Bergquist MP-06503 vs HT-04503: full spec comparison of thermal conductivity, Tg, peel strength & cost. Engineer’s guide to choosing the right MCPCB dielectric.
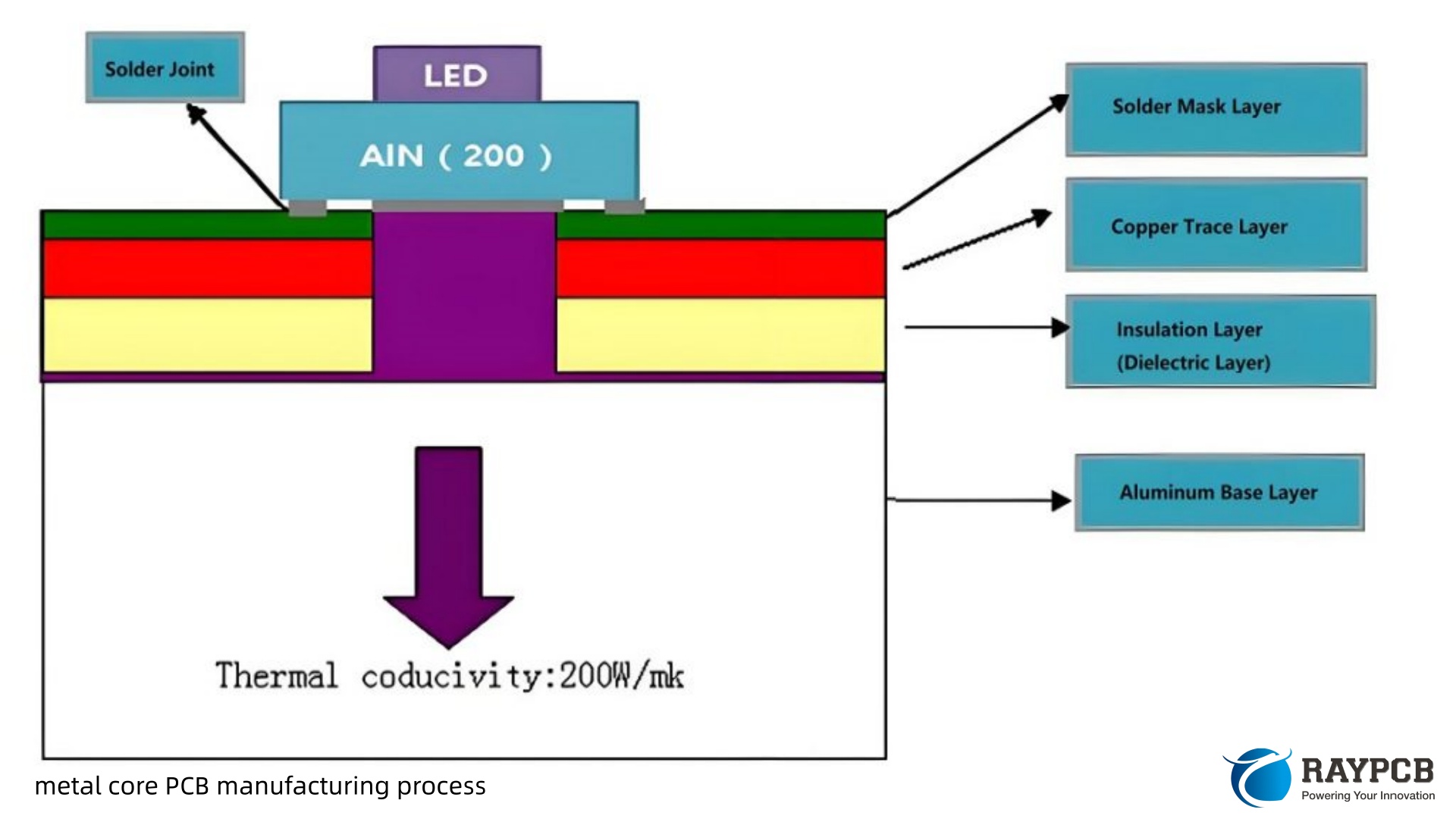
If you’ve narrowed your Bergquist dielectric shortlist down to the MP-06503 vs HT-04503, you’re already past the easy part of the selection process. Both are proven Thermal Clad Metal Core PCB (MCPCB) materials. Both use a 3-mil (76 µm) polymer/ceramic dielectric bonded to your choice of aluminum or copper base. Both carry UL recognition, are RoHS compliant, and support lead-free soldering. On paper, they look like minor variants of the same concept.
