LTCC (Low Temperature Co-fired Ceramic) and HTCC (High Temperature Co-fired Ceramic) refer to two classes of multilayer ceramic circuit board materials offering miniaturization and performance enhancements for electronic modules. They both use tape casting of dielectric and conductive layers which get stacked then fired to construct dense engineered substrates.
However LTCC and HTCC have important distinctions in their composition, fabrication process and resultant properties that impact their optimal applications. This article explores their key differentiators to clarify appropriate selection criteria and usage models based on technical capabilities and cost considerations.
Composition and Process Comparison
LTCC relies on glass-ceramic composites while HTCC uses crystalline ceramics. Let’s analyze the constituents and production flow:
LTCC Composition
- Ceramic fillers: Alumina, quartz
- Glass content: Barium or zinc borosilicate
- Organic binders and solvents
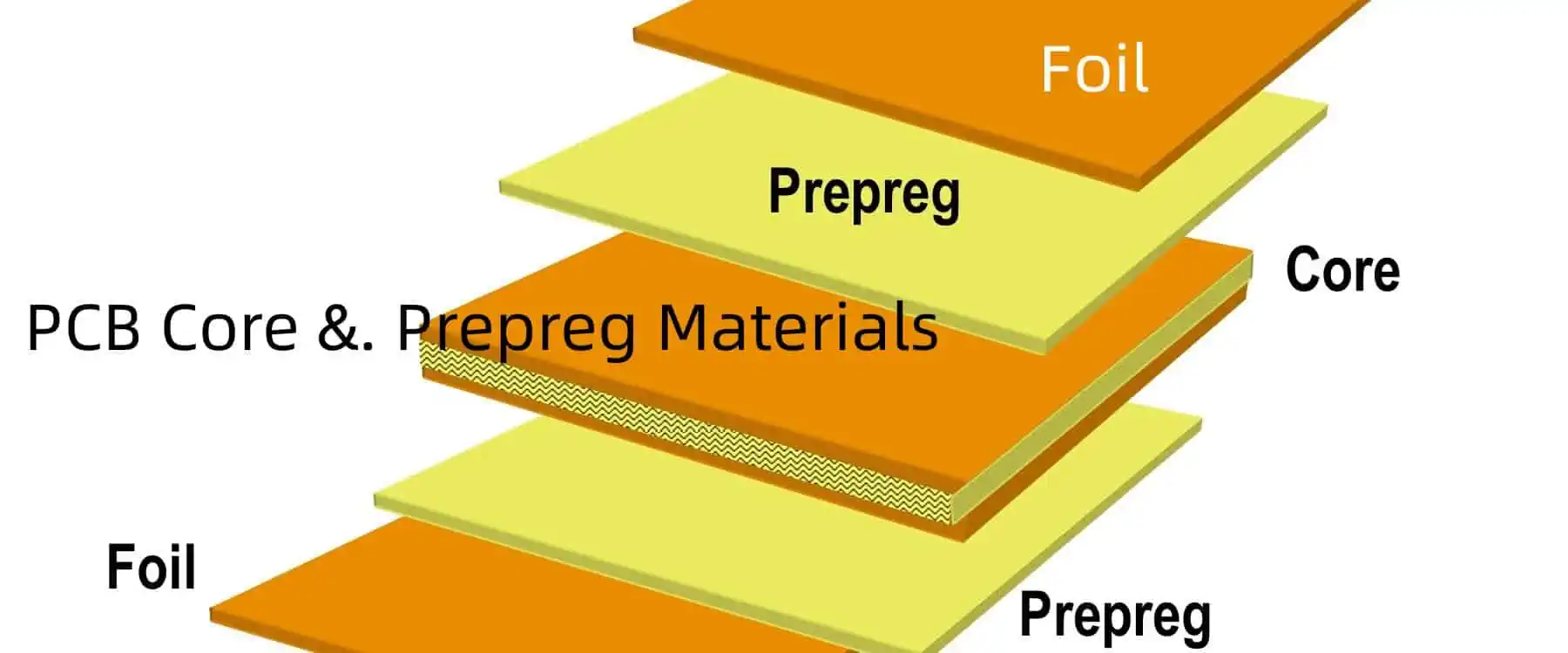
LTCC layers get cast from ceramic-glass slurries as thin pliable green tapes with printed metallization patterns. The tapes stack up forming unfired module assemblies which then undergo lamination and co-firing around 850°C peak temperature to burn out organics and densify the glass-ceramic compound into an integrated substrate encapsulating conductors.
HTCC Composition
- Ceramic base: Alumina, Aluminum Nitride
- Dopants: Silica, metal oxides
- Less glass additions
In contrast, HTCC tapes involve higher purity ceramic pastes avoiding excessive glass content. Conductive patterns print over these layers which get stacked then co-fired at a much higher temperature band from 1500°C to 1700°C to fully densify the crystalline ceramic compound.
This significant divergence in peak firing temperatures gives rise to substantially different material properties and capabilities distinguishing when LTCC or HTCC proves optimal as explored next.
