Arlon AD300 laminate review covering dielectric constant, dissipation factor, thermal specs, and PCB design considerations. Includes comparison tables vs. Rogers and Taconic, PTFE fabrication tips, multilaye.
If you’re designing RF or microwave PCBs above a few gigahertz, your material selection stops being a footnote and becomes a core design variable. The laminate defines your insertion loss, your impedance stability over temperature, your reliability through assembly, and ultimately whether your design performs in the field or drifts out of spec the moment the enclosure heats up. Arlon AD300 sits in the category of ceramic-filled PTFE laminates specifically engineered for those demanding applications — and it has a track record in aerospace, defense, and high-frequency commercial electronics that’s worth understanding in detail before you commit to a stack-up.
This article covers everything a working PCB engineer needs to evaluate Arlon AD300: the full electrical and mechanical specifications, how it compares to competing materials, the practical design and fabrication considerations that don’t always make it into the datasheet, and the applications where it earns its cost premium.
What Is Arlon AD300?
Arlon AD300 is a ceramic-filled polytetrafluoroethylene (PTFE) composite laminate manufactured by Arlon Electronic Materials, a division of Arlon Group. It belongs to Arlon’s AD-series of high-frequency laminates, which are designed as direct competitors to the Rogers RT/duroid and RO-series materials commonly specified in microwave PCB design.
The AD300 designation reflects its nominal dielectric constant of 3.0, which places it in a useful mid-range position for microstrip and stripline impedance designs — high enough to allow compact transmission line geometries, low enough to maintain reasonable bandwidth and avoid excessive dispersion at millimeter-wave frequencies.
The material uses a woven PTFE base reinforced with ceramic filler particles. The ceramic loading is what controls the dielectric constant and improves dimensional stability compared to unfilled PTFE, while the PTFE matrix provides the low dissipation factor that makes the material suitable for low-loss RF transmission.
Arlon PCB laminates span multiple product families, and understanding where the AD300 fits within the broader lineup helps when evaluating alternatives for a given application.
Arlon AD300 Key Electrical Specifications
These are the parameters that drive RF performance. All values are from Arlon’s published datasheet and should be confirmed against the most current revision before design sign-off.
| Parameter | Value | Test Condition / Notes |
| Dielectric Constant (Dk) | 3.0 ± 0.04 | 10 GHz, IPC-TM-650 2.5.5.5 |
| Dissipation Factor (Df) | 0.0014 | 10 GHz |
| Dielectric Constant (Dk) | 3.02 | 1 MHz |
| Dissipation Factor (Df) | 0.0016 | 1 MHz |
| Dielectric Breakdown Voltage | > 1000 V/mil | |
| Volume Resistivity | > 10⁸ MΩ·cm | |
| Surface Resistivity | > 10⁷ MΩ | |
| Moisture Absorption | < 0.02% | 24hr immersion |
The Dk of 3.0 is tightly controlled to ±0.04 across the panel. That level of consistency matters for phased array and filter designs where impedance matching tolerances are tight. Loose Dk variation translates directly to impedance variation in fabricated transmission lines, which becomes a yield and performance problem at scale.
The dissipation factor of 0.0014 at 10 GHz is the headline number. To put that in context: FR-4 runs a Df of roughly 0.020 at 1 GHz — more than ten times higher. At 10 GHz, FR-4’s loss tangent climbs further and becomes essentially unusable for any transmission line application beyond a few centimeters. AD300’s Df remains stable into the millimeter-wave region, which is the core value proposition of the material.
Arlon AD300 Mechanical and Thermal Specifications
Electrical performance at room temperature is only part of the story. For RF hardware that lives in an automotive under-hood environment, a radar housing on an aircraft, or a base station exposed to thermal cycling, the mechanical stability of the substrate through temperature extremes matters just as much.
