In the world of electronics manufacturing and component handling, moisture sensitivity is a critical concern that can significantly impact the reliability and performance of electronic devices. Moisture Sensitive Devices (MSDs) are components that can absorb moisture from their environment, potentially leading to various issues during the manufacturing process or in the final product. Proper storage and handling of these devices are essential to maintain their integrity and ensure the quality of electronic assemblies.
This comprehensive guide delves into the effective ways of storing and handling moisture sensitive devices, covering everything from understanding the basics of moisture sensitivity to implementing best practices in various industries. By following these guidelines, manufacturers, suppliers, and end-users can mitigate the risks associated with moisture exposure and optimize the performance of their electronic components.

Understanding Moisture Sensitivity

Moisture sensitivity in electronic components refers to their susceptibility to absorb moisture from the environment. This absorption can lead to various issues, particularly during the high-temperature processes involved in surface mount technology (SMT) assembly, such as reflow soldering.
Mechanism of Moisture Absorption
Electronic components, especially those made with organic substrates or encapsulants, can absorb moisture through a process called diffusion. The rate of moisture absorption depends on several factors:
- Relative humidity of the environment
- Exposure time
- Temperature
- Material properties of the component
- Surface area exposed to the environment
When these moisture-laden components are subjected to the high temperatures of reflow soldering, the absorbed moisture rapidly expands, potentially causing internal stresses, delamination, or even component failure.
Classification of Moisture Sensitive Devices
To standardize the handling and storage of moisture sensitive devices, the electronics industry has developed a classification system. This system, defined by the IPC/JEDEC J-STD-020 standard, categorizes components based on their moisture sensitivity level (MSL).
Moisture Sensitivity Levels
| Layer | Material | Function |
| Outer | Polyethylene or Nylon | Mechanical protection |
| Middle | Aluminum foil | Moisture and gas barrier |
| Inner | Polyethylene | Heat sealable, static dissipative |
The “Floor Life” indicates the cumulative time a component can be exposed to ambient conditions before requiring special handling or rebaking. “Conditions” specify the maximum temperature and relative humidity for storage and handling.
Effects of Moisture on Electronic Components
Understanding the potential consequences of moisture exposure is crucial for appreciating the importance of proper storage and handling. Moisture can affect electronic components in several ways:
1. Popcorn Effect
The most well-known issue is the “popcorn effect,” where rapid moisture expansion during reflow soldering causes internal stresses, leading to package cracking or delamination.
2. Interfacial Delamination
Moisture can weaken adhesion between different materials in a component, causing separation of layers or interfaces.
3. Corrosion
In the presence of ionic contaminants, moisture can facilitate electrochemical corrosion of metal parts, including lead frames and bond wires.
4. Electrical Parameter Shifts
Absorbed moisture can alter the electrical characteristics of components, potentially leading to performance issues in the final product.
5. Reliability Degradation
Even if immediate failure doesn’t occur, moisture-induced stress can reduce the long-term reliability of components.
Proper Storage Techniques
Effective storage is the first line of defense against moisture-related issues. Here are key techniques for properly storing moisture sensitive devices:
1. Dry Cabinets
Dry cabinets, also known as desiccator cabinets, provide a controlled environment for storing MSDs. These cabinets maintain a low relative humidity, typically below 5%, through the use of desiccants or dehumidification systems.
Key Features of Dry Cabinets:
- Adjustable humidity control
- Temperature monitoring
- ESD protection
- Multiple compartments for organizing different MSL components
- Transparent doors for easy inventory management
2. Nitrogen-Purged Cabinets
For ultra-sensitive components or long-term storage, nitrogen-purged cabinets offer an inert, moisture-free environment.
3. Moisture Barrier Bags
When dry cabinets are not available or for transportation purposes, moisture barrier bags (MBBs) are essential. These specialized bags provide a barrier against moisture and should be used in conjunction with desiccants and humidity indicator cards.
4. Temperature and Humidity Controlled Rooms
For large-scale operations, entire rooms can be designed to maintain low humidity levels, providing a controlled environment for storing and handling MSDs.
Handling Procedures
Proper handling of MSDs is crucial to minimize exposure to ambient conditions. Here are key procedures to follow:
1. Minimize Exposure Time
- Open moisture barrier bags only when ready to use the components
- Reseal bags promptly after removing required quantities
2. Use of Gloves
- Wear clean, lint-free gloves when handling MSDs to prevent contamination and moisture transfer from skin
3. ESD Protection
- Maintain proper ESD protection measures, as many MSDs are also sensitive to electrostatic discharge
4. Floor Life Tracking
- Implement a system to track the cumulative exposure time of MSDs
- Use software or manual logs to ensure components don’t exceed their specified floor life
5. Just-in-Time (JIT) Manufacturing
- Coordinate with production schedules to minimize the time between opening MBBs and component use
Dry Pack Materials
Dry pack materials are essential for maintaining a moisture-free environment during storage and transportation. The key components of a dry pack system include:
- Moisture Barrier Bag
- Desiccant
- Humidity Indicator Card
Moisture Barrier Bags
Moisture barrier bags (MBBs) are specialized packaging materials designed to protect MSDs from moisture ingress. They typically consist of multiple layers:
| Relative Humidity | Color |
| 5% | Blue |
| 10% | Lavender |
| 60% | Pink |
MBBs are available in various sizes and thicknesses, with thicker bags offering better moisture protection but at a higher cost.