In practice, they are not. The differences between MP-06503 and HT-04503 run deeper than most comparison tables suggest — and choosing the wrong one has real consequences for junction temperature, solder process latitude, long-term reliability, and ultimately, unit cost. This article goes through everything you need to make that call, backed by the actual datasheet numbers from both products.
The Short Answer on MP-06503 vs HT-04503
Before going further: if you’re in a time crunch, here it is. The MP-06503 is a multi-purpose, cost-effective dielectric with solid thermal performance (2.4 W/m-K product thermal conductivity) and a Tg of just 90°C. The HT-04503 is a high-temperature dielectric with nearly double the product thermal conductivity at 4.1 W/m-K and a Tg of 150°C. HT-04503 costs more. If your design runs hot, cycles hard, or needs gold-wire bonding compatibility, HT-04503 earns that premium. If it doesn’t, MP-06503 is the economically disciplined choice.
Everything below explains why in enough detail to back up that decision in a design review.
Understanding the Naming Convention First
Before comparing specs, it’s worth decoding the part numbers because the suffix reveals a structural difference that matters. Both end in “03,” meaning both use a 3-mil (76 µm) dielectric thickness. The difference is in the prefix number: “045” for HT-04503 and “065” for MP-06503, which refers to the approximate total laminate stack thickness in mils. The MP-06503 standard configuration sits on a thicker total stack (~65 mil / ~1.65 mm), while HT-04503 is configured around a thinner stack (~45 mil / ~1.14 mm base). This means when you order standard configurations, you are not comparing identical base thicknesses — a factor that slightly affects the thermal resistance calculation at the system level and matters when designing enclosures and mechanical mounts.
Full Specification Comparison: MP-06503 vs HT-04503
The table below pulls directly from the official Bergquist datasheets for both products. These are the numbers that should be driving your selection, not marketing summaries.
Thermal Properties
| Property | MP-06503 | HT-04503 | Test Method |
| Product Thermal Conductivity | 2.4 W/m-K | 4.1 W/m-K | MET 5.4-01-40000 |
| Dielectric Thermal Conductivity | 1.3 W/m-K | 2.2 W/m-K | ASTM D5470 |
| Thermal Resistance | 0.58 °C·cm²/W | 0.32 °C·cm²/W | ASTM D5470 |
| Thermal Impedance | 0.65 °C/W | 0.45 °C/W | MET 5.4-01-40000 |
| Glass Transition (Tg) | 90°C | 150°C | ASTM E1356 |
| Max Operating Temp (UL) | 130°C | 140°C | UL 746B |
| Max Soldering Temp | 300°C / 60s | 325°C / 60s | UL 796 |
Electrical Properties
| Property | MP-06503 | HT-04503 | Test Method |
| Dielectric Constant | 6 | 7 | ASTM D150 |
| Dissipation Factor @ 1 kHz | 0.003 | 0.0033 | ASTM D150 |
| Dissipation Factor @ 1 MHz | 0.017 | 0.0148 | ASTM D150 |
| Capacitance | 65 pF/cm² | 85 pF/cm² | ASTM D150 |
| Volume Resistivity | 1×10¹⁵ Ω·m | 1×10¹⁴ Ω·m | ASTM D257 |
| Surface Resistivity | 1×10¹⁴ Ω/sq | 1×10¹³ Ω/sq | ASTM D257 |
| Breakdown Voltage | 8.5 kVAC | 8.5 kVAC | ASTM D149 |
Mechanical Properties
| Property | MP-06503 | HT-04503 | Test Method |
| Dielectric Thickness | 76 µm (3 mil) | 76 µm (3 mil) | Visual |
| Color | White | White | Visual |
| Peel Strength @ 25°C | 1.6 N/mm | 1.1 N/mm | ASTM D2861 |
| CTE XY/Z below Tg | 40 µm/m°C | 25 µm/m°C | ASTM D3386 |
| CTE XY/Z above Tg | 110 µm/m°C | 95 µm/m°C | ASTM D3386 |
| Storage Modulus @ 25°C | 12 GPa | 16 GPa | ASTM D4065 |
| Storage Modulus @ 150°C | 0.3 GPa | 7 GPa | ASTM D4065 |
The storage modulus comparison at 150°C is one of the starkest data points in this whole analysis. MP-06503 at 0.3 GPa versus HT-04503 at 7 GPa — that’s more than 20x greater stiffness retention in the HT dielectric at elevated temperature. The mechanical and electrical properties of the thermal clad will change when operating above the glass transition: the storage modulus declines, the CTE increases, and the peel strength reduces. For MP-06503 with a Tg of just 90°C, any board that sees 100°C+ is potentially operating above Tg. That’s not a cliff edge — it’s a gradual degradation — but it’s real.
