”.
The diode made of a compound of gallium, arsenic and phosphorus, that can emit visible light when electrons are combined with holes. So it can be used to make LED.

LED is used as an indicator light in circuits and instruments, It can also be displayed in text or number.
Gallium arsenide phosphide diodes emit red light;
Gallium phosphide diodes emit green light;
Silicon carbide diodes emit yellow light.
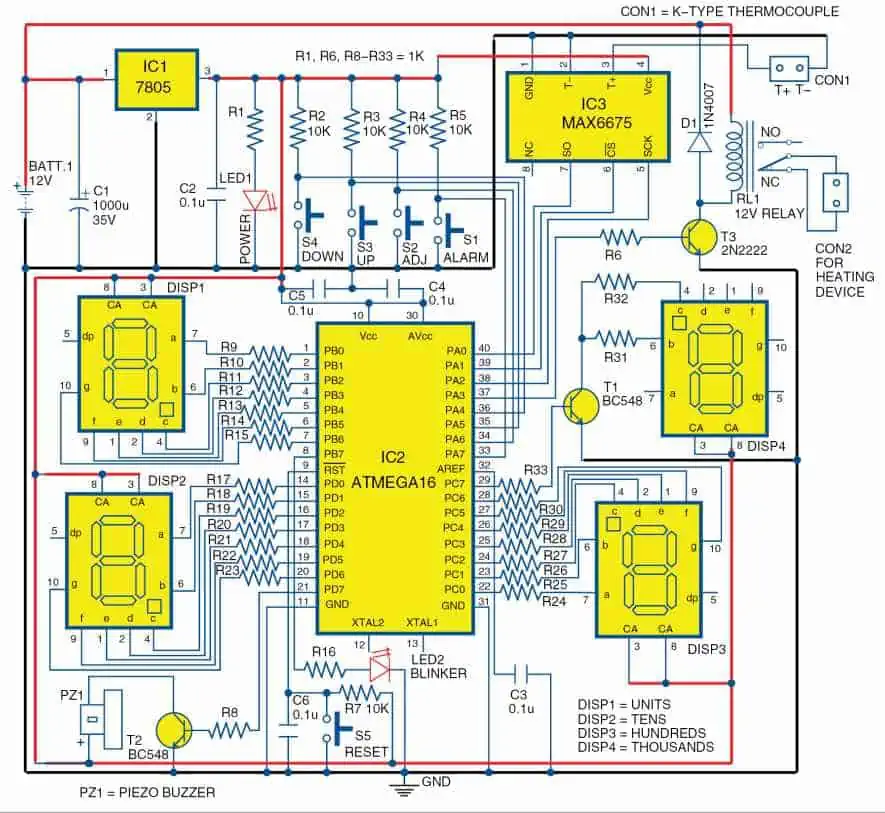
As shown in the figure, It is the circuit diagram of flashing single LED application.
The flashing LED operates at a low hertz frequency, it is easy to attract people’s attention. So it can be widely used in various alarm circuits, such as temperature, liquid level, and voltage limit alarm circuits.
It is a type of semiconductor diode that can convert electrical energy into light energy;
Both Led and ordinary diode, consists of a PN junction with unidirectional conductivity.

Introduction
Blinking LED circuits are used in a wide range of simple electronic projects to demonstrate digital logic and timing fundamentals. By automatically turning an LED on and off repeatedly, useful visual indications, alerts, and effects can be created.
This article provides schematic diagrams and explanations of common blinking LED circuit implementations using 555 timers, microcontrollers, and discrete transistor designs. Both astable oscillators for continuous blinking and monostable time delay configurations are covered.
555 Timer Astable Blinking LED
The 555 timer integrated circuit configured as an astable multivibrator provides a simple method for generating a blinking LED:
How it Works
- 555 setup as astable oscillator charging/discharging between C1/R1 and C2/R2.
- Output square wave drives transistor which switches LED on/off.
- Flashing rate determined by R1, R2, C1, C2 values per 555 astable equations.
- Output duty cycle depends on ratio of R1/R2. Equal values provide 50% duty cycle.
- LED current limited by R3. R4 pulls down transistor base when off.
This basic circuit using just a 555 timer and few components provides continuous LED blinking. Frequency and duty cycle can be adjusted via resistor and capacitor values.
555 Monostable Blinking LED
A 555 timer monostable configuration generates timed pulses to blink an LED:
How it Works
- Pushbutton trigger generates a defined one-shot pulse from 555 monostable on each press.
- Output pulseturns on transistor, lighting LED for duration of pulse.
- Timing components R1, R2 and C1 determine pulse width.
- Subsequent button presses restart timing cycle blinking LED again.
- Optional biasing components (dotted) keep transistor OFF in idle state.
This creates a manually triggered blinker that illuminates the LED for a timed duration with each activation. Can produce attention getting flashes.
Microcontroller Blinking LED
Microcontrollers provide fully software controllable blinking LED capabilities:

