Introduction
In today’s world, electronics are marvels of engineering, combining intricate components to create devices with incredible capabilities. At the heart of this technological revolution lie two crucial elements: Printed Circuit Boards (PCBs) and Printed Circuit Board Assemblies (PCBAs). These unsung heroes form the backbone of modern electronic devices, enabling the powerful performance we’ve come to expect.
For anyone working in the electronics field – whether you’re an engineer, designer, or manufacturer – understanding the differences between PCBs and PCBAs is more than just helpful; it’s essential. This knowledge is the key to making informed decisions when developing new products or improving existing ones.

This guide aims to demystify PCBs and PCBAs, exploring their core characteristics, various types, cutting-edge manufacturing techniques, and unique features. By delving into these topics, we’ll equip you with the insights needed to take your electronic projects to the next level.
As we explore the world of PCBs and PCBAs, you’ll gain valuable knowledge that will help you push the boundaries of what’s possible in electronics. Whether you’re a seasoned professional or just starting in the field, this guide will provide you with the tools to innovate and excel in your work.
What is a PCB?

A Printed Circuit Board (PCB) is the unsung hero of modern electronics. Imagine it as a thin, flat canvas made of insulating materials like fiberglass or epoxy resin. This canvas is adorned with intricate patterns of conductive copper traces, creating a masterpiece of electronic connectivity.
At its core, a PCB serves as a sturdy foundation for electronic components. It’s where resistors, capacitors, and integrated circuits come together to form a harmonious circuit. These components are securely attached to the board, working in concert to bring your electronic device to life.
PCBs are game-changers in electronics design for several reasons:
- Simplification: They transform complex wiring into neat, organized pathways.
- Reliability: By providing a stable platform, PCBs enhance device dependability.
- Compact Design: PCBs enable the creation of sleek, high-performance circuits.
- Easy Troubleshooting: Their organized layout makes identifying and fixing issues a breeze.
- Physical Support: PCBs act as a protective scaffold, keeping components aligned and secure, even in harsh conditions.
The performance of a PCB is influenced by various factors:
- The type and thickness of the insulating material
- The width and spacing of conductive traces
- The quality of solder joints
These elements shape the board’s electrical properties, such as resistance, capacitance, and inductance, which in turn affect the overall device performance.
Designing an effective PCB is both an art and a science. It requires careful consideration of these factors to ensure the board – and the device it powers – performs at its best. Whether you’re creating a smartphone or a satellite, the humble PCB is what brings your electronic vision to life.
Types of PCBs and Their Main Components

PCBs come in various types, each designed to meet specific needs in the world of electronics. Let’s explore the main types and then dive into the key components that make up these technological marvels.
Types of PCBs
- Single-sided PCBs
- The simplest and most cost-effective option
- One conductive layer on a single side of the insulating material
- Ideal for basic electronics and simple control systems
- Components attached via through-hole or surface-mount techniques
- Double-sided PCBs
- Conductive traces on both sides of the board
- Allows for more complex circuits and higher component density
- Uses plated-through holes (PTHs) or vias for inter-layer connections
- Common in automotive electronics, industrial controls, and communication devices
- More versatile but slightly more expensive than single-sided PCBs
- Multilayer PCBs
- Multiple layers of conductive and insulating materials
- Can have 4 to 30+ layers
- Uses PTHs, blind, and buried vias for inter-layer connections
- Ideal for high-performance electronics like advanced computers and medical devices
- Offers superior performance and space efficiency but at a higher cost
Main Components of a PCB
- Substrate (FR4)
- The foundation of the PCB, typically made of fiberglass
- Provides mechanical support and insulation
- Copper Layers
- Thin sheets of copper laminated to the substrate
- Form the conductive pathways for electrical signals
- Solder Mask
- Protective layer applied over the copper
- Usually green, but can come in various colors
- Prevents short circuits and protects copper from external factors
- Silkscreen
- Typically white layer containing text and symbols
- Serves as a guide for component placement and orientation
- Edge Connectors (Gold Fingers)
- Gold-plated terminals on the board’s edge
- Used for interfacing with other boards or devices
- Vias
- Small holes drilled through the PCB
- Enable electrical connections between different copper layers
Choosing the right PCB type depends on factors like circuit complexity, available space, performance requirements, and budget. Understanding these PCB types and components empowers designers and engineers to make informed decisions, creating electronics that push the boundaries of what’s possible.
Whether you’re working on a simple gadget or a cutting-edge device, the right PCB can make all the difference. By mastering the intricacies of PCB types and components, you’re well-equipped to tackle any electronic challenge that comes your way.
PCB Manufacturing Process: From Design to Reality

Creating a Printed Circuit Board (PCB) is like orchestrating a symphony of precision and technology. Let’s break down this fascinating process into three main acts: Design, Fabrication, and Assembly.
- Design: Blueprinting the Future
The journey begins in the digital realm, where Computer-Aided Design (CAD) software becomes the artist’s canvas. Here’s what happens:
- Engineers map out component layouts and trace routes
- They strategically place vias and plated-through holes (PTHs)
- Materials are selected, layer structures are planned, and trace dimensions are defined
- The final design is exported as Gerber files, the universal language of PCB manufacturing
- Fabrication: Bringing the Design to Life
This is where the magic happens, transforming digital designs into tangible boards:
- Start with a copper-clad substrate (usually FR-4, a fiberglass-epoxy composite)
- Etch the copper to create the designed trace patterns (chemically or mechanically)
- For multilayer PCBs, individual layers are created and then fused with heat and pressure
- Drill holes for component mounting and inter-layer connections
- Plate the holes with copper to create PTHs and vias
- Apply solder mask to protect the traces
- Add silkscreen for component guidance and important information
- Finish with surface treatments to prevent oxidation
- Assembly: Adding the Brains to the Board
Now it’s time to populate the PCB with electronic components:
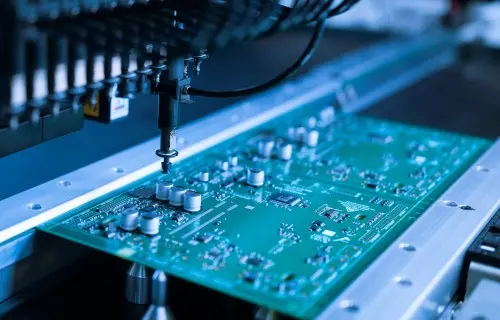
- Components are placed using one of two methods: a) Through-hole soldering: Component leads are inserted into pre-drilled holes and soldered b) Surface-mount technology (SMT): Components are soldered directly onto the board’s surface
- Specialized machines precisely place components
- Soldering techniques (like reflow or wave soldering) secure the components
Each step in this process is a delicate dance of precision and expertise. Understanding this journey helps engineers and designers make informed decisions to optimize performance, reduce costs, and enhance manufacturability.
From the initial concept to the final product, PCB manufacturing is a testament to human ingenuity and technological advancement. Whether you’re designing a simple gadget or a complex computing system, knowing these steps empowers you to create better, more efficient electronic devices.
Remember, in the world of PCBs, attention to detail isn’t just important—it’s everything!
What is a PCBA ?

PCBA stands for Printed Circuit Board Assembly. It’s the result of attaching electronic components to a bare printed circuit board (PCB). This process transforms a simple PCB into a functional electronic circuit.
The PCB assembly process is crucial in manufacturing electronic devices. It involves carefully placing and soldering various components onto the board according to a specific design.
A PCBA serves as the foundation for electronic devices, allowing different components to work together efficiently. It ensures that the device functions as intended by:
- Guiding electrical signals between components
- Following the device’s schematic design
- Providing ground and voltage planes
- Maintaining proper impedance control for optimal electrical performance
The quality and performance of a PCBA depend on several factors:
- The quality of the components used
- The accuracy of the assembly process
- The reliability of the solder joints
In essence, a PCBA is the heart of most electronic devices, enabling them to perform their intended functions.
PCBA Composition
A Printed Circuit Board Assembly (PCBA) is a complex yet unified electronic component. Here’s what makes up a PCBA:
- The PCB (Printed Circuit Board)
The PCB is the foundation of the PCBA. It’s a flat board made of laminate materials, often in multiple layers. The PCB provides:
- Structural support
- Conductive pathways for electrical signals
- Electronic Components
Various electronic parts are mounted on the PCB, including:
- Passive components: resistors, capacitors, inductors
- Active components: transistors, integrated circuits
Each component has a specific function, contributing to the overall performance of the device.
- Traces and Vias
- Traces: Thin conductive paths on the PCB surface that carry electrical signals
- Vias: Small holes connecting different layers in multi-layer PCBs, allowing signals to travel between layers
Solder paste is applied to the board before component placement. It consists of:
- Fine solder particles
- Flux
The paste ensures solid electrical and mechanical connections when heated. Proper application is crucial for the quality of the final assembly.
In summary, a PCBA is a carefully designed combination of these elements. Each part plays a vital role in creating a functional electronic circuit that powers our modern devices.
Two Main PCBA Assembly Methods
PCBA (Printed Circuit Board Assembly) refers to the process of attaching electronic components to a printed circuit board. There are two primary methods used in PCBA:
- Through-Hole Technology (THT)
THT is a traditional method of PCB assembly. Key features include:
- Components have long leads inserted through holes in the PCB
- Leads are soldered on the opposite side of the board
- Provides strong mechanical and electrical connections
Applications of THT:
- Aerospace equipment
- Military hardware
- Industrial machinery
- Vintage electronics
THT Assembly Process: a) Drilling holes in the PCB b) Inserting component leads c) Soldering (often using wave soldering) d) Trimming excess leads and cleaning
- Surface-Mount Technology (SMT)
SMT is a more modern approach to PCB assembly. Key features include:
- Components are mounted directly onto the PCB surface
- Uses small solder pads instead of holes
- Allows for smaller, more compact designs
Applications of SMT:
- Smartphones
- Tablets
- Wearable devices
SMT Assembly Process: a) Applying solder paste using a stencil b) Placing components with pick-and-place machines c) Reflow soldering in a specialized oven d) Inspection and quality control (often using Automated Optical Inspection)
Both methods have their advantages and are chosen based on the specific requirements of the electronic device being manufactured.
PCBA Testing: Ensuring Quality and Reliability

PCBA (Printed Circuit Board Assembly) testing is a crucial step in the manufacturing process, ensuring that assembled circuit boards meet quality standards and function as intended. This process involves checking various aspects such as IC programming, power, current, voltage, and circuit continuity.
Importance of PCBA Testing:
- Critical quality control measure
- Ensures product functionality and reliability
- Helps prevent defective products from reaching customers
Main PCBA Test Types:
- In-Circuit Test (ICT)
- Checks circuit functionality
- Measures current and voltage values
- Analyzes fluctuation curves, amplitude, and noise
- Functional Circuit Test (FCT)
- Simulates real-world usage
- Identifies hardware and software issues
- Verifies overall product functionality
- Flying Probe Test
- Uses moving probes for electrical testing
- Examines component values and characteristics
- Ideal for low-volume or prototype boards
- Aging Test
- Continuous power-on testing
- Simulates long-term use
- Evaluates product durability and stability
- Environmental Stress Test
- Exposes PCBAs to extreme conditions
- Tests temperature, humidity, water resistance, drop, and vibration tolerance
- Assesses overall product reliability
Choosing the right combination of tests depends on the specific product requirements and intended use. Experienced PCBA manufacturers can efficiently conduct these tests to ensure high-quality, durable products.
PCB vs. PCBA: Understanding the Distinctions

While PCB (Printed Circuit Board) and PCBA (Printed Circuit Board Assembly) are closely related, they have several key differences:
- Definition
PCB:
- A bare board with conductive traces on a non-conductive substrate
- Provides the foundation for electronic circuits
PCBA:
- A fully assembled PCB with electronic components attached
- A functional circuit ready for use in electronic devices
- Manufacturing Process
PCB:
- Involves designing the layout
- Creating conductive pathways through etching
- Drilling holes for component insertion
PCBA:
- Starts with a completed PCB
- Adds components like resistors, capacitors, and integrated circuits
- Involves processes such as:
- Solder paste application
- Component placement
- Reflow soldering
- Cost Considerations
PCB:
- Generally less expensive
- Cost mainly includes materials and fabrication
PCBA:
- More costly overall
- Includes PCB cost, component costs, and assembly fees
Comparison Table:
| Aspect | PCB | PCBA |
|---|---|---|
| State | Bare board | Assembled board |
| Functionality | Non-functional on its own | Functional electronic circuit |
| Components | None | Various electronic parts attached |
| Production | Design and fabrication only | Includes component placement and soldering |
| Cost | Lower | Higher |
| Use | Intermediate product | Final product or sub-assembly |
Understanding these differences is crucial for anyone involved in electronics design, manufacturing, or procurement.
Choosing Between PCB and PCBA
When to Choose PCB:
- Early stages of product design and prototyping
- Testing and refining board layout
- Evaluating conductive pathways
- When you have in-house capability for component assembly
- If you prefer flexibility for alterations
When to Choose PCBA:
- Need for fully operational boards
- Direct integration into products
- Mass production scenarios
- Time-saving solution
- Ensuring consistency and reducing assembly errors
- Cost-effective at scale
- For finished products or near-final prototypes
Applications of PCB and PCBA:
- Consumer Electronics: Smartphones, TVs, etc.
- Automotive Electronics: EVs, battery management, autonomous navigation
- Industrial Controls: PLCs, motor drives, sensors
- Medical Devices: Heart rate monitors, MRI scanners, surgical instruments
- Computing Devices: Servers, laptops, hosting CPUs, GPUs, RAM
- Telecommunications: Routers, switches, base stations
- Aerospace and Defense: Cockpit instrumentation, missile guidance systems
- Internet of Things (IoT): Smart homes, wearables, industrial sensors
RAYMING PCB Services:
- Intelligent PCB Manufacturing
- PCB Design and Fabrication
- R&D Solutions
- Material Selection
- Integrated Management Systems
- Surface Mount Technology (SMT)
- Through-Hole Assembly
- BGA X-Ray Inspection
- Prototype PCB Assembly
- PCB Testing
Company Highlights:
- Focus on intelligent manufacturing for small and large-scale PCBA production
- Swift service without compromising quality
- In-house developed management systems (CRM, MES, ERP, IoT)
- Expertise in various sectors: industrial control, smart home, instrumentation, vehicle IoT, communication power, medical devices, automotive, and aviation
- Rigorous testing and prototype assembly protocols
RAYMING PCB positions itself as a partner for comprehensive PCB and PCBA solutions, from design to delivery, with a focus on innovation and quality across diverse industries.




