Introduction
On printed circuit boards (PCBs), immersion tin, also referred to as white tin, is a plating finish applied to exposed copper traces, contact fingers, pads, and vias. It provides excellent solderability while avoiding issues associated with more traditional finishes. This article provides an in-depth look at immersion tin plating, its benefits and applications in PCB manufacturing.
What is Immersion Tin Plating?
Immersion tin is a direct electroless tin plating process where boards are immersed in a heated aqueous tin solution. The solution contains:
- Stannous chloride (SnCl2) – provides soluble tin ions
- Reducing agents – promote tin ion reduction
- Complexing agents – prevent tin precipitation
- pH buffers, stabilizers, and wetting agents
The PCB copper reacts with the solution, replacing copper atoms with deposited tin atoms.
Figure 1: The immersion tin chemical reaction process
The result is a thin layer of tin coating the exposed copper surfaces on the PCB without using external electrical current.
Why Use Immersion Tin?

Immersion tin offers important benefits versus other common finishes:
Excellent Solderability
The tin finish readily wets and solders just like bare copper, unlike HASL or ENIG.
No Shelf Life Concerns
The tin does not degrade or oxidize over time like silver or copper.
Eliminates Whiskering
Pure tin prevents the tin-lead whiskers caused by HASL.
RoHS Compliance
It contains no lead or other hazardous substances.
Lower Cost Than ENIG
More affordable than electroless nickel-immersion gold.
No Electrochemical Migration
Prevents copper ion leaching effects seen with OSP coating.
So immersion tin provides both superior assembly performance and reliability compared to many alternatives.
Immersion Tin Properties
Key characteristics of immersion tin deposits:
- Thickness – Typically 2-10 microinches
- Hardness – Roughly 5x harder than pure tin thanks to impurities
- Color – Matte white deposit appearance
- Bond Strength – Excellent adhesion to copper
- Deposition Rate – Up to 1 mil per hour plating rate
Thickness is well controlled by factors like plating chemistry, time, and temperature.
PCB Applications for Immersion Tin
Immersion tin is an ideal finish for many PCB applications:
- Solderable PCB Terminations – Contact fingers, pads, vias
- Wire Bonding – For wire-bonded semiconductors
- Ceramic Chip Capacitors – Compatible with inner electrode material
- Connectors – For soldered connectors and sockets
- Solar/Power Electronics – Excellent performance at high temperatures
- Hard Disk Drives – Avoid tin whiskers shorting disk platters
It serves well across consumer, automotive, telecom, industrial, and military electronics.
Immersion Tin Process Details
The immersion tin plating process consists of several steps:
Surface Preparation
- Alkaline soak cleaning
- Acid dip to remove oxides
- Water rinses
Predip
- Activates surfaces for plating adhesion
Immersion Tin Bath
- Immerse boards in 130-190°F solution for 5-60 minutes
- Deposits white tin layer
Post Treatment
- Destressing to relieve deposit stresses
- Rinsing and drying
Testing
- Thickness verification per IPC-4552
- Solderability testing if needed
The process is straightforward and does not require complex solutions like ENIG.
Shelf Life Considerations
A primary advantage of immersion tin is its stability over time:
- Tin does not oxidize significantly like copper or silver
- Maintains solderability for years if stored properly
- Shelf life of 1-2 years at room temperature
- Up to 10 years shelf life when refrigerated
This provides high confidence in maintaining solderability over the full PCB lifecycle.
Secondary Reflow Considerations
One special requirement of immersion tin is limiting secondary reflow exposure:
- High heat can cause tin to dissolve back into copper
- Should be limited to a maximum of 3 reflow cycles
- Lower peak temperatures preferred
- Manageable with process controls
So a PCB’s expected reflow profile should be considered when choosing immersion tin.
Comparison to Common Finishes
| Finish | Solderability | Shelf Life | Whiskering | Cost |
|---|---|---|---|---|
| Immersion Tin | Excellent | Years | None | Medium |
| HASL | Fair | Medium | Severe | Low |
| ENIG | Fair | Short | None | High |
| OSP | Poor | Short | None | Low |
| Immersion Silver | Excellent | Short | None | Medium |
Table 1: Comparison of immersion tin to other common PCB finishes
Immersion tin provides a cost-effective balance of performance and reliability.