How it Works
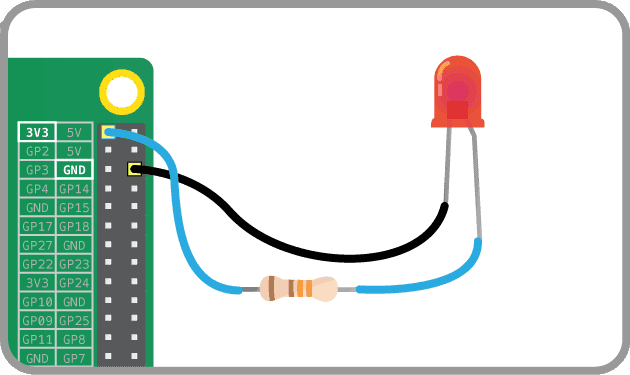
- LED connected to GPIO pin of microcontroller.
- Software loops to toggle I/O pin HIGH/LOW at desired blink frequency.
- Timer peripheral used to control ON and OFF duration.
- Duty cycle easily adjusted in software to provide desired blink pattern.
- Current limiting resistor protects I/O pin from excessive current draw.
Microcontroller blinkers are fully customizable in software and avoid any external components beyond the LED itself. Timing, duty cycles, and patterns can be reconfigured on the fly.
Transistor Astable Blinker
Discrete transistors can also implement an astable multivibrator blinking circuit:
How it Works
- Cross-coupled transistor pair switches each other on/off repeatedly.
- Powered by collector supply Vcc.
- R1/R2 bias transistors just below turn-on threshold when other transistor is ON.
- C1/C2 timing capacitors charge through collectors controlling blink rate.
- Q1 collector output drives external LED.
- R5 limits LED current. R3/R4 provide DC bias.
This all-transistor astable circuit provides high current drive capacity for multiple LEDs if needed. Timings easily adjustable through R and C values.
JFET Relaxation Oscillator Blinker
JFET transistors can implement simple relaxation oscillator blinker circuits:
How it Works
- Capacitor C1 charges through R1 when JFET is OFF.
- When voltage across C1 reaches JFET gate threshold, it turns ON rapidly discharging capacitor and lighting LED.
- JFET turning ON forces its own gate low via R2 turning device back OFF.
- Circuit repeats charging C1 and blinking LED.
- R4 limits LED current. R3 provides bias.
This self-blinking circuit uses only a JFET transistor and passive components. Frequency controlled through R1/C1 time constant.
Summary
- Blinking LED circuits provide visual alerts and indications using electronic oscillators and digital timing.
- 555 timers as astable or monostable oscillators offer simple blinker circuits.
- Transistor multivibrator and JFET relaxation oscillator designs enable discrete component LED blinkers.
- Microcontrollers allow fully software controlled blinking for maximum flexibility.
- Combine blinking visual outputs with other circuit functions like sensing for integrated systems.
Blinking LEDs find countless applications in electronic projects to visually indicate states and activities in an energy efficient manner.
FAQ
What are some application examples of blinking LED circuits?
Some common applications are visual indicators on electronic devices, heartbeat or measures indicators, flashing alerts when events occur, lighting effects, toy and sculpture lighting, timing games, and visual metronome or speed displays.
How do you calculate the blink frequency for 555 timer circuits?
The formulas for a 555 astable oscillator provide the blink frequency based on resistor and capacitor values. Duty cycle is controlled by the ratio of RA to RB. Refer to 555 datasheets for exact equations.
How fast can an LED be blinked by a microcontroller?
Microcontrollers can easily blink most LEDs well into the hundreds of Hertz. Using timer hardware peripherals and interrupts allows blinking at kilohertz frequencies for most LED types.
What determines the blink intensity of an LED?
Blink intensity is controlled by the LED drive current. Higher current causes greater light intensity. Series current limiting resistors can adjust intensity by changing the voltage across the LED.
How do you make an LED blink slower?
For 555 timers, use larger timing capacitor values and/or smaller resistor values to increase the RC time constant. For microcontrollers, increase the software delay timing. For transistor circuits, increase capacitance and/or resistance to extend timing.


















{kind=link}
{kind=link}