The Tg Gap Is the Critical Issue
The 60°C difference in glass transition temperature between MP-06503 (90°C) and HT-04503 (150°C) is the single most consequential spec in this comparison. It’s also the most frequently overlooked one.
A Tg of 90°C sounds safe until you think about what temperatures a typical power board actually sees. An LED driver doing 30W in a luminaire with restricted airflow. A motor drive controller with a MOSFET dissipating 5W in a compact enclosure. A solid state relay mounted on an aluminum heatsink at 40°C ambient. Any of these can push board-level temperatures to 80–95°C in normal operation, which puts MP-06503 right at or slightly above its Tg. The dielectric doesn’t fail catastrophically at Tg — but over thousands of thermal cycles, the consequences accumulate as increased CTE mismatch stress at solder joints, weakened dielectric-to-copper adhesion, and gradual electrical degradation.
For the same designs, HT-04503’s Tg of 150°C means you maintain a 50–70°C margin above operating temperature. That’s the kind of margin that keeps warranty return rates low.
Thermal Performance: What the Numbers Mean in Practice
The thermal resistance difference between the two — 0.58 °C·cm²/W for MP-06503 versus 0.32 °C·cm²/W for HT-04503 — is not just an academic spec delta. It translates directly to component junction temperature.
For a component dissipating 5W with a device footprint of 2 cm²:
| Calculation | MP-06503 | HT-04503 |
| Thermal resistance of dielectric | 0.58 °C·cm²/W | 0.32 °C·cm²/W |
| Effective ΔT across dielectric (5W, 2cm²) | 1.45°C | 0.80°C |
That’s 0.65°C of additional junction temperature for every 5W per 2 cm² when using MP-06503. Scale to a 20W component with a smaller die footprint and that gap widens materially. In high-brightness LED arrays where binning and color maintenance over lifetime are tightly controlled, every degree of junction temperature reduces lumen output and accelerates Tj-dependent degradation. HT-04503 buys real luminaire life in this application.
Where MP-06503 Wins
Higher Peel Strength
MP-06503 delivers 1.6 N/mm peel strength versus HT-04503’s 1.1 N/mm — a 45% advantage. Peel strength matters primarily at room temperature during assembly (handling, singulation, test) and in applications with significant mechanical stress or vibration. For designs going into automotive interiors, consumer portable devices, or any product that gets physically handled in the field, MP-06503’s adhesion advantage is genuinely useful.
Better Volume and Surface Resistivity
MP-06503’s volume resistivity of 1×10¹⁵ Ω·m outperforms HT-04503’s 1×10¹⁴ Ω·m by a full decade. In high-impedance circuits or leakage-sensitive applications, this can matter — though for the vast majority of power electronics applications, both values are comfortably sufficient.
Cost Advantage
MP-06503 is priced lower than HT-04503 across distributors. The cost difference is meaningful at production volumes — typically in the range of 15–30% lower material cost at the raw laminate level, though exact pricing depends on quantity, copper weight, base thickness, and current market conditions. For consumer electronics programs at tens of thousands of units per year, this gap compounds into real budget savings.
