
Your sales person will quote you PCB manufacturing cost, PCB assembly cost , and components parts cost, We will list all detail in quotation.














Up to 100 Layer PCB Manufacturing Service
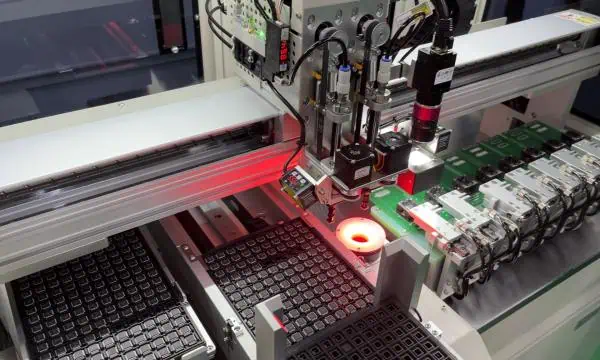
Laser Cut SMT Stencils with your PCBs

Full/Partial Electronic Components Bom List Sourcing


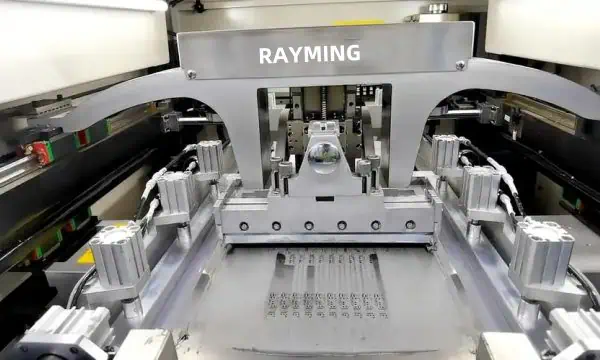
A Seamless Process from PCB to Assembly
Online / Offline programming Services

Small and medium runs with fast lead-times and no minimum quantity requirements
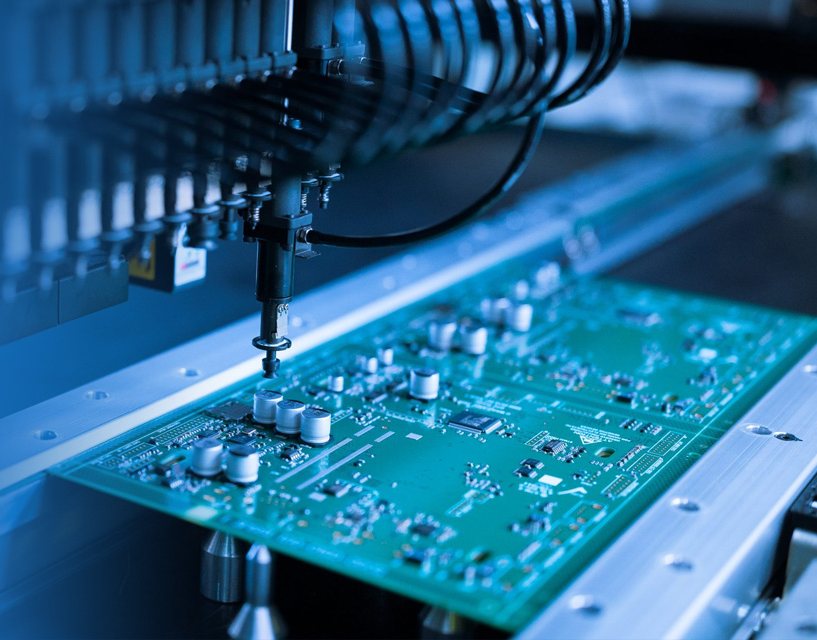
Full and partial Turn-key PCB Assembly Services on both rigid PCB Assembly and flex PCB assembly.
Same assembly process with some special operations on different technical requirement for Flexible assembly.