Conclusion
In summary, immersion tin or white tin finish is an exceptional choice for many PCBs thanks to its outstanding solderability that persists over years, avoidance of tin whiskering, and cost-effectiveness. While secondary reflows must be controlled, immersion tin can match or exceed the benefits of costlier ENIG finish for many applications. With PCBs becoming ever smaller and more complex, immersion tin provides electronics manufacturers with a reliable surface finish option to ensure dependable solder connections over the full product lifecycle.
FAQs
Q: Does immersion tin have any shelf life?
A: Properly processed immersion tin finish has a 1-2 year shelf life at room temperature and up to 10 years when refrigerated.
Q: What color is immersion tin finish?
A: It has a matte white appearance leading to its “white tin” nickname. This contrasts with the silver color of ENIG finish.
Q: Can immersion tin withstand multiple reflow cycles?
A: It is generally recommended to be limited to no more than 2-3 reflow cycles due to heat dissolution concerns.
Q: Is immersion tin suitable for fine pitch components?
A: Yes, its excellent wetting properties make it well suited for fine pitch surface mount pads and leads.
Q: Does immersion tin contain any lead?
A: No lead is contained in immersion tin chemistry, making it RoHS compliant and environmentally safe.
Immerstion Tin PCB is printed circuit board plating tin, is different process from hot air solder leveling ( HASL ), Some engineers like to say immersion tin as white tin. Rayming manufacture immersion tin thickness 0.8-1.5μm, If you need immersion tin pcb, Pls send pcb to sales@raypcb.com .
The surface treatment immersion tin in PCB is specially designed to facilitate SMT and chip packaging processing. The tin metal plating layer is chemically deposited on the copper surface. It is an environmentally friendly process that replaces the Pb-Sn alloy plating process. It is widely used in the circuit board surface treatment process, surface treatment of hardware, decorations, etc.
Immersion tin vs. Hot air solder level-lead free (HASL-LF)
HASL-LF and immersion tin are two more commonly used surface treatment processes for printed circuit boards. However, in the printed circuit board process, immersion tin is unknown to most people, so we should clarify the similarities and differences between HASL-LF and immersion tin.
The Similarity:
HASL-LF and immersion tin are surface treatment methods to meet the requirements of lead-free soldering.
The differences:
- Process flow
HASL-LF is pre-treatment – spraying tin – testing – molding – appearance inspection.
Immersion tin is testing – chemical treatment – tin sinking – molding – appearance inspection.
- Process principle
HASL-LF is mainly to intrude the PCB board directly into the molten tin paste. After being leveled by hot air, a dense tin layer will be formed on the copper surface of the PCB.
Immersion tin mainly uses displacement reaction to form a very thin tin layer on the PCB surface.
- Physical characteristic
The thickness of the tin layer of HASL-LF is about 1um-40um. The surface structure is dense, hard, and not easily scratched. The HASL-LF only has pure tin in the production process, so the surface is easy to clean and can be stored at normal temperature for one year. The surface discoloration problem does not easily occur during the soldering process.
The thickness of immersion tin is about 0.8um-1.2um. The surface structure is relatively loose, soft, and the surface scratches easily. Immersion tin undergoes a complex chemical reaction, so it is not easy to clean. The surface is easy residual syrup will cause discoloration during welding. The storage time is short. It can be stored for three months at normal temperature. If it stores for an extended period, the color will change.
- Appearance characteristic
HASL-LF – The surface is brighter and beautiful.
Immersion tin – The surface is light white, dull, easy to change color.
Detailed introduction of PCB immersion tin

Chemical immersion tin is a widely used PCB surface treatment process. Its working principle is to change the chemical potential of copper ions to cause the stannous ions in the plating solution to undergo a chemical substitution reaction, which is an electrochemical reaction. The reduced tin metal is deposited on the surface of the copper substrate to form a tin plating layer. The metal complex adsorbed on the immersion tin plating layer catalyzes the reduction of tin ions to metallic tin, so that the tin ions continue to be reduced to tin. The reaction equation is 2Cu+4TU+Sn2→2Cu+(TU)2+Sn.