Desiccants
Desiccants are materials that absorb moisture from their surroundings. In the context of MSD storage, they help maintain a dry environment inside the moisture barrier bag.
Types of Desiccants:
- Silica Gel: Most common, available in various forms (packets, cards, canisters)
- Molecular Sieves: Higher moisture absorption capacity, especially at low humidity levels
- Clay: Natural mineral-based desiccant, often used in bulk applications
- Calcium Oxide: Highly effective but can generate heat when absorbing moisture
The amount of desiccant required depends on the bag size, expected storage duration, and the moisture sensitivity of the components.
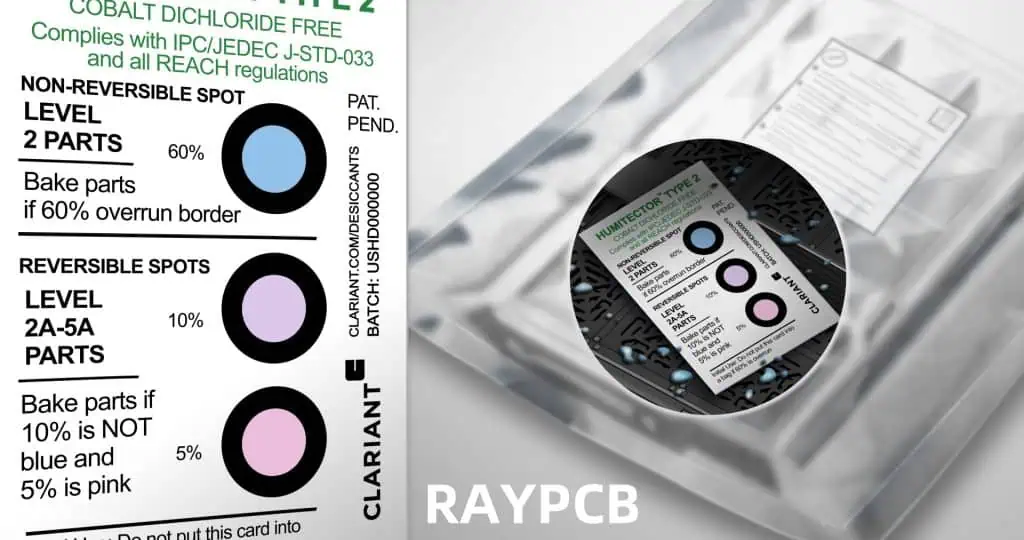
Humidity Indicator Cards
Humidity Indicator Cards (HICs) are used to monitor the relative humidity inside a moisture barrier bag. They contain moisture-sensitive spots that change color based on the humidity level.
Standard HIC Color Indicators:
Relative HumidityColor5%Blue10%Lavender60%Pink
HICs provide a visual indication of the package’s integrity and the effectiveness of the desiccant.
Baking Procedures
When MSDs exceed their floor life or show signs of moisture absorption, baking is necessary to remove the absorbed moisture before assembly. Baking procedures vary depending on the component type and moisture sensitivity level.
Baking Methods:
- Conventional Oven Baking
- Vacuum Baking
- Nitrogen-Purged Oven Baking
General Baking Guidelines:
| MSL | Baking Temperature | Baking Time |
| 2.-4 | 125°C ± 5°C | 24 hours |
| 5.-6 | 125°C ± 5°C | 48 hours |
| 2-6 (alternative) | 60°C ± 5°C | 96 hours |
Note: These are general guidelines. Always refer to the manufacturer’s specific recommendations for each component.
Post-Baking Handling:
- Allow components to cool to room temperature before handling
- Immediately place baked components in a dry pack or dry storage environment
- Reset the floor life clock after baking
Floor Life Management
Effective floor life management is crucial for maintaining the integrity of MSDs throughout the manufacturing process. Here are key strategies:
1. Tracking Systems
Implement a robust tracking system to monitor the cumulative exposure time of MSDs. This can be achieved through:
- Barcode or RFID tagging
- Software-based tracking systems
- Manual logging with strict procedures
2. Visual Indicators
Use visual cues to quickly identify the status of MSDs:
- Color-coded labels for different MSLs
- Exposure time indicators
- Digital displays on storage units
3. Just-in-Time (JIT) Manufacturing
Coordinate closely with production schedules to minimize the time between opening MBBs and component use. This approach reduces the risk of exceeding floor life limits.
