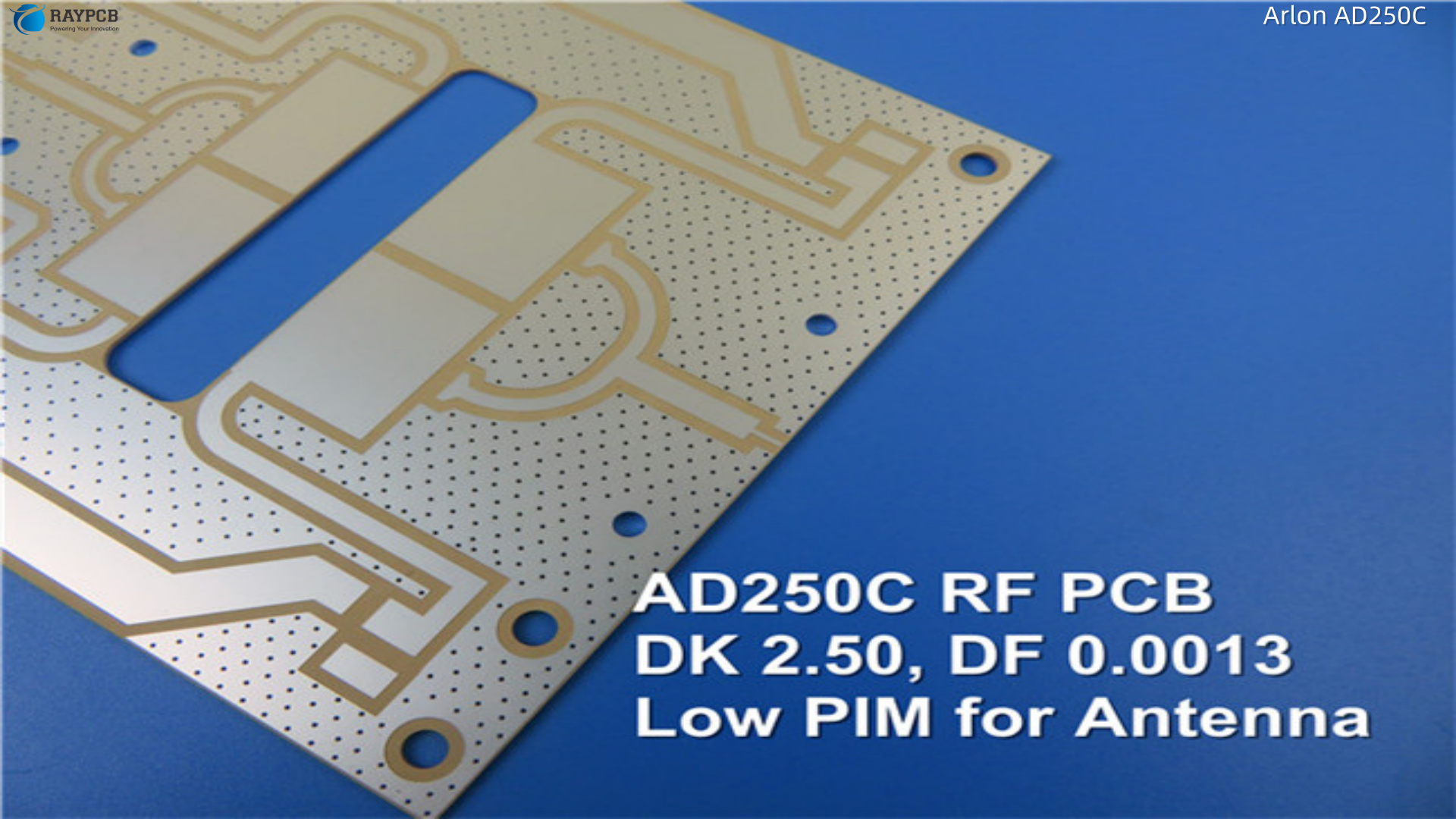
Arlon AD250C full datasheet review: Dk 2.50, Df 0.0013, PIM performance, CTE values, PCB design tips, and how it compares to RO4350B and the full AD Series.