Chemical immersion tin is a PCB copper surface treatment technology. The products of this process will neither contaminate the solder (unlike chemical nickel-gold board) nor produce an additional polyester layer on the solder mask. The method can be evenly covered with a layer of tin in any size PCB hole and the position of the connection plate. To adapt to the global strategic development, gradually realize the needs of lead-free and the development of the PCB market, use lead-free chemical precipitation. The replacement of the current hot air leveling process with tin technology has become a prerequisite for DPMC’s development plan.
The advantages immersion tin:
- Good tin surface flatness
- Has excellent electrical conductivity and solderability, can be soldered many times
- Immersion tin layer does not contain lead, no pollution to the environment
- Long storage period (one year)
- Simple process and good working environment
Compared with other surface treatment processes:
- Compared with HASL: Lead-free/smooth surface/plated layer
- Compared with immersion gold (Ni/Au): Low cost
- Compared with immersion silver: Higher oxidation resistance and better welding reliability
- Compared with OSP: Can be tinned many times
Insufficiency of immersion tin:
- Tin has low hardness and is easy to scratch
- High requirements for incoming materials (requires uniform copper surface before tin sinking, no oxidation, fingerprints, glue stains, etc.)
- Difficult to repair
- High storage and transportation requirements
The surface of the PCB must be cleaned before tin sinking. CIMAPREP PR-514 acid cleaner is a concentrated agent used to remove oil and metal oxide particles on the board. It must be diluted to achieve its cleaning effect. CIMAPREP PR- 505 is a micro etching agent that can be used directly without dilution. After micro etching, the surface will be roughened to provide a homogeneous copper surface that is good for tin sinking.
- Immersion tin process sequence
| Process No. | Cylinder No. | Process | time limit | best time | temperature | filtration |
| 1 | 1 | Remove oil stains | 2-4min | 3min | 30-40℃ | √ |
| 2 | 2,3 | Two-stage washing | 1-2min | 2min | Room temperature | |
| 3 | 4 | Microetching | 60-90sec | 60sec | Room temperature | √ |
| 4 | 5,6 | Two-stage washing | 1-2min | 2min | Room temperature | |
| 5 | 7 | Pickling | 60-90sec | 60sec | Room temperature | |
| 6 | 8,9 | DI washing | 60-90sec | 60sec | Room temperature | |
| 7 | 10 | Prepreg | 1-3min | 2min | Room temperature | √ |
| 8 | 11 | Tin sinking | 10-12min | 12min | 50-60℃ | √ |
| 9 | 12 | Hot DI washing | 1-3min | 2min | 50-55℃ | |
| 10 | 13,14 | Two-stage DI washing | 1-3min | 2min | Room temperature | |
| 11 | 15,16 | Hot DI washing | 1-3min | 2min | 50-55℃ |
- Immersion tin process characteristics
- Bake at 155℃ for 4 hours (equivalent to storage for one year), or after 8 days of high temperature and high humidity test (45℃, relative humidity 93%), or after three reflow soldering, it still has excellent solderability.
- The tin-immersion layer is smooth, flat, and dense. It is harder to form copper-tin intermetallic compounds than tin electroplating, and there is no tin whisker.
- The thickness of the tin-immersion layer can reach 0.8-1.5μm, which can withstand the impact of multiple lead-free soldering.
- The solution is stable, the process is simple, and it can be used continuously through analysis and replenishment without changing the cylinder.
- Suitable for both vertical and horizontal processes.
- The cost of immersion tin is much lower than that of immersion nickel and gold, which is equivalent to hot air leveling(HASL).
- It has technical advantages for high-density boards that are easily short-circuited by spraying tin. It is suitable for rigid boards and flexible boards for thin-line high-density IC packaging.
- Suitable for surface mount (SMT) or press-fit (Press-fit) installation process.
- Lead-free and fluorine-free, no pollution to the environment, the waste liquid can be recycled.
- Final Surface Cleaner
- Composition:
M401 acid degreasing agent – 100ml/L
Concentrated H2SO4 – 50ml/L
DI water – the rest
Function: Remove oil stains, oxide layers, and fingerprints on the surface of the circuit board. This degreaser is compatible with all solder mask inks currently on the market.

