Rapid injection molding, denoted as RIM can be described as a process of injection molding that is designed for manufacturing small batches or groups of plastic components with lead times that are much shorter.
Generally, this equipment utilized for rapid injection molding is similar to that utilized for normal injection molding rather than the rapid injection molding molds which are designed for the fast turnaround rather than for production durability for long series.
The gain in the idea to manufacturing lead time is seen mainly from utilizing mold materials such as aluminum that can be machined easier and less expensive compared to the standard materials for injection molds. These molds will lack the needed durability for long production runs; however they work well for runs that are smaller, with a minimum of 500 parts.
In this article, we will be describing the process involved in rapid molding. We will explain the way it works, and we will discuss the type of equipment utilized. Also, we will provide you with some tips on how to select the best part materials.
What Does Rapid Injection Molding Mean?
Rapid injection molding utilizes standard injection molding techniques and equipment. However, they achieve this within a very short lead time and at a lesser cost. The short lead time is great for the custom prototypes as well as producing the limited volume runs to straighten out all potential issues elating to the design before going into full-scale rapid molding.
The speed is majorly as a result of using less expensive molds as well as materials that are easy to machine such as aluminum which could be produced within few weeks. Also, rapid injection molding should not be mixed up with the reaction injection.
Where Can Rapid Injection Molding be Used?
The process of rapid injection molding is mainly utilized for research, rapid injection molding prototyping as well as developmental applications, which don’t need millions, thousands, or as few as hundreds of parts. Rapid injection mold is well suited to production runs having volumes of a minimum of 500. With this, engineers will be able to test all their designs even with less capital investment rather than committing to the expensive, lengthy lead-time tolling required for the series production of high volume.
Usually, producing injection molds can cost very much in part due to the fact that they have to be manufactured from very wear-resistant materials. This is to make sure that they will be able to withstand the stress involved in production use for long use.
This is why rapid injection molding is usually utilized in bridging the gap formed between the initial design as well as the full-scale production. This is a less expensive option for testing the new materials, products, as well as design tools. Also, RIM may be utilized in managing the sharp increases in the volume of product demand.
How Rapid Injection Molding Works
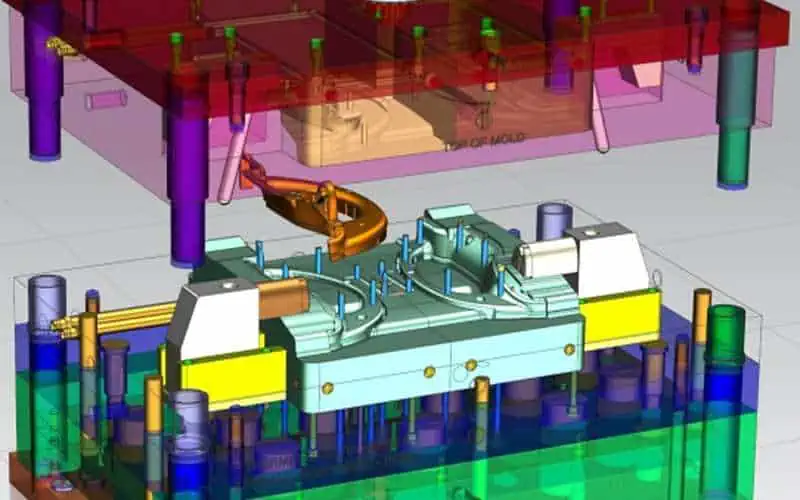
The parts for rapid injection molding have to be designed using DFM principles. RIM mold are specifically created cheap and quickly manufactured making use of off-the-shelf and standard materials. Also, aluminum molds are utilized because they can be machines quickly and easily, but won’t be able to deal with high-volume manufacturing.
Immediately the manufacturing of the RIM mold is done, these two halves (cavity and core) may be mounted n the moving and stationary plates of thee normal setup of the injection molding machines. This is due to the fact that the remaining process of molding is similar or both the standard and RIM injection molding. The mold’s halves are brought closely together and then held tightly in place with the use of hydraulic rams.