Where HT-04503 Wins
HT-04503 outperforms MP-06503 in every thermal and thermal-mechanical metric that matters for demanding applications. It has better product thermal conductivity (4.1 vs 2.4 W/m-K), lower thermal resistance (0.32 vs 0.58 °C·cm²/W), higher Tg (150°C vs 90°C), higher max operating temperature (140°C vs 130°C), higher solder temperature rating (325°C vs 300°C), lower CTE (25 vs 40 µm/m°C below Tg), and dramatically better storage modulus retention at elevated temperatures (7 GPa vs 0.3 GPa at 150°C).
The solder temperature rating is worth calling out specifically. HT-04503’s 325°C/60s solder limit rating enables Eutectic Gold/Tin (AuSn) soldering and gold wire bonding — processes that MP-06503’s 300°C limit does not comfortably accommodate. For applications with bare die attachment, thermocompression bonding, or any process using higher-melting-point solders, HT-04503 is the only option between these two.
Application Fit Matrix
| Application | MP-06503 | HT-04503 | Notes |
| Standard LED drivers (< 50W) | ✓ | ✓ | MP-06503 is cost-effective here |
| High-power LED arrays (> 100W) | ⚠ | ✓ | Tg margin favours HT-04503 |
| Consumer audio amplifiers | ✓ | ✓ | MP-06503 adequate if Tj < 80°C |
| Motor drives (compact, hot enclosures) | ⚠ | ✓ | Operating temp likely near MP Tg |
| Power conversion (industrial, > 150W) | ⚠ | ✓ | HT-04503 recommended |
| Solid state relays | ✓ | ✓ | Application-dependent |
| Automotive powertrain / EV inverters | ✗ | ✓ | HT-04503 minimum; consider HT-07006 |
| Bare die / wire bond attachment | ✗ | ✓ | Requires 325°C solder capability |
| Cost-sensitive consumer products | ✓ | ⚠ | MP-06503 better economics |
| Outdoor LED luminaires (hot climate) | ⚠ | ✓ | Ambient + self-heating risks MP Tg |
✓ = well-suited | ⚠ = use with caution / thermal model required | ✗ = not recommended
The Cost vs Performance Decision Framework
Deciding between MP-06503 and HT-04503 really comes down to three questions:
1. What is your worst-case sustained board temperature? If the answer is consistently below 75°C (giving a 15°C margin to MP-06503’s Tg), MP-06503 is justified. If worst-case board temperature approaches or exceeds 80°C, choose HT-04503.
2. What are your thermal cycling and lifespan requirements? Consumer products with 3–5 year lifespans and moderate thermal cycling tolerate MP-06503 in appropriate temperature ranges. Automotive, industrial, and infrastructure products with 10–20 year service life targets, or those cycling frequently through wide temperature swings, should default to HT-04503 for the Tg margin and lower CTE.
3. Does your assembly process require > 300°C solder capability? Gold-tin solders, wire bonding, and some high-reliability attachment processes need the 325°C rating that only HT-04503 provides. If this applies, the material decision is made for you.
For alternatives beyond the Bergquist Thermal Clad family, it’s worth knowing that Arlon PCB materials and other IMS laminate suppliers offer comparable product tiers. However, Bergquist’s extensive published qualification data and UL recognition often make it the lower-risk choice for products requiring safety agency certification.
Useful Resources and Datasheets
| Resource | Description | Link |
| Bergquist HT-04503 Official Datasheet | Full specs, thermal, electrical, mechanical properties | Download PDF |
| Bergquist MP-06503 Official Datasheet (Henkel TDS) | Full specs including Tg, CTE, storage modulus | Download PDF |
| Bergquist MP-06503 Original Datasheet | Classic format with dielectric comparison chart | Download PDF |
| Bergquist Thermal Clad Selection Guide | Complete family comparison, design rules, assembly guidance | Download PDF |
| Bergquist HT-07006 Datasheet | Next-tier HT option for higher thermal demands | Download PDF |
| Henkel / Bergquist Official Brand Page | Current product catalog, regional distributor contacts | henkel-adhesives.com |
| Digikey – Bergquist Thermal Clad | Stocked parts, pricing, and availability | digikey.com |
| IPC-2221B Design Standard | Trace width, clearance, dielectric design rules | ipc.org |
5 FAQs on MP-06503 vs HT-04503
1. Can I substitute MP-06503 for HT-04503 to reduce cost on an existing design?
Only if you’ve verified that your board temperature stays well below 75°C under worst-case conditions (maximum ambient + maximum load + minimum airflow). The Tg difference — 90°C for MP-06503 versus 150°C for HT-04503 — means that designs originally tested with HT-04503 may have had thermal margins your thermal model never fully characterized. Run the full thermal analysis first. Also confirm your assembly process doesn’t use solder pastes or profiles that exceed 300°C, since MP-06503’s solder limit is 300°C vs HT-04503’s 325°C.
2. Both products show the same 8.5 kVAC breakdown voltage — does that mean they’re equivalent for high-voltage isolation?
Breakdown voltage is identical at 8.5 kVAC for both products at room temperature. However, dielectric breakdown performance degrades with temperature, and given MP-06503’s Tg of only 90°C, the isolation performance at elevated board temperatures will degrade more than HT-04503. For applications where isolation integrity at high operating temperatures is critical — industrial drives, UPS systems, EV on-board chargers — HT-04503 maintains more consistent electrical isolation characteristics because it stays well below its Tg during normal operation.
3. Why does HT-04503 have lower peel strength than MP-06503?
Peel strength is a room-temperature mechanical property, and it reflects the adhesion of the polymer dielectric to the copper circuit layer. The HT dielectric uses a different polymer chemistry optimized for high-temperature performance — specifically for superior storage modulus retention and low CTE at elevated temperatures. That chemistry trades off some room-temperature peel strength. At 1.1 N/mm, HT-04503 is still well within acceptable adhesion limits for standard SMT assembly and handling. The practical risk is marginal for the applications HT-04503 targets; those products aren’t getting physically abused at room temperature.
4. What’s the next step up from HT-04503 if it’s still not enough?
The Bergquist HT-07006 uses the same HT chemistry on a thicker (6 mil / ~150 µm) dielectric, which improves thermal resistance slightly while increasing voltage isolation capability. For truly extreme thermal demands, the CML (Ceramic-Metal Laminate) dielectric offers the highest thermal conductivity in the Bergquist range and is designed for direct replacement of ceramic substrates. If your application requires it, CML supports bare die mounting and thermocompression bonding at temperatures beyond what even HT-04503 can handle.
5. Is the dielectric thickness the same for both products, and does that affect which one I should choose?
Yes, both MP-06503 and HT-04503 use a 3-mil (76 µm) dielectric layer. Since the dielectric thickness is identical, the thermal resistance difference is entirely attributable to the higher thermal conductivity of the HT dielectric polymer/ceramic blend. The 3-mil dielectric in both products provides a breakdown voltage of 8.5 kVAC. For applications above 480 VAC, Bergquist’s design guidelines recommend specifying a dielectric thickness greater than 3 mil regardless of which family you choose.
Conclusion
When it comes to MP-06503 vs HT-04503, the comparison isn’t really about marginal performance differences — it’s about two different classes of application. MP-06503 is a capable, cost-competitive dielectric for moderate-temperature, moderate-power designs where budget matters and thermal conditions are well-controlled. HT-04503 is the choice for designs where board temperatures push toward 100°C+, where thermal cycling is aggressive, where long service life is expected, or where higher-temperature solder processes are required.
Use MP-06503 when you’ve verified the thermal and process margins. Use HT-04503 when any of those margins are tight, when the application demands it, or when the cost of a field failure exceeds the cost of the material upgrade many times over. In the context of a full product BOM, the price difference between the two is rarely significant — but the reliability difference can be.
All specifications referenced are from official Bergquist/Henkel datasheets. Verify against current documentation before design lock-in, as material formulations are subject to revision.
Suggested Meta Description
Meta Description (157 characters):
Bergquist MP-06503 vs HT-04503: full spec comparison of thermal conductivity, Tg, peel strength & cost. Engineer’s guide to choosing the right MCPCB dielectric.