- Operating parameters:
Temperature: 30-40°C; Best value: 35°C
Analysis frequency:
Degreaser: Once a day
Copper content: Once a day
Control system:Degreasing agent: 80-120ml/L; Best value: 100ml/L
Copper content: Less than 1.5g/L
Supplement: M401; Add 10ml/L if the content is increased by 1%
Filtering: 20μ filter element is continuously filtered, and the filter element is changed when changing the cylinder.
Life: The copper content exceeds 1.5g/L, or the processing volume per liter reaches 500 feet.
- Micro-etch
- Composition: Na2S2O4 – 120g/L H2SO4 – 40ml/L DI water – the rest
Procedure:
- Inject 85% DI water into the tank.
- Add the calculated chemically pure H2SO4 and wait for it to cool to room temperature.
- Add the calculated Na2S2O4 and stir until it is completely dissolved.
- Make up DI water to the standard position.
- Operating parameters: Temperature: Room temperature
Analysis frequency: H2S04: Once per shift
Copper content: Once a day micro-eclipse rate: Once a day
Control system:
Copper content is less than 50g/L
Micro-etch rate: 30-50μ; Best value: 40μ
Supplement: Na2S2O4: For every additional 10g/L, increase the content by 1%
H2SO4: For every additional 4ml/L, increase the content by 1%
Life: When the copper content exceeds 50g/L, dilute to 15g/L, and add Na2S2O4 and H2SO4.
- Predip
- Composition:
Prepreg M901 – 10%
DI water – the rest
Purpose: Etch out the copper surface before tin sinking. This prepreg is not aggressive to any solder mask ink.
- Operating parameters:
Temperature: Room temperature
Analysis frequency:
Acid equivalent: Once a day
Copper content: Once a week
Refill: Acid equivalent Every time 100ml/LM901 is added, add 0.1 equivalent
Liquid position: Supplemented with DI water
Pass filtration: 20μ filter element continuous filtration
Life: Replace the sinking cylinder at the same time
- Wastewater treatment: After neutralization with post-treatment waste liquid, the solid matter is filtered out.
- Chemical Tin
Equipment: Both prepreg and chemical tin tanks are applicable.
Cylinder body: PP or PVC cylinder can be used.
Swing movement: The PCB frame swings in the cylinder to avoid gas agitation.
Filtration: 10μ filter element continuous filtration.
Ventilation: 15MPM ventilation is recommended.
Heater: Titanium Flon or Quartz heater.
Note: There should be no steel material in the cylinder.
- Composition:
100% Sn9O2: This tin sinking liquid is not aggressive to any solder mask ink.
- Operating parameters:
Tin concentration: 20-24g/L Best: 22g/L
Thiourea concentration: 90-110g/L Best: 100g/L
Sulfonic acid content: 90-110ml/L Best: 100ml/L
Copper ion concentration: It must be cooled and filtered when the maximum is 8g/L
Temperature: 70-75℃
Time: 10-15 minutes
Remark:
Acid Degreaser: SF
Appearance: Colorless
State: Liquid
Proportion: 1.02
Solubility: Completely soluble in water
Odor: None
Main ingredients:
Methanesulfonic acid<10~25%
Butoxyethanol<2.5~10%
Water: The remaining part
Micro-etching agent: SF
Appearance: White
State: Crystal powder
Proportion: 1.35
Solubility: Completely soluble in water
Odor: None
Main ingredients:
Sodium persulfate<50~100%
Sodium bisulfate<10~25%
Basic agent for immersion tin: LP
Appearance: Colorless
State: Liquid
Specific gravity: 1.33g/l
Solubility: Completely soluble in water
Odor: Strong pungent
Main ingredients:
Methanesulfonic acid<10~25%
Water: Remaining part
Basic agent for immersion tin: 2000
Appearance: Colorless
State: Liquid
Specific gravity: 1.12g/l
Solubility: Completely soluble in water
Odor: Pungent smell
Main ingredients:
Thiourea<10~25%
Water: Remaining part
Tin solution: SF-C
Appearance: Light yellow
State: Liquid
Specific gravity: 1.50g/l
Solubility: Completely soluble in water
Odor: Strong pungent
Main ingredients:
Tin methanesulfonate<25~50%
Water: Remaining part
Immersion tin additive
Appearance: Colorless
State: Liquid
Specific gravity: 1.02g/l
Solubility: Completely soluble in water
Odor: Pungent smell
Main ingredients:
Methanesulfonic acid<2.5~5%
Water: Remaining part
Immersion tin correction solution SN
Appearance: Colorless
State: Liquid
Specific gravity: 1.02g/l
Solubility: Completely soluble in water
Odor: Slightly irritating
main ingredient:
Methanesulfonic acid <5~10%
Thiourea <5~10%
Water: The remaining part
Immersion Tin Technical Capability
Board thickness: 20 ~ 400 mil
Board size: 3” X 6” (min) / 24” X 30” (max)
Aspect ratio: 15:1
Production capacity: 50,000 sqft/month
Tin thickness: 33.5 – 45.3 μ″
Immersion tin equipment
Vertical production line (with two cranes)
Equipment supplier: Universal (AEC)
All equipment of the liquid tank needs PP material
Swing range: 25~40MM
Swing frequency: 5~25 times/minute
Immersion Stin liquid
Manufacturer: Atotech (Germany)
Supplier: Atotech
Maintenance of tin sinking liquid:
The tin sinking liquid is easy to maintain, and the main components can be supplemented through analysis to keep it within the best process range:
- Each addition of 12ml/L tin sinking solution can increase the tin concentration by 1g/L, keeping the tin concentration between 20-24g/L.
- Each addition of 10ml/L 10% thiourea solution can increase thiourea by 1g/L, keeping the concentration of thiourea between 90-110g/L.
- According to the analysis value, supplement the content of organic sulfonic acid to keep it between 90-110ml/L.
- The evaporation loss can be supplemented with deionized water.
Factors affecting the rate of tin sinking:
- The influence of tin concentration: The speed of tin sinking will increase with the increase of tin concentration. The tin sink layer’s appearance does not change with the increase of tin concentration, so increasing the tin concentration effectively increases the tin sinking rate.
- The influence of the concentration of organic sulfonic acid: The rate of tin precipitation increases with the concentration of organic sulfonic acid. When the content of organic sulfonic acid exceeds 110g/L, the rate is unchanged, but when the concentration of organic sulfonic acid is lower than 50ml/L, the tin layer formed will be foggy.
- The influence of thiourea concentration: The tin deposition rate increases with the increase of thiourea concentration. When the thiourea concentration exceeds 250g/L, the appearance of the tin layer becomes rough and becomes foggy.
- The influence of temperature: In the range of 40℃ to 80℃, the tin sinking rate increases with the increase of temperature.
- Influence of time: The thickness of the tin layer increases with time, but the thickness becomes stable after 20 minutes at 60°C. Therefore, in production, choose to sink the tin at 60°C for 10-12 minutes, and a tin layer of 1.5μm thickness can be obtained.
Composition analysis:
- Analysis of tin:
- Reagents: 0.1N iodine solution, 30% sulfuric acid solution, starch solution.
- Analysis steps:
- Accurately put 2ml of solution into a 250ml flask.
- Add 15ml of 30% sulfuric acid solution.
- Add 100ml of deionized water.
- Add 2ml starch solution.
- Titrate with 0.1N standard iodine solution to the blue-purple endpoint, and record the number of milliliters V.
Calculation: Tin content Sn (Ⅱ) (g/L) = 2.69V.
- Analysis of organic sulfonic acid:
- Reagents:
- 10% Mg EDTA solution: Add 122.76g Na2EDTA 2H2O and 39.6g MgSO4 to 800ml deionized water, adjust the pH to 7 with 1N NaOH solution and then add water to 1000ml.
- Blue indicator solution or 0.1% ethanol solution.
- 0.1N standard NaOH solution.
- Analysis steps:
- Accurately put 1.0ml tin sinking solution into a 250ml flask, and add 100ml deionized water.