More Information on How Rapid Injection Molding Works
In order to make the part making use of the rapid injection molding process, raw materials used typically thermoset and thermoplastics silicones) is fed in a screw, which is housed inside a cylinder referred to as a barrel.
Combining the heat offered by the external heaters, which are mounted on a barrel, which shear producing the heat between plastic pellets as well as the screw’s action inside the barrel, helps in melting the plastic pellet. Immediately enough plastic is melted, this screw will push the plastic in the mold via a nozzle, as well as a valve that stops the receding of pressure back inside the screw.
Furthermore, high-pressure plastic will then fill the mold, and then hydraulic rams make sure that the plastic doesn’t ooze out between its old halves.
After some seconds, this plastic will solidify causing the mold to open. This part will then be ejected making use of ejector pins, and screw retracts, and then the process will repeat again. You must note that the process of rapid injection molding will not produce any individual parts faster compared to the standard injection types.
Places Where Rapid Injection Molding Equipment are Made
Rapid injection molding equipment is manufactured by manufacturers of injection molding machines. These manufacturers are typically located in the United States, Europe, and China.
Take note that the major difference with respect to equipment between the standard and rapid injection molding types has to do with mold. Molds are usually manufactured with the use of the injection molding tool maker.
Components of the Rapid Injection Molding Press
Rapid injection molding press works with some components. The major components are parts utilized in the standard molding press.
Hopper
This is where you find the resin thermoplastic pellets placed for proper dispensing. This hopper is usually fed from a silo or bulk bags, which depends on the needed volume of production as well as the part size. The hopper offers a continual material supply onto the screw.
For some cases, this also aids in preheating the resin ensuring the rapid melting in the barrel and screw. With this, the per-part manufacturing cycle time is reduced. Also, the hopper might have some level sensors. This is to warn the operator that the material needs to be topped up inside the hopper.
Screw
This reciprocating screw comes with many functions. The first is that, it meters as well as transports the right material amount out of the hopper and in the mold. During the raw material transport, it rotates, which forces the pellets in the ever-decreasing volume that is created with the help of the screw shaft which is experiencing an increase in diameter. It creates much heat for melting the pellets through the shear force that the plastic pellets create shearing against the barrel and screw.
Also, there is a screw which mixes the material in order to create a melt that is more homogeneous and for some cases, makes sure that the additives are evenly mixed. Once the melting of enough materials has been done, this screw then rams forward and the one-way valve present on the screw’s end keeps the material from moving back downwards the screw. Rather it is forced in the mold. After, this screw will then retract, them the process will be repeated.
Barrel
This houses the screw and it helps to guide the passage of the raw materials in the mold. Typically, this barrel will have heated elements that are wrapped round it so as to help melt the pellet. This screw will force the plastic pellet against its barrel. This leads to increased friction which then melts this plastic. You can find injection nozzles at the barrel’s end.
Heaters
Barrels have some electrical heaters that are wrapped round it. This helps in heating the plastic pellet up. Note that the heating elements rent the main heat source for the melting of the plastic. Also, the screw’s induced pressure forces these pellets against the barrel’s inner part. This creates shear heating which also helps in melting the plastic.
Materials
Materials utilized in the process of rapid injection molding are referred to as thermoplastics. The materials could either be a specialty or a commodity. This is dependent on the end-use desired.
Nozzle
Nozzles help in directing injected plastic in the mold. Its diameter may fall between 2.5 and 10 mm. This depends on the injection molding machine’s capacity. This nozzle is directly screwed to the barrel. Also, Nozzles might have filters for preventing any unwanted particles from gaining entrance into the mold. Two filter styles exist: the gap filters and the screen pack filters.
The screen pack filters aren’t popular. This is because they impede flow via the nozzle, thereby creating a loss in pressure whereas the gap filters offer a greater filter area and doesn’t impede flow too much. Also, nozzles could have the mixing function which helps in creating the homogenous melt as well as aid in the dispersion of additives such as colorants evenly all through the melt.