If you have spent any time designing RF front-ends, base station antenna feed networks, or microwave circuits above 5 GHz, you have almost certainly encountered Arlon AD250C — or been told you should be using it. It sits in a specific, well-defined space in the high-frequency laminate market: low dielectric constant, ultralow loss, excellent PIM performance, reasonably processable with standard PTFE-based PCB workflows, and cost-competitive compared to pure PTFE alternatives.
This guide covers everything a PCB engineer needs to know about AD250C: the complete electrical, thermal, and mechanical property set drawn directly from the Rogers/Arlon datasheet, how it compares to the rest of the AD Series family and to competing materials, the specific design guidelines that differentiate PTFE-based laminate work from standard FR-4 practice, and the applications it is genuinely suited for versus where other materials make more sense.
What Is Arlon AD250C? Background and Material Architecture
Arlon AD250C is a third-generation commercial microwave laminate from Rogers Corporation (which acquired Arlon Electronic Materials in 2014). The AD designation stands for Antenna Dielectric, which accurately describes the product’s primary target: antenna systems for wireless infrastructure, particularly base station antennas operating across the cellular frequency bands from 700 MHz through 5 GHz and beyond.
The AD Series antenna materials are glass-reinforced, PTFE-based materials that provide controlled dielectric constant, low loss performance, and very good passive intermodulation (PIM) performance. The woven glass reinforcement affords good circuit processability and enables high yield circuit board fabrication.
The material architecture of AD250C combines three key constituents: a polytetrafluoroethylene (PTFE) fluoropolymer resin matrix, woven fiberglass reinforcement, and microdispersed ceramic filler. The PTFE resin provides the fundamental low-loss electrical properties. The woven glass reinforcement gives the laminate mechanical stiffness, dimensional stability, and processability advantages over unreinforced PTFE. The ceramic filler is the key differentiation from earlier PTFE/glass composites — the inclusion of differential dispersion ceramics enhances thermal stability, offering lower coefficients of thermal expansion and higher phase stability at elevated temperatures.
The AD250C variant also marks a significant improvement over previous generations in terms of cost efficiency. This combination — low loss, dimensional stability, thermal performance, and cost-efficiency — is what pushed AD250C into volume production use for cellular infrastructure.
Arlon AD250C Datasheet: Complete Electrical Properties
The following property values are drawn from the official Rogers Corporation AD Series datasheet (Publication #92-197, revised 2023). All values are typical values measured on standard test specimens unless otherwise noted.
Dielectric Constant (Dk)
| Measurement Method | AD250C Value | Test Conditions |
| Process Dk | 2.52 | 23°C @ 50% RH, 10 GHz, IPC TM-650 2.5.5.5 |
| Design Dk | 2.50 | C-24/23/50, 10 GHz, Microstrip Differential Phase Length |
The distinction between process Dk (2.52) and design Dk (2.50) is important for circuit engineers. The controlled dielectric constant (±0.05) enables repeatable circuit performance. Process Dk is the value measured by the standard IPC method and represents how the material is characterized in production. Design Dk is the value you use when modeling transmission lines in your electromagnetic simulation tool — it accounts for how copper foil roughness and the differential phase length method interact with the bulk material measurement. Always use the design Dk of 2.50 when calculating microstrip and stripline dimensions.
The very low Dk of 2.50 has a direct consequence for trace geometry: microstrip lines on AD250C are wider than equivalent 50-ohm lines on higher-Dk materials like Rogers RO4350B (Dk 3.48) or standard FR-4 (Dk ~4.3). Wider traces mean lower current density and lower conductor loss for the same impedance — a genuine advantage for high-power antenna applications.
Dissipation Factor (Df) — Loss Tangent
The AD Series antenna products have very low loss (typically less than 0.002 at 10 GHz). The precise AD250C dissipation factor is 0.0013 at 10 GHz, measured at 23°C and 50% RH using IPC TM-650 2.5.5.5.
At 0.0013, AD250C ranks among the lowest-loss commercial microwave laminates available. Pure PTFE materials can reach 0.0009–0.0010, but at significantly higher cost and with more demanding processing requirements. The ceramic-loaded PTFE/glass architecture of AD250C achieves a practical compromise between loss performance and manufacturing yield.