4. Partial Use Management
When only a portion of a reel or tray is used:
- Reseal the original MBB with remaining components
- Add fresh desiccant and HIC
- Update tracking information for the partially used reel/tray
5. Environmental Monitoring
Continuously monitor and log temperature and humidity in storage and production areas. This data can be used to:
- Adjust floor life calculations based on actual conditions
- Identify potential problem areas in the facility
- Demonstrate compliance with industry standards
Quality Control and Traceability

Maintaining high standards of quality control and traceability is essential for effective MSD management. Key aspects include:
1. Incoming Inspection
- Verify the integrity of dry pack materials upon receipt
- Check HICs for any signs of moisture exposure
- Document the condition and remaining floor life of incoming MSDs
2. Process Audits
Regularly audit MSD handling processes to ensure compliance with established procedures. This includes:
- Storage conditions verification
- Handling procedure adherence
- Baking process validation
3. Training Records
Maintain detailed records of employee training related to MSD handling. This ensures that all personnel involved in MSD management are properly qualified.
4. Lot Traceability
Implement a system to trace MSDs from receipt through assembly and final product. This is crucial for:
- Identifying potentially affected products in case of issues
- Demonstrating compliance with customer and regulatory requirements
5. Data Logging and Analysis
Use data logging systems to record:
- Storage conditions (temperature, humidity)
- Exposure times
- Baking cycles
Regularly analyze this data to identify trends and potential areas for improvement.
Training and Education
Comprehensive training is essential for all personnel involved in handling MSDs. Key training topics should include:
- Basics of moisture sensitivity and its effects
- Proper handling and storage procedures
- Use of dry pack materials and equipment
- Floor life management and tracking
- Baking procedures and safety considerations
- Quality control and documentation requirements
- Troubleshooting and problem-solving
Regular refresher training and updates on new industry standards or best practices should be provided to ensure ongoing compliance and efficiency.
Industry Standards and Guidelines
Adherence to industry standards is crucial for ensuring consistency and quality in MSD management. Key standards include:
- IPC/JEDEC J-STD-033: Handling, Packing, Shipping and Use of Moisture/Reflow Sensitive Surface Mount Devices
- IPC/JEDEC J-STD-020: Moisture/Reflow Sensitivity Classification for Nonhermetic Solid State Surface Mount Devices
- JESD625: Requirements for Handling Electrostatic-Discharge-Sensitive (ESDS) Devices
These standards provide detailed guidelines on classification, handling, packaging, and assembly processes for MSDs.
Best Practices for Different Industries
While the general principles of MSD management apply across industries, specific sectors may have unique requirements or best practices:
Automotive Electronics
- Stricter traceability requirements
- Extended reliability testing
- Specialized packaging for harsh environments
Aerospace and Defense
- Longer component storage times
- Stringent documentation and certification requirements
- Specialized baking procedures for high-reliability components
Medical Devices
- Cleanroom handling requirements
- Specialized sterilization-compatible packaging
- Extended shelf-life considerations
Consumer Electronics
- High-volume, fast-paced production environments
- Emphasis on cost-effective storage solutions
- Rapid product turnover requiring efficient inventory management
Future Trends in Moisture Sensitive Device Management
As technology advances, new trends are emerging in the field of MSD management:
1. IoT-Enabled Monitoring
Internet of Things (IoT) devices are being integrated into storage systems to provide real-time monitoring and alerts for temperature, humidity, and exposure times.
2. Advanced Materials
Research into new packaging materials and desiccants aims to extend floor life and improve moisture resistance of components.
3. Artificial Intelligence in Inventory Management
AI algorithms are being developed to optimize inventory levels, predict usage patterns, and automate reordering of MSD-related supplies.
4. Sustainable Packaging Solutions
The industry is moving towards more environmentally friendly packaging materials and reusable desiccants to reduce waste.
5. Enhanced Traceability
Blockchain technology is being explored for creating tamper-proof, distributed ledgers of MSD handling and storage history.
Frequently Asked Questions
1. What happens if a moisture sensitive device exceeds its floor life?
If an MSD exceeds its specified floor life, it must be baked to remove absorbed moisture before use. Using a component that has exceeded its floor life without proper baking can lead to internal damage during reflow soldering, potentially causing immediate failure or reduced long-term reliability.
2. Can I reuse desiccants after opening a moisture barrier bag?
It’s generally not recommended to reuse desiccants from opened bags. Once exposed to ambient conditions, desiccants begin to absorb moisture and lose their effectiveness. For optimal protection, use fresh desiccants when resealing partially used reels or trays of MSDs.
3. How often should dry storage cabinets be maintained?
Dry storage cabinets should be inspected and maintained regularly, typically every 3-6 months. This includes checking seals, calibrating humidity sensors,