- Add 2ml Mg EDTA solution and 5 drops of bromophenol blue indicator solution.
- Titrate with 0.1N standard NaOH solution until the solution turns from yellow to green at the endpoint (PH 6.7), and record the number of milliliters V.
Calculation: Organic sulfonic acid (g/L) = 9.61V
- Analysis of thiourea
- Analysis steps:
- Cool the sample solution taken out of the tin sink to room temperature, and then filter to collect the filtrate.
- Pipette 2ml of filtrate accurately into a 200ml volumetric flask, add deionized water to the mark and mix.
- Accurately pipette 5ml diluent into a 1000ml volumetric flask, add deionized water to the mark and mix well (i.e., a total dilution of 20,000 times).
- Measure the extinction value of the diluted solution with a UV photometer at 236nm, 10mm quartz cuvette, and deionized water as a reference.
Calculation: thiourea (g/L) = 128 × extinction value
The thickness of tin sink is about 0.8um-1.2um. The surface structure is relatively loose, soft, and the surface scratches easily. Sinking tin undergoes a complex chemical reaction with more chemicals, so it is not easy to clean, and the surface is rough. The residual syrup will cause the problem of discoloration during welding. The storage time is short and can be stored for three months at normal temperature. The color will change if it’s stored for an extended period.
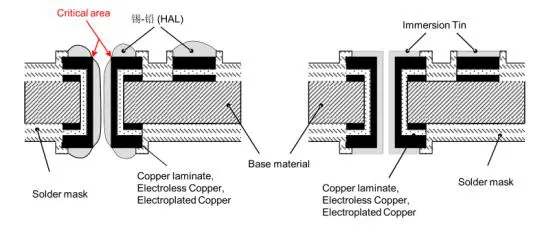
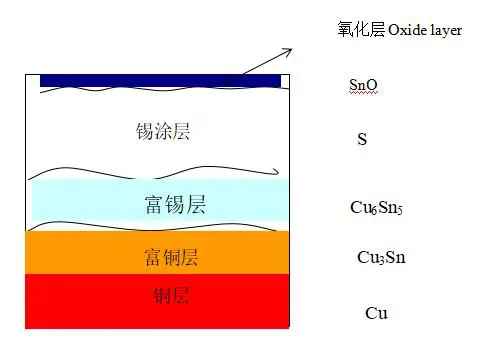
Immersion tin’s structure
Some common defects in the production process of immersion tin PCB:
- Thin tin
- The tin surface is dark, and the tin surface is black
- PAD on green oil
- The edges of the holes are black
- Tin handprint
- Glue stains exposed copper, green oil on PAD
- Throwing oil and white characters
- Tin Whisk

Black strips

Ink leakage in the hole
Tin whiskers in the hole
Immersion tin PCB usage and storage time
Two concerns:
- The tin whisker issue.
- Tin metal is an active metal. The tin surface is invaded by oxygen and other acidic gases after being in storage for an extended period, causing the tin surface to be oxidized or contaminated, thereby affecting the solderability.
Generally, double-sided & multi-layer immersion tin board: 6 months.
Inventory ≥ 3 months: Remove moisture from the baking sheet before going online. The temperature of the baking sheet is 120-135 ℃, time for 2-3 hours.
Inventory ≥ 6 months: Pay attention to the impact of PAD surface quality on solderability.
If it is a high TG board, it is recommended that the temperature of the baking board is about 10°C lower than the TG value.
Remarks: There will be certain risks when the oven is close to or more than one year after the oven is baked.
Each surface treatment process has its uniqueness, and the application range is not the same. Firstly, the surface of the tin sink is very flat, and the coplanarity is good. Secondly, the tin sink is lead-free, and many electronics manufacturers still prefer to choose Shen tin craft. However, Cu/Sn intermetallic compounds are easily generated during the immersion tin process, and the solderability of Cu/Sn intermetallic compounds is very poor. If the immersion tin process is used, particle size and the production of Cu/Sn intermetallic compounds must be controlled. The immersion tin particles must be small enough and non-porous. The deposition thickness of tin is not less than 40μin (1.0μm) is more reasonable. This is to provide a pure tin surface to meet the requirements of solderability.