The thermal coefficient of dielectric constant is −117 ppm/°C over the 0 to 100°C range. This negative value means Dk decreases slightly as temperature rises, which affects phase velocity of signals in the board — a consideration for phase-critical circuits like antenna feed networks with tight beam-steering requirements over temperature.
PIM Performance
Passive Intermodulation (PIM) is the dominant specification driver for base station antenna materials. PIM performance for AD250C is −159/−163 dBc at reflected 43 dBm swept tones at 1900 MHz, using S1 foil measured at 0.030″ and 0.060″ thicknesses respectively.
PIM is generated by nonlinear mechanisms at copper surfaces, connections, and the dielectric itself. The PTFE matrix in AD250C contributes minimal PIM from the dielectric side. However, PIM performance is heavily influenced by the copper choice. Reverse-treated electrodeposited (ED) copper, which Rogers designates S1 foil, minimizes the surface micro-roughness that is one of the primary PIM generation mechanisms in PTFE-based boards. Standard ED copper will give measurably worse PIM, so the copper foil selection must be aligned with the PIM requirement of the specific application.
Additional Electrical Properties
| Property | AD250C Value | Units | Test Conditions |
| Volume Resistivity | 4.8 × 10⁸ | MΩ-cm | C96/35/90 |
| Surface Resistivity | 4.1 × 10⁷ | MΩ | C96/35/90 |
| Dielectric Strength | 979 | V/mil | IPC TM-650 2.5.6.2 |
| Dielectric Breakdown | >40 | kV | D-48/50, X/Y direction |
Arlon AD250C Thermal Properties
Thermal performance is the second defining characteristic of AD250C, and it is where the ceramic filler contribution becomes numerically obvious.
Coefficient of Thermal Expansion (CTE)
| CTE Axis | AD250C Value | Units | Temperature Range |
| X-axis CTE | 47 | ppm/°C | −55°C to 288°C |
| Y-axis CTE | 29 | ppm/°C | −55°C to 288°C |
| Z-axis CTE | 196 | ppm/°C | −55°C to 288°C |
The Z-axis CTE of 196 ppm/°C is the primary reliability parameter for plated through-hole (PTH) via reliability. Pure PTFE materials have Z-axis CTE values in the range of 200–400 ppm/°C, which is why reliability of PTH vias in thick PTFE boards has historically been poor. The low z-axis thermal expansion improves the reliability of plated through-hole (PTH) connections compared to typical PTFE base materials. Low X-Y expansion improves the reliability of BGA solder joints. At 196 ppm/°C, AD250C still requires careful design of via aspect ratios and use of copper-filled via plugging in demanding thermal cycling environments, but it represents a meaningful improvement over unfilled PTFE.
Note the asymmetry between X-axis (47 ppm/°C) and Y-axis (29 ppm/°C) CTE. This reflects the anisotropy of the woven glass reinforcement — the glass fibers constrain expansion differently in the machine direction versus the cross-machine direction. This asymmetry must be accounted for in precision antenna designs where dimensional stability over temperature affects beam direction accuracy.
Other Thermal Properties
| Property | AD250C Value | Units | Test Method |
| Decomposition Temperature (Td) | >500 | °C | IPC TM-650 2.3.40 (5% weight loss) |
| Time to Delamination (T-288) | >60 | minutes | IPC TM-650 2.4.24.1 |
| Thermal Conductivity | 0.33 | W/(m·K) | ASTM D5470, Z-direction |
| Specific Heat Capacity | 0.813 | J/g·K | ASTM E2716 |
The decomposition temperature above 500°C is exceptional — it means the material survives any realistic PCB processing temperature, including lead-free solder processes that briefly reach 260°C peak reflow temperature and the 288°C T-288 solder float test with time-to-delamination exceeding 60 minutes. This high thermal stability is a direct consequence of the PTFE base resin, which is chemically and thermally inert well above any PCB processing condition.