| Parameter | Value | Notes |
| CTE — X-axis | 14 ppm/°C | In-plane thermal expansion |
| CTE — Y-axis | 14 ppm/°C | In-plane thermal expansion |
| CTE — Z-axis | 24 ppm/°C | Through-hole reliability concern |
| Thermal Conductivity | 0.42 W/m·K | Moderate — not a thermal management substrate |
| Glass Transition Temperature (Tg) | > 260°C | PTFE-based, no traditional Tg |
| Decomposition Temperature (Td) | > 500°C | PTFE thermal stability |
| Operating Temperature Range | -55°C to +260°C | Continuous service |
| Flexural Strength | 10,000 psi | |
| Tensile Strength | 6,000 psi | |
| Specific Gravity | 2.22 g/cm³ | Denser than FR-4 (~1.85) |
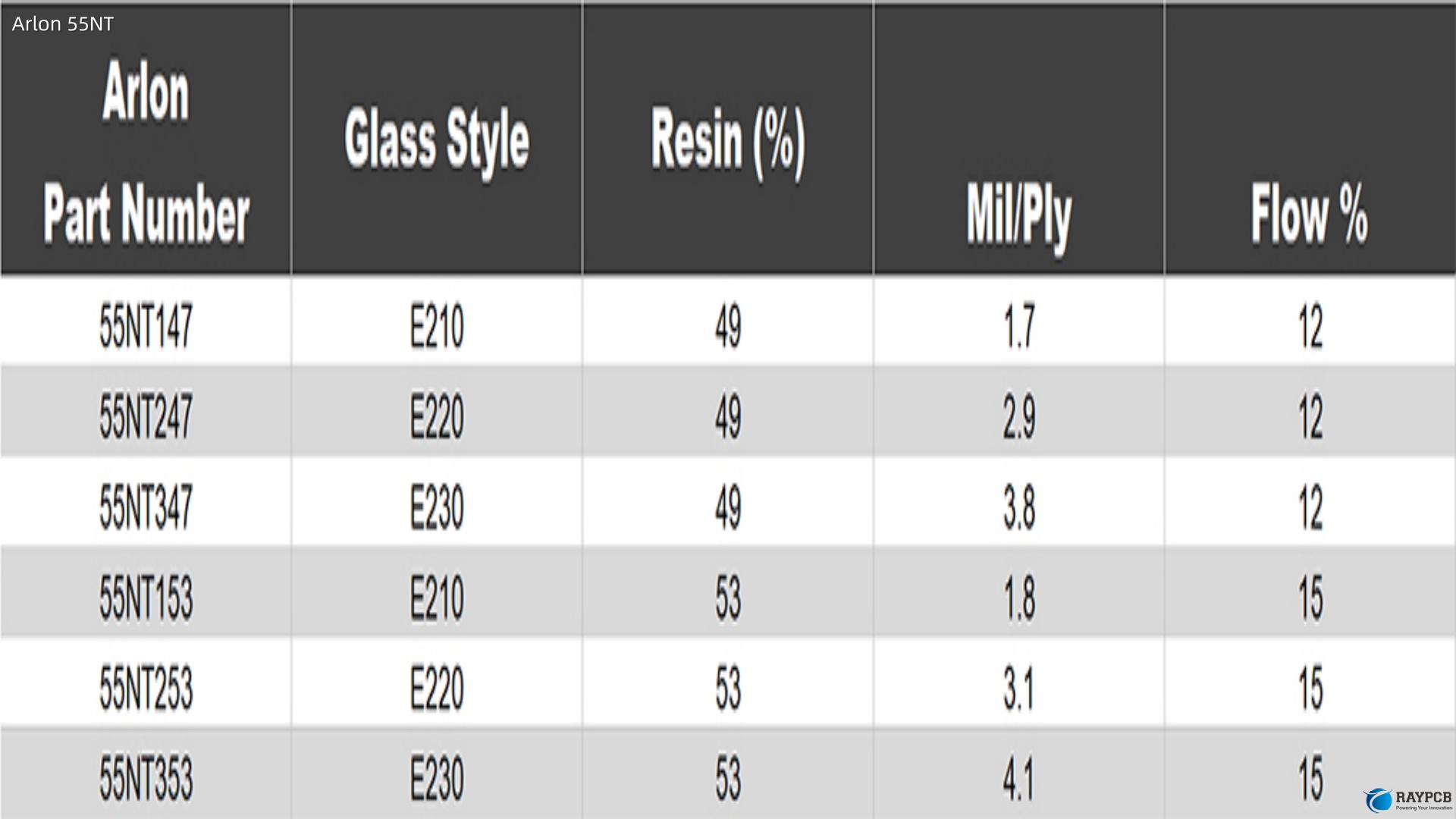
| Available Thicknesses | 5, 10, 15, 20, 30, 60 mil | Standard catalog; custom available |
| Available Copper Weights | ½ oz, 1 oz, 2 oz | ED and RA copper options |
The Z-axis CTE of 24 ppm/°C is a notable number for through-hole and via design. PTFE-based laminates expand more in the Z-direction than in the X-Y plane during thermal excursion. For plated through-holes and blind vias in multi-layer AD300 assemblies, this places cyclic stress on the barrel copper. Via aspect ratio guidelines and annular ring sizing need to account for this, especially in designs that see wide temperature swings in service.