Key Electrical Properties Comparison

| Parameter | Units | LTCC | HTCC |
|---|---|---|---|
| Dielectric Constant (Dk) | 7 to 8 | 8 to 10 | |
| Loss Tangent (Df) | 10^-3^ | 2 to 4 | 2 to 3 |
| Breakdown Voltage | kV/mm | 2 to 4 | 12 to 24 |
| Track Resistance | mΩ/Square | ≤ 100 | ≤ 250 |
| Frequency Range | GHz | < 10 | > 100 |
Analyzing the above electrical characteristics makes the superior high frequency and breakdown strength performance of HTCC evident. Its elevated processing temperatures result in lower losses and near hermetic stage densification that raises insulation capabilities to the league of thermalset PTFE substrates while not sacrificing conductor quality.
In contrast LTCC offers modest electrical performance sufficient up to a few GHz frequencies, albeit at lower fabrication costs. Now let’s compare key thermal and mechanical attributes.
Thermal and Mechanical Properties Comparison
| Parameter | Units | LTCC | HTCC |
|---|---|---|---|
| Thermal Conductivity | W/mK | 2 to 3 | 24 to 35 |
| Coefficient of Thermal Expansion | 10^-6^/K | 5 to 7 | 4 to 5 |
| Flexural Strength | MPa | 250 to 320 | 300 to 600 |
| Hardness | HV | 600 | 1300 to 1800 |
| Porosity | % | 0.5 to 1 | < 0.1 |
Clearly HTCC’s high temperature firing bakes in vastly superior thermal conductivity even exceeding metallic alloys. This makes HTCC ideal for thermal management substrates. The high purity ceramic densification also develops excellent mechanical strength and hardness while practically eliminating porosity in the lattice.
Together these traits equip HTCC materials to survive extremely demanding environments. On the other hand LTCC offers respectable strength and thermal conduction considering its lower process intensity while enabling more economical production.
Now that we have quantitatively compared the property divergences let’s analyze suitable applications based on their merits.
Application Analysis
LTCC Advancements
- Multi-layer structures consolidating passives and actives
- RF/wireless modules to 5G frequencies
- Sensors, microfluidics, optics integration
- Automotive radar and liability critical electronics
HTCC Advantages
- High thermal conductivity substrates
- Hermetic sealing of devices
- Microwave components over 100 GHz
- High density interconnects and vias
- Downhole petrochemical exploration
- Aeronautical and rad hard applications
As summarized above, LTCC materials fabricated using cost-effective processing offer an accessible pathway to realize miniaturized electronic modules capable of wireless functions in consumer and commercial electronics.
But when high reliability proves indispensable despite severely challenging demands like continuous high temperature operation, intensive vibration, corrosive fluids, or mission critical stresses, HTCC ceramics deliver unparalleled longevity and survivability.
Aerospace avionics, military systems, well-logging equipment, industrial sensors, etc. benefit from HTCC materials where failure risks prove unacceptable or servicing difficulties limit repair options over product lifetimes spanning years or decades.
Now that we have clarified technical distinctions on electrical, thermal and mechanical metrics in addition to application segmentation guidelines, let’s address some common questions that arise on HTCC and LTCC ceramics.
Frequently Asked Questions
Q1. Can conductors withstand HTCC’s high firing temperatures?
Yes, refractory metals like tungsten or molybdenum with additions of manganese or nickel withstand over 1600°C providing suitable electrical conductivity as thick film pastes or plating. Copper also sees increasing stability with carefully controlled heating and cooling profiles.
Q2. How to integrate active components with HTCC ceramic boards?
Sensitive active devices get added onto fully fired and tested HTCC substrate boards using suitable solder alloys like AuSn eutectic. The main HTCC fabrication occurs beforehand avoiding exposure of actives to high temperatures. Recessed pockets also allow conventional Pb-free solder assembly.
Q3. What special considerations apply for RF design using HTCC?
The ultra low loss tangent coupled with stability across wide temperature range allows high Q factors for resonant structures up to mmWave bands. But attention is needed on configuration differences from PTFE or LTCC RF layouts. Extensive EM simulation proves essential before fabrication.
Q4: What type of substrate is preferable for a 500°C industrial sensor?
The continuous high temperature rating unconditionally demands using a HTCC alumina or aluminum nitride ceramic board, as much lower process intensity materials like FR4 or LTCC cannot endure such environments for prolonged periods without failures from insulating layer degradation or delamination risks over months or years of exposure.
Q5: What benefits does LTCC offer compared to conventional multi-layer FR4 PCBs?
Despite lower electrical performance relative to HTCC, LTCC multilayer boards still enable significant miniaturization over FR4 boards through embedded passives and high density localized wiring. Reduced interconnect lengths benefit high frequency signals. Integrating dissimilar device technologies like optical waveguides becomes feasible too.
This FAQ reveals additional insights on leveraging either technology appropriately and realizing further performance advances or size benefits relative to mainstream PCB approaches.
In summary, while HTCC and LTCC ceramics share conceptual similarities of multilayer assemblies integrating conductors together using co-fired dielectric tapes, their divergence in peak processing conditions impart substantial differences in properties and best application fits. Evaluating electrical, thermal, mechanical metrics against reliability demands and cost constraints steers appropriate material selection. With this guidance, engineers can harness the technology optimally where their specialized benefits prove compelling over common PCBs.