Arlon AD250C Mechanical and Physical Properties
| Property | AD250C Value | Units | Conditions |
| Copper Peel Strength | 2.6 N/mm (14.8 lbs/in) | N/mm | 10s @ 288°C, 35µm foil |
| Flexural Strength (MD/CMD) | 60.7/44.1 MPa | MPa | 25°C |
| Tensile Strength (MD/CMD) | 41.4/38.6 MPa | MPa | 23°C @ 50% RH |
| Flex Modulus (MD/CMD) | 6,102/5,364 MPa | MPa | 25°C |
| Dimensional Stability (MD/CMD) | 0.02/0.06 | mils/inch | After etch + bake |
| Moisture Absorption | 0.04 | % | IPC TM-650 2.6.2.1 |
| Density | 2.28 | g/cm³ | ASTM D792 |
| Flammability | V-0 | — | UL 94 |
The moisture absorption of 0.04% is critically important for RF performance. The AD Series antenna products have very low moisture absorption (less than 0.1%). Water has a dielectric constant of approximately 80, and any water absorbed into the laminate raises the effective Dk of the substrate. For a 50-ohm transmission line tuned to a target impedance at room temperature and standard humidity, significant moisture uptake would shift the actual impedance and introduce additional loss. At 0.04%, AD250C is among the driest commercial laminates available, which is why it performs consistently in the outdoor, weathering-exposed environments typical of base station antenna deployments.
Copper peel strength for AD250C is greater than 10 pli (pounds per linear inch), with typical values of 14.8 lbs/in measured on 35µm foil after 10 seconds at 288°C. Maintaining peel strength after high-temperature excursions is important for antenna panels that undergo soldering and field temperature cycling.
Standard Thicknesses and Panel Sizes
AD250C is available in standard thicknesses of 0.020″ (0.508 mm), 0.030″ (0.762 mm), and 0.060″ (1.524 mm), with thickness tolerances of ±0.002″ for the thinner options and ±0.003″ for the 0.060″ thickness.
The three standard AD250C thicknesses correspond to specific applications in antenna design. The 0.030″ thickness is the most commonly used for single-layer microstrip antenna feed networks. The 0.020″ thickness allows more compact designs where trace width must be minimized. The 0.060″ thickness is used where higher power handling is required, because thicker substrates support wider 50-ohm traces with lower current density and therefore lower I²R heating.
Both standard electrodeposited (ED) and reverse-treated ED copper foil options are available. For applications where PIM is a key specification, reverse-treated foil (S1) is the correct selection — the lower surface roughness of the reverse-treated side reduces the micro-contact nonlinearities that drive PIM generation.
AD250C vs. AD255C vs. AD300D vs. AD350A: The Full Series Comparison
AD250C belongs to the AD Series family, and selecting within this family requires understanding how each member is differentiated. All four materials share the same PTFE/ceramic/glass architecture and process compatibility.
| Property | AD250C | AD255C | AD300D | AD350A |
| Design Dk | 2.50 | 2.60 | 2.94 | 3.50 |
| Dissipation Factor @ 10 GHz | 0.0013 | 0.0013 | 0.0021 | 0.0033 |
| Z-axis CTE (ppm/°C) | 196 | 196 | 98 | 63 |
| Thermal Conductivity (W/m·K) | 0.33 | 0.35 | 0.37 | 0.44 |
| Moisture Absorption (%) | 0.04 | 0.03 | 0.04 | 0.10 |
| PIM @ 1900 MHz | −159/−163 dBc | −159/−163 dBc | −159/−163 dBc | −159/−163 dBc |
| Key Advantage | Lowest Dk, lowest loss | Similar to AD250C, wider range | Better Z-CTE, moderate loss | Best Z-CTE, higher Dk |
| Best Use Case | Narrowband antennas, high-efficiency | Patch antennas, Dk flexibility | Multilayer designs, via reliability | High-reliability multilayer stacks |
The choice between AD250C and AD255C often comes down to Dk value, as both have identical dissipation factors. AD255C at Dk 2.60 enables slightly different trace geometries and is often preferred for patch antennas where the substrate thickness and Dk together set the resonant cavity. AD300D and AD350A offer significantly better Z-axis CTE (98 ppm/°C and 63 ppm/°C respectively), making them more appropriate for multilayer designs with many through-hole connections that must survive aggressive thermal cycling.