The effectively unlimited upper temperature limit (PTFE doesn’t go through a glass transition the way epoxy laminates do) means AD300 survives lead-free reflow without the dimensional instability problems you get with lower-Tg materials. This is a genuine practical advantage — you can run the board through standard SMT assembly without special thermal precautions.
Arlon AD300 vs. Competing High-Frequency Laminates
The competitive landscape for 3.0 Dk PTFE laminates is reasonably well-defined. Here’s how AD300 positions against the most commonly specified alternatives:
| Material | Manufacturer | Dk (10GHz) | Df (10GHz) | Key Differentiator |
| Arlon AD300 | Arlon | 3.0 | 0.0014 | Tight Dk tolerance, cost-competitive |
| Rogers RT/duroid 5880 | Rogers | 2.2 | 0.0009 | Lower Dk, excellent Df, premium cost |
| Rogers RO3003 | Rogers | 3.0 | 0.0010 | Similar Dk, better Df, higher cost |
| Rogers RO4003C | Rogers | 3.55 | 0.0027 | Hydrocarbon ceramic, FR-4 process compatible |
| Taconic TLY-5 | Taconic | 2.17 | 0.0009 | Very low Dk, direct duroid alternative |
| Isola I-Tera MT40 | Isola | 3.45 | 0.0031 | Modified epoxy, cost-effective for lower GHz |
| Nelco N4000-13 SI | Nelco | 3.7 | 0.0085 | High-speed digital focus, not RF-optimized |
The honest comparison: Rogers RO3003 edges out AD300 on dissipation factor (0.0010 vs. 0.0014) with the same nominal Dk. Whether that difference matters depends entirely on your application. For a 2–6 GHz filter or low-noise amplifier, the practical performance gap between the two materials is small enough that fabrication consistency and supply chain factors often tip the decision. For a 77 GHz automotive radar front-end or a millimeter-wave imaging system, the lower-loss Rogers material may be worth the cost premium.
AD300’s cost advantage over Rogers materials is real and consistent in volume production. For commercial applications where the Df specification is met by both materials, AD300 is frequently the economically rational choice.
PCB Design Considerations for Arlon AD300
H3: Transmission Line Impedance Design on AD300
With a Dk of 3.0, AD300 yields transmission line geometries that are practical to fabricate. For 50Ω microstrip on 20 mil (0.508mm) substrate with 1 oz copper, the trace width works out to approximately 45–47 mil (1.14–1.19mm) depending on the specific copper thickness and etching profile. Most RF fabricators are comfortable holding ±5% impedance tolerance on these geometries, and tighter tolerances are achievable with laser direct imaging and controlled-impedance fabrication processes.
For stripline designs in multilayer AD300 stackups, the symmetric configuration with AD300 core and prepreg should use matched Dk materials throughout. Mixing AD300 with standard FR-4 prepreg in a hybrid stack creates Dk discontinuities that complicate impedance calculations and introduce predictable but annoying correction factors into the design flow.
H3: Managing PTFE-Specific Fabrication Challenges
PTFE laminates require different handling than FR-4 in several stages of PCB fabrication, and these process requirements directly affect your design rules and vendor selection.
Hole drilling: PTFE is softer than FR-4 and has a tendency to smear under drill heat. Most qualified PTFE fabricators use slower drill speeds, smaller peck depths, and specialized drill geometries to avoid tearing the material around via barrels. Minimum drillable hole sizes are slightly larger than FR-4 norms — plan for a 0.25mm minimum mechanical drill with 0.1mm annular ring minimum as a starting point, and confirm with your specific fabricator.
Surface preparation for adhesion: PTFE is chemically inert, which is why it’s good for low-loss RF applications and terrible for bonding. Before applying soldermask or laminating in a multilayer process, the surface must be treated — typically with sodium naphthalene etching or plasma activation — to make it bondable. This is a standard process step at qualified PTFE PCB shops, but it’s a process step that’s simply absent at shops that only handle FR-4. Qualifying your fabricator for PTFE processing before committing to AD300 in a design is not optional.
Thermal relief for through-hole pads: PTFE’s low thermal conductivity means heat dissipates more slowly through the laminate during soldering. Adjust thermal relief spoke widths accordingly, or you’ll get cold solder joints on through-hole components on boards that solder perfectly at the same profile on FR-4.
H3: Copper Foil Selection for AD300 Designs
AD300 is available with both electrodeposited (ED) and rolled-annealed (RA) copper foils. The choice matters at higher frequencies.
| Copper Type | Surface Roughness | Best For |
| Electrodeposited (ED) | Higher roughness | Cost-sensitive, <10 GHz |
| Rolled Annealed (RA) | Smoother surface | >10 GHz, insertion loss critical |
| Very Low Profile (VLP) ED | Intermediate | Mid-range performance/cost |
At millimeter-wave frequencies, copper surface roughness becomes a meaningful contributor to conductor loss through the skin effect. The current at high frequency flows in a thin surface layer, and a rough copper-laminate interface increases the effective path length of that current. For designs above 20 GHz, specifying RA or VLP copper on AD300 is worth the incremental cost.
H3: Stackup Planning for Multilayer AD300 Designs
Multilayer PTFE boards require specialized prepreg — standard woven glass/epoxy prepregs are not compatible with PTFE core laminates for RF performance or bonding chemistry. Arlon’s AP6000 or AP8000 adhesive films, or PTFE-based bonding sheets, are the appropriate choice. The Dk of the bonding film must be factored into any buried or embedded stripline impedance calculation.
A common practical stackup for a 4-layer AD300 RF board:
- Layer 1: Signal (microstrip)
- Layer 2: Ground plane
- Layer 3: Power / secondary signal
- Layer 4: Signal (microstrip or ground)
The core between layers 1-2 and 3-4 uses AD300 at the specified thickness for impedance control. The bond between layers 2-3 uses PTFE bonding film, with its Dk accounted for in the stack-up calculation.
H3: Grounding and Via Design Best Practices
Via stitching around RF transmission lines and beneath ground planes is more important on PTFE substrates than on FR-4 because the lower Dk supports faster wave propagation, making the same physical via pitch represent a larger fraction of a wavelength. Ground via fences should be placed at no more than λ/10 spacing at the highest operating frequency to suppress parallel plate mode propagation between copper planes.
For the Z-axis CTE mismatch noted earlier, via aspect ratios should be kept below 10:1 for through-holes in thermally stressed applications, and back-drilled stubs in high-speed designs should be specified with the PTFE expansion behavior factored into the stub length tolerance.
Applications Where Arlon AD300 Is Cmmonly Specified
| Application | Why AD300 Is Suitable |
| Phased array antenna elements | Stable Dk ensures uniform beam pointing; PTFE handles thermal cycling |
| Radar front-end PCBs (S, C, X band) | Low Df minimizes insertion loss in T/R modules |
| Satellite communication hardware | Temperature stability over wide range; radiation-tolerant PTFE matrix |
| Military EW / SIGINT modules | MIL-spec process compatibility; well-documented qualification data |
| Base station power amplifier boards | Low loss at cellular frequencies; handles PA thermal environment |
| Microwave bandpass filters | Tight Dk tolerance required for resonator dimensions |
| Medical imaging RF boards (MRI coils) | Low loss, non-magnetic, stable in magnetic environments |
| Test and measurement fixtures | Consistent dielectric for calibration-grade hardware |
Arlon AD300 Availability and Ordering Information
AD300 is a catalog material available through Arlon’s authorized distribution network and directly from Arlon Electronic Materials. Standard panel sizes are 12×18 inches and 18×24 inches. Custom panel sizes are available for volume production programs with appropriate lead times.
When specifying AD300 for a project, the part number structure includes substrate thickness, copper weight, and copper type. Confirm availability of specific thickness/copper combinations with your distributor before locking in the stack-up, as not all combinations are stocked at every distribution point.
Useful Resources for Arlon AD300 Design
- Arlon AD300 Official Datasheet — arlon-med.com — Full electrical, mechanical, and thermal specifications with test conditions
- Arlon PCB Material Selection Guide — arlon-med.com — Cross-reference across the full AD, CuClad, and CLTE series
- IPC-4103 Specification for High-Frequency Base Materials — Industry standard governing dielectric constant and loss tangent testing methods for RF laminates
- Rogers MWI-2000 Microwave Impedance Calculator — rogerscorp.com — Free web-based impedance calculator; input AD300’s Dk=3.0 for accurate trace width calculations
- Keysight ADS Substrate Editor — Compatible with AD300 parameters for full-wave and planar EM simulation
- Sonnet Lite — Free EM simulation tool suitable for initial transmission line and filter design on AD300
- Digi-Key / IHS Markit Part Search — Distributor-level availability and pricing for AD300 in standard thicknesses
- JEDEC Standards for High-Frequency Laminate Qualification — Reference for defense and aerospace qualification requirements applicable to AD300
FAQs About Arlon AD300
Q1: How does Arlon AD300 compare to Rogers RO3003 for microwave PCB design? Both materials share a nominal Dk of 3.0, but Rogers RO3003 has a slightly better dissipation factor (0.0010 vs. AD300’s 0.0014 at 10 GHz). For most applications below 20 GHz, the insertion loss difference is small enough that it doesn’t determine design success. AD300 typically offers a cost advantage in volume production. For millimeter-wave applications or designs where every tenth of a dB of insertion loss matters, RO3003 has the edge. The fabrication processes for both materials are essentially identical, so switching between them rarely requires re-qualifying your PCB shop.
Q2: Can Arlon AD300 be processed in a standard FR-4 PCB fabrication line? Not without PTFE-specific process steps. PTFE laminates require surface activation treatment before multilayer lamination and soldermask application, specialized drilling parameters to avoid material smear, and compatible prepreg or bonding films for multilayer constructions. A shop that processes only FR-4 cannot run AD300 without process additions. Always verify PTFE processing capability with your fabricator before specifying AD300 in a design.
Q3: What is the maximum frequency at which Arlon AD300 performs reliably? Arlon publishes Dk and Df data to 10 GHz. The material is used in production hardware through X-band (8–12 GHz) routinely and into Ku-band (12–18 GHz) in many designs. There is application experience with AD300 into Ka-band (26–40 GHz), though at millimeter-wave frequencies, copper surface roughness and fabrication tolerances become increasingly important alongside the material properties. For designs above 30 GHz, careful simulation and prototype measurement should be used to validate actual insertion loss rather than relying solely on bulk material Df.
Q4: Is Arlon AD300 suitable for lead-free assembly processes? Yes. PTFE-based laminates like AD300 have no glass transition temperature in the conventional sense and withstand temperatures well above the 260°C peak reflow temperatures used in lead-free assembly. Unlike some hydrocarbon-ceramic laminates that require special assembly profiling, AD300 processes through standard lead-free SMT reflow without dimensional issues. The primary assembly consideration is thermal relief design on through-hole pads, where AD300’s lower thermal conductivity compared to FR-4 can require minor profile adjustments to achieve reliable through-hole solder fillets.
Q5: Where can I get Arlon AD300 fabricated into finished PCBs? AD300 fabrication requires a PCB manufacturer qualified for PTFE/microwave laminates. Major RF PCB specialists including API Technologies, TTM Technologies, Candor Industries, and Würth Elektronik’s RF division handle AD300 routinely. In Asia, several Taiwanese and Chinese RF PCB specialists are qualified for PTFE processing. When requesting quotes, explicitly specify “PTFE-qualified fabrication” and ask for the shop’s process documentation for sodium naphthalene or plasma treatment, as this confirms genuine PTFE capability versus shops that claim PTFE experience without the necessary process controls.
Final Assessment: Is Arlon AD300 the Right Choice for Your Design?
Arlon AD300 hits a practical sweet spot for RF and microwave PCB designs that need reliable low-loss performance without the full cost burden of premium Rogers materials. The tight Dk tolerance of ±0.04 supports accurate impedance and filter designs. The Df of 0.0014 is competitive for most applications through X-band. The PTFE matrix provides temperature stability that outlasts the product’s useful life in the overwhelming majority of deployment environments.
The material demands a qualified fabricator and careful attention to the PTFE-specific design rules around via sizing, bonding films, and copper roughness specification. None of those challenges are exotic — any RF PCB shop worth working with handles them routinely. For engineers evaluating AD300 against Rogers RO3003 or competing ceramic PTFE laminates, the decision usually comes down to Df specification headroom and unit cost at volume. For engineers comparing AD300 to FR-4, the conversation ends at the first GHz — there’s simply no comparison.