Mold
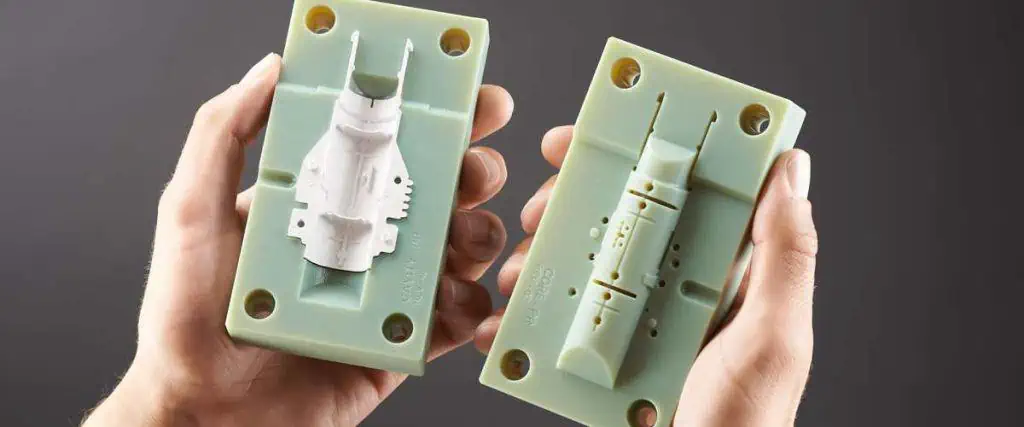
Typically, the mold is made from two main parts: the cavity and the core. These parts and sections of the mold are mounted to plates referred to as a platen. One of the mold’s half is held in a stationary way while the second half will be pressed against it using the hydraulic arm.
The ram will apply proper pressure to make sure the plastic doesn’t exit that mold at a partying line. Often molds have some cooling channels that are machined in them that allows for the heat transfer fluid to get rid of heat out of the mold.
The cooling channels aid the part to solidify faster as well as reduce the cycle time overall. Immediately that part solidifies them the molds will open and some ejector pins would push that part out of the mold. This mold would close and then the cycle will repeat.
Rapid injection molding molds are created utilizing easier to machine and less expensive materials. They are also designed to last just for some hundred parts. Also, another method that can be used reducing cost as well as increase the speed of production is to utilize mater unit dies that permits modular mode, which ensures quick design implementation of the changes in deign without manufacturing the whole mold right from the scratch.
Part
Part has to do with the eventual result from the process of injection molding. Injection molded parts has to be designed in line with the injection molding DFM principles. This is to achieve parts with high quality. These rules will help in determining the most appropriate wall thickness, hole sizes, here the ribs should be reinforced, etc.
Wall Thickness of the Rapid Injection Molded Part
The rapid injection molding part’s wall thickness usually falls within 1.5 to 2.5 mm. Moreover, the thickness will also depend on that material used as the different materials usually have several ranges for the best wall thickness.
No difference is found between wall thicknesses that are common with the standard injection molding as well as what can be possible with rapid injection molding.
Choosing the Best Possible Materials for Your Rapid Injection Molding
Selecting the most appropriate material for rapid injection molding is dependent on the desired use of that product. Rapid injection molding is utilized for pilot, prototype, as well as short-run volumes. This bridges the gap present between the full-scale production and design. One major benefit of the RIM is, many materials could be tested in order to know which of them is optimal. Some major considerations whenever you are deciding on the most appropriate material are UV resistance, mechanical strength, cost, thermal resistance, and electrical properties.
You can enhance these properties by including additives like carbon or glass filters. Also, you must note that these fibers are highly abrasive and could reduce the mold’s overall life which holds true for the aluminum molds.
Conclusion
In this article, we have explained what rapid injection molding is, as well as discussed the several parts if the rapid injection molding press. To know more on rapid molding, please reach out to any of our representatives. Our Company offers different manufacturing capabilities, which includes injection molding as well as other value services to meet all your manufacturing and rapid injection molding prototyping needs.