Arlon AD250C vs. Competing Materials
For engineers evaluating AD250C against alternative laminates, the following comparison covers the most commonly considered substitutes:
| Material | Manufacturer | Design Dk | Df @ 10 GHz | Z-CTE (ppm/°C) | Key Trade-off vs. AD250C |
| AD250C | Rogers (Arlon) | 2.50 | 0.0013 | 196 | Baseline |
| RO3003 | Rogers | 3.00 | 0.0010 | 250 | Lower Dk not available; lower Df but higher Z-CTE |
| RO4350B | Rogers | 3.48 | 0.0037 | 187 | Higher Dk, much higher Df; better PTH reliability |
| CLTE-XT | Rogers (Arlon) | 2.94 | 0.0012 | 38 | Similar Df; excellent Z-CTE; higher cost |
| XT/duroid 5880 | Rogers | 2.20 | 0.0009 | 237 | Lower Dk and Df but more costly, softer |
| Taconic RF-35 | Taconic | 3.50 | 0.0018 | 183 | Higher Dk; less suitable for narrowband |
| Isola IS680 | Isola | 3.26 | 0.0020 | 190 | Higher Dk; FR-4-like processability |
AD250C’s primary competitive position is the combination of Dk = 2.50 and Df = 0.0013 at a cost point lower than pure PTFE materials like RT/duroid 5880. For base station antenna applications where the design Dk of ~2.5 is specifically required to achieve the necessary trace widths and phase relationships, AD250C is the default choice in commercial designs.
PCB Design Guidelines for Arlon AD250C
Designing with AD250C differs meaningfully from designing with FR-4 or even standard glass-epoxy hydrocarbon laminates. Engineers working with PTFE-based boards for the first time should understand these differences before sending a board to fabrication.
Transmission Line Impedance Calculation
Always use the design Dk of 2.50, not the process Dk of 2.52, when calculating trace widths for 50-ohm or other target impedances. For a 0.030″ (0.762 mm) thick AD250C substrate with 1 oz (35µm) copper, a 50-ohm microstrip trace width is approximately 2.2 mm. This is considerably wider than the equivalent trace on RO4350B (~1.6 mm) or FR-4 (~1.3 mm). This wider trace geometry is not a problem — it is a feature, because wider traces have lower conductor loss. Just ensure your footprint library and transmission line models use the correct Dk value.
For capacitors in matching networks and filter designs on AD250C, the low substrate Dk means that parasitic pad capacitance from component footprints is lower than on higher-Dk substrates. This must be accounted for in element value corrections for circuits designed above 1 GHz.
Handling and Dimensional Stability
PTFE-based materials are softer and more dimensically sensitive than FR-4. AD250C benefits from the dimensional stability of the woven glass reinforcement, but the material still requires careful handling to avoid surface contamination and mechanical distortion. The following practices are essential:
Handle AD250C boards with clean cotton or nitrile gloves at all times. Skin oils contaminate the PTFE surface and degrade surface resistivity and potentially introduce PIM. Maintain boards flat during storage — warped PTFE/glass panels are extremely difficult to flatten without controlled heat cycling.
Use dimensionally stable tooling pins and tight-tolerance tooling holes, because the X-Y CTE anisotropy (47 vs. 29 ppm/°C) means the board will expand differently in MD and CMD directions with temperature. For multi-up panel designs with tight registration requirements, this asymmetric expansion must be built into the panelization and artwork compensation.
Drilling and Through-Hole Processing
Standard carbide drill bits suitable for FR-4 can drill AD250C, but ceramic filler in the material accelerates drill wear faster than with pure PTFE or standard epoxy laminates. Use fresh or recently resharpened drill bits, monitor drill wear closely, and do not reuse drill bits from FR-4 runs on AD250C panels without inspection.
Use hard backup and entry materials to minimize burring at hole entry and exit. PTFE’s softness means it does not cleanly shear at hole walls the way harder materials do; without proper backup, via hole quality degrades. Plasma cleaning or permangante hole preparation is recommended to remove PTFE smear from hole walls before electroless copper deposition, since PTFE’s chemical inertness means standard epoxy desmear chemistry is less effective.
PTFE Surface Preparation for Adhesion
The chemical inertness of PTFE that makes it an excellent low-loss dielectric also makes it resistant to standard bonding and solder mask adhesion processes. Sodium naphthalene etch (chemical etching) or reverse sputter (plasma) treatment of exposed PTFE surfaces is required before applying solder mask, bonding plies in a multilayer stack, or applying conformal coating. Without this surface preparation step, adhesion failure of solder mask or bond-ply prepreg is a common yield problem in PTFE PCB fabrication.
Use Rogers proprietary bond-ply materials or compatible prepregs specifically qualified for PTFE multilayer construction when building AD250C into a multilayer stack. Standard FR-4 prepregs are not compatible with PTFE laminate multilayer construction.
Soldering and Assembly
AD250C has excellent thermal stability through lead-free solder reflow profiles, with a T-288 time-to-delamination exceeding 60 minutes and a decomposition temperature above 500°C. The board will not delaminate or blister during standard reflow processing. However, the relatively low flexural stiffness compared to FR-4 means that AD250C boards require adequate support fixturing during pick-and-place and reflow to prevent warpage under thermal gradient during oven processing.
For edge-mount connectors and SMA launches on AD250C boards, minimize the distance between the connector reference ground plane and the signal launch point. Any discontinuity at the connector-to-board transition introduces reflections that degrade return loss at high frequencies. Model the connector launch geometry in your EM simulator using the actual AD250C Dk and thickness before committing to a physical design.
Typical Applications for Arlon AD250C
Typical applications for AD250C include cellular infrastructure base station antennas, automotive telematics antenna systems, and commercial satellite radio antennas.
More specifically, the primary use cases in commercial volume production are:
Base station antenna feed networks: Power dividers, phase-shift networks, and combiner circuits for 4G LTE and 5G NR antenna arrays, where insertion loss, PIM, and dimensional stability under thermal cycling are all primary specifications. The combination of Df = 0.0013 and −159 dBc PIM makes AD250C the dominant material in this segment.
Distributed antenna system (DAS) components: Passive splitters and couplers in indoor and outdoor DAS installations, where low loss across the 700–2700 MHz band is required.
Patch antennas for GNSS, GPS, and SDARS: Compact microstrip patch antennas where the substrate Dk directly sets the patch resonant dimensions, and where low moisture absorption ensures consistent resonant frequency in outdoor environments.
Commercial radar and point-to-point microwave links: Circuits operating in the 6–18 GHz bands where Df = 0.0013 provides meaningful link budget advantage over higher-loss alternatives.
Digital audio broadcasting (DAB) antenna systems: Broadband antenna components operating in the VHF and UHF bands where PIM performance is important.
Useful Resources for Arlon AD250C Design Work
| Resource | Type | Why It’s Useful |
| Rogers AD Series Datasheet (PDF) | Official datasheet | Complete property tables for AD250C, AD255C, AD300D, AD350A |
| Rogers MWI-2000 Microwave Impedance Calculator | Online calculator | Free transmission line impedance calculator pre-loaded with Rogers material Dk values including AD250C |
| Rogers PCB Design Guidelines for RF and Microwave (PDF) | Application note | Official handling, drilling, plating, and assembly guidelines for Rogers PTFE-based laminates |
| IPC-2141A: Controlled Impedance Circuit Boards | Industry standard | Design and fabrication standard for controlled impedance PCBs including transmission line calculations |
| Murata SimSurfing | Component simulation | Verify parasitic effects of SMD components (capacitors, resistors) on AD250C board topology |
| MatWeb: Arlon AD250C Material Data | Material database | Cross-referenced material properties for comparison with alternative laminates |
| Rogers Technology Support Hub | Technical support | Application notes on microwave PCB design, material selection, and processing |
| Cirexx Arlon AD Series Processing Guide | Fabrication reference | Processing and fabrication guidance for Arlon laminate families |
FAQs: Arlon AD250C Laminate
Q1: Is Arlon AD250C still available now that Rogers acquired Arlon, and is it the same material?
Yes, AD250C is currently available from Rogers Corporation under the Rogers brand with AD Series designation (Rogers AD250C). The acquisition of Arlon Electronic Materials by Rogers Corporation in 2014 consolidated the product line under Rogers, but the AD Series materials continued in production with the same specifications. The Rogers AD Series datasheet (Publication #92-197, revised October 2023) is the current authoritative document for all typical property values. The chemistry, architecture, and specifications of AD250C are unchanged from the Arlon era. When ordering from fabricators, both “Arlon AD250C” and “Rogers AD250C” refer to the same material.
Q2: Can AD250C be processed with standard FR-4 fabrication equipment?
Partially. AD250C is fully compatible with standard PTFE printed circuit board substrate processes. However, this means PTFE PCB standard processes — not FR-4 processes. Key differences include: PTFE surface preparation (plasma or chemical etch) required before solder mask and bonding; specific bond-ply materials for multilayer construction; adjusted drilling parameters to account for ceramic filler wear on drill bits; and plasma or permanganate hole preparation for PTH plating. FR-4 desmear chemistries and standard epoxy prepregs are not compatible with AD250C multilayer construction. Fabricators experienced with Rogers PTFE materials (RT/duroid, RO3000 series) can process AD250C on their existing PTFE lines.
Q3: What is the difference between the process Dk (2.52) and design Dk (2.50) on the AD250C datasheet?
The process Dk of 2.52 is measured using the standard IPC TM-650 2.5.5.5 clamped stripline method, which is the characterization method used in production to verify the material lot. The design Dk of 2.50 is measured using the microstrip differential phase length method, which more accurately reflects how electromagnetic fields interact with the material in a real printed circuit transmission line — accounting for the influence of copper foil surface roughness and the fringing field distribution in a microstrip geometry. Always use 2.50 when calculating microstrip trace widths and electrical lengths in your simulation tool. Using 2.52 will introduce a small systematic error in your impedance and electrical length calculations.
Q4: How does AD250C perform at 5G millimeter-wave frequencies (28 GHz, 39 GHz)?
The official Rogers AD Series datasheet characterizes properties at 10 GHz. Dielectric constant decreases slightly and dissipation factor increases with frequency for most laminate materials. For PTFE-based materials like AD250C, the increase in Df with frequency is relatively modest compared to filled thermoset materials, but precise Dk and Df values at 28 GHz or 39 GHz require measurements at those specific frequencies. Rogers provides frequency-dependent Dk and Df curves in the Arlon AD Series technical data package (the Cirexx AD Series PDF referenced in the resources section includes frequency sweep data). For 5G mmWave designs above 24 GHz, consider whether the Df = 0.0013 at 10 GHz is representative of your actual operating frequency, and consult the frequency-dependent curves or request measured data at the target frequency from your Rogers distributor.
Q5: Can I use standard FR-4 prepreg to bond AD250C layers in a multilayer PCB?
No. Standard FR-4 prepreg is not compatible with AD250C multilayer laminate construction. The cure temperature and pressure profile for FR-4 prepregs, combined with the chemical incompatibility between epoxy resin and PTFE surfaces, will result in poor adhesion at the bond-ply/core interfaces and risk of delamination in thermal cycling. Rogers provides compatible bond-ply materials for PTFE multilayer construction. For mixed-dielectric constructions that combine AD250C with an FR-4-type material — sometimes used to achieve a hybrid stack with specific impedance or cost targets — consult the Rogers material compatibility application notes and validate the construction with your fabricator before releasing the design.
Summary: Is Arlon AD250C the Right Choice for Your Design?
Arlon AD250C delivers a specific set of properties in a particular cost-performance window: Dk = 2.50, Df = 0.0013, PIM = −159 dBc, moisture absorption = 0.04%, and full PTFE thermal stability. If your design needs all five of those characteristics simultaneously — and your application is an antenna, microwave filter, power divider, or other RF passive circuit — AD250C is likely the correct material.
If your design needs even lower loss than 0.0013 at the cost of higher price and more demanding processing, look at RT/duroid 5880. If your design needs better PTH via reliability in a thick multilayer stack, look at AD300D or AD350A, which offer substantially lower Z-axis CTE. If your design can tolerate Df = 0.003–0.004 and needs the simpler processing and better via reliability of a hydrocarbon thermoset, RO4350B is the right choice.
AD250C earns its position in volume commercial production because it sits at the intersection of low enough loss for cellular antenna applications, low enough PIM for base station requirements, stable enough dimensionally for outdoor antenna systems, and cheap enough to use in high-volume antenna panels. That is a well-defined design target, and for that target, it remains the